冰箱壓縮機曲軸箱缸孔與軸孔垂直度超差分析與控制
2013-11-12 13:11:12廖小寧尹小兵鄒國鋒
科技視界 2013年27期
廖小寧 尹小兵 黎 明 鄒國鋒
(華意壓縮機股份有限公司,江西 景德鎮(zhèn) 333001)
0 引言
近些年來,隨著冰箱壓縮機日益小型化、高效化的發(fā)展,壓縮機對零部件的加工精度要求正逐漸提高。曲軸箱是壓縮機泵體的主要零件,是活塞、連桿、曲軸等零件的裝載體。壓縮機工作時,電機帶動曲軸、連桿組成的曲柄連桿機構(gòu),進而推動活塞壓縮制冷劑氣體。實現(xiàn)由電能轉(zhuǎn)化為機械能,再轉(zhuǎn)化為內(nèi)能的目標與功能。活塞和曲軸運動的中心是垂直的,壓縮機泵體運動要求曲軸箱有嚴格的缸孔與軸孔垂直度(以下以兩孔垂直度代替),兩孔垂直度也是曲軸箱生產(chǎn)過程中重要控制的參數(shù)。本文對冰箱壓縮機曲軸箱兩孔垂直度超差原因進行分析,并提出相應(yīng)的控制、解決方法。
1 加工過程中兩孔垂直度超差的原因
曲軸箱加工過程中,產(chǎn)生兩孔垂直度超差的主要原因有如下幾方面:
1.1 物料原因
曲軸箱材料一般為鑄鐵。如果鑄鐵材料不均勻,特別是兩孔加工處材料不均勻,這將導(dǎo)致加工材料硬度有差異。鉆孔加工時,材料硬度大的一邊相對硬度小的一邊產(chǎn)生擠壓力差,從而使刀具發(fā)生斜偏,兩孔垂直度便無法保證。例如曲軸箱缸孔或軸孔加工處的一側(cè)出現(xiàn)白口鐵或疏松,鉆頭加工時,受到非對稱擠壓力,加工出來的孔中心就容易偏斜,影響垂直度。
1.2 設(shè)備原因
設(shè)備精度是機械零部件加工精度的有效保證。其中設(shè)備的剛度、定位精度、重復(fù)定位精度等都是設(shè)備精度的關(guān)鍵。設(shè)備剛度是首要前提,機械加工中,切屑過程會產(chǎn)生巨大的沖擊力,設(shè)備具有足夠的剛度才能保證加工零件的精度。尤其是動力頭剛度,動力頭剛度不足,容易變形,那么刀具就容易偏斜,加工時還可能出現(xiàn)較大的振動;曲軸箱一般常采用組合機床加工,工藝流程比較復(fù)雜,缸孔和軸孔需要經(jīng)過鉆孔、擴孔、精鏜、珩磨等多道工序才能加工完成。多次加工往往需要多次定位。多次定位設(shè)備的動力頭的位置一致性對兩孔垂直度產(chǎn)生較大的影響。例如,氣缸孔擴孔和精鏜兩道工序都是采用曲軸箱定子安裝面、定子面螺栓沉孔定位。如果后序精鏜刀和前序擴孔刀位置度差別較大,則容易造成兩次加工中心同軸度偏大,兩孔垂直度變大,甚至造成鏜孔單邊。
1.3 夾具原因
1.3.1 夾具夾緊力的偏小。機械加工過程中,巨大切削力會直接對工件產(chǎn)生沖擊力和振動、加工過程中如果出現(xiàn)夾緊力不夠、工件夾不穩(wěn),則容易造成加工精度超差。
1.3.2 夾具的磨損。曲軸箱是批量生產(chǎn)的產(chǎn)品,夾具頻繁和工件接觸,容易導(dǎo)致夾具磨損,當磨損量到達一定的極限時,夾具對工件就不能產(chǎn)生有效的夾緊作用。這樣必然對加工精度造成影響。
1.3.3 定位夾具的清潔度。定位夾具既有固定夾緊的作用,同時也有定位作用。如果定位夾具清潔度不夠,必將影響工件的加工精度。例如,曲軸箱缸孔、軸孔加工。缸孔、軸孔鉆孔和精鏜兩道工序均采用定子安裝面和定子安裝面沉孔定位。前序鉆孔時,定位夾具上沒有雜質(zhì),定子安裝面能有效地與定位面貼合,如圖1。但后序精鏜兩孔時,其中某些定位面有雜質(zhì),這樣便變相地將定子安裝面抬高如下圖2。前序加工中心線和后序加工中心線成一個角度,造成兩孔垂直度超差。
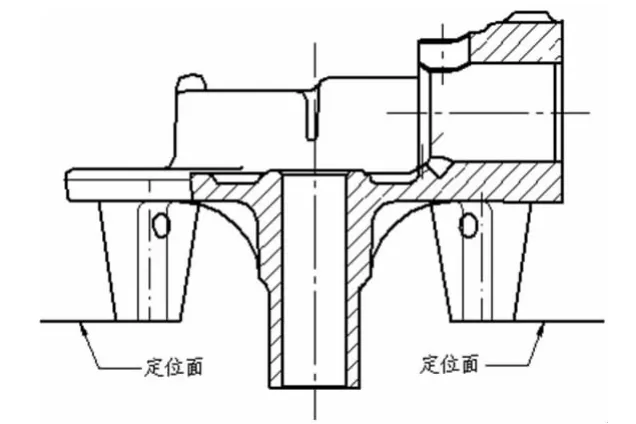
圖1

圖2
1.4 刀具原因
機械加工過程中,刀具直接與工件作用,進行切削。刀具的材料、結(jié)構(gòu)、參數(shù)、性能等因素對工件加工都起到重要作用。刀具的材料決定刀具的用途和使用功能,同時也決定了刀具的使用壽命,耐用程度。刀具的參數(shù)是決定了刀具的加工性能的主要因素,前角、后角,頂角、螺旋角、刃長等參數(shù)都對加工精度產(chǎn)生影響。隨著機械加工技術(shù)的發(fā)展,許多刀具都采用了組合刀具形式,一把刀桿往往安裝幾個刀頭。一個工步便能完成零件幾個結(jié)構(gòu)的加工,隨著刀具的組合形式的發(fā)展,刀體體積、質(zhì)量分布、結(jié)構(gòu)設(shè)計日趨復(fù)雜。刀具的剛性、動平衡等性能對刀具的影響也越來越大。
1.4.1 刀具磨損。曲軸箱是批量生產(chǎn)的產(chǎn)品。刀具容易磨損,磨損后刀具分布不均,切削加工時受力不同,容易導(dǎo)致加工精度超差。如兩孔鉆屑加工時,鉆頭一側(cè)切削刃磨損,而另一側(cè)完好,必然導(dǎo)致兩側(cè)切削能力的不同,受力也有所不同,隨著鉆削深度的加深,孔中心線也容易隨之偏斜。導(dǎo)致兩孔垂直度超差。
1.4.2 刀桿的變形。由于曲軸箱加工結(jié)構(gòu)復(fù)雜、生產(chǎn)數(shù)量多。曲軸箱加工往往采用多工位組合機床設(shè)備加工。在設(shè)備維修、或調(diào)換刀具、更換設(shè)備零件等情況下常有一些失誤操作,導(dǎo)致動力頭帶動刀桿碰撞工件,引起刀桿變形。由于某些原因,設(shè)備操作者未將碰撞后的刀桿更換,致使工件加工后的精度超差。
1.5 加工工藝參數(shù)設(shè)計原因
曲軸箱兩孔鉆、鏜、珩磨等加工時,工藝設(shè)定的切削速度、進給速度、加工余量等參數(shù),加工兩孔的加工精度都有影響。特別是鉆兩孔工序,鉆削量大,作用力大,如果進給速度設(shè)置過大,就會產(chǎn)生振動,影響加工品質(zhì)。
1.6 加工工藝設(shè)計和流程設(shè)計原因
曲軸箱產(chǎn)品設(shè)計完成初,工藝設(shè)計者根據(jù)產(chǎn)品的結(jié)構(gòu)來設(shè)計加工工藝和加工工藝流程。設(shè)備設(shè)計者又根據(jù)加工工藝和工藝流程來設(shè)計設(shè)備,工步設(shè)定、工件定位和裝夾、刀具的選擇以及清洗冷卻的設(shè)計等因素都會對加工件精度產(chǎn)生影響。如,曲軸箱缸孔加工,鉆屑加工量大。采用一次性鉆屑完成或兩次鉆屑分步完成,再或是一次鉆孔后再擴孔完成。三種不同的工藝,必然有不同的精度。當然,設(shè)計者也應(yīng)結(jié)合考慮相應(yīng)的工藝成本。
1.7 其他原因
包括溫度、振動、動力穩(wěn)定等其他隨機因素。人員因素也是其中之一。機械加工時,加工部位的散熱程度;切屑液潤滑、清潔、冷卻程度;機床工作時,本身的振動,動力頭軌道的平整度、直線度;加工過程中動力的穩(wěn)定性等等。這些因素都會對零件的加工精度產(chǎn)生影響。
總之,引起曲軸箱兩孔垂直度超差的原因有很多。曲軸箱材料不均勻、工裝夾具的磨損、刀具的磨損、設(shè)備的清潔度是眾多因素中的主要原因。加大對這些因素的檢測控制,能大大減少精度超差現(xiàn)象的出現(xiàn)。
2 減少曲軸箱兩孔垂直度超差現(xiàn)象的措施
2.1 加強來料檢驗控制
對曲軸箱來料的進行嚴格檢驗控制。從曲軸箱本體上取出檢測樣塊,對樣塊進行化學(xué)元素檢驗分析。對比各元素控制標準,見表1,確保來料各元素含量符合標準。

表1 某款曲軸箱元素控制標準表
取本批曲軸箱同一爐樣件,對樣件進行機械性能分析。根據(jù)鑄鐵的用途,結(jié)合影響機械加工的重要機械性能。重點對抗拉強度和硬度進行檢驗。

表2 某款曲軸箱機械性能控制標準表
在確保元素含量、機械性能符合標準同時,盡量要求材料生產(chǎn)廠家提高鑄鐵件組織的均勻性、碳化物含量的合理分布、合金元素的科學(xué)配置等,提高鑄件加工性能,保證曲軸箱兩孔垂直度加工精度。
2.2 確保工裝、夾具的穩(wěn)定性、可靠性
曲軸箱加工流程較復(fù)雜,從毛坯到成品要經(jīng)過多道工序。多次定位裝夾,特別是批量生產(chǎn)的產(chǎn)品。這就要求工裝、夾具具有較高的一致性、穩(wěn)定性和可靠性。
確保定位的有效性。定位部位磨損在加工中時有出現(xiàn),當磨損量超過一定范圍時,定位工裝就會失去它的定位作用。例如,用于加工定位定子面安裝沉孔的定位銷。隨著加工定位次數(shù)的增多和上下料的撞擊。定位銷容易磨損、變形、甚至產(chǎn)生較大的彎曲。對曲軸箱加工兩孔時的精度產(chǎn)生影響。及時更換夾具,能大大減少不合格品的產(chǎn)生,提高零件精度。
保證裝夾的有效性。加工時產(chǎn)生的巨大作用力不可避免,裝夾穩(wěn)定才能保證加工品質(zhì)。曲軸箱缸孔鉆削加工工序,加工余量較大,加工過程沖擊力也較大,工件加工時易振動,依靠原本的夾爪難以解決這個問題,如圖3。經(jīng)過改進裝夾方式,軸承加工部位上方加入一個環(huán)形壓緊夾爪。徹底解決了因加工余量大,加工過程中壓緊不完全的問題,如圖4。
2.3 刀具的正常使用和改進
對于刀具在機加工過程中容易磨損問題。一是盡量采購質(zhì)量較好的刀具,盡量避免刀具使用過程中的單邊磨損嚴重、切削刃崩裂等現(xiàn)象的出現(xiàn),曲軸箱是鑄鐵件,盡量采用合金鋼和高速鋼材料刀具加工。二是應(yīng)加強刀具使用管理,要求設(shè)備管理者定時對刀具的使用情況進行檢查,讓刀具盡可能處于正常使用狀態(tài)。三是改進刀具的一些結(jié)構(gòu),保持其加工合理性。例如,加工內(nèi)徑較小的軸孔時,鉆頭橫刃較長會導(dǎo)致定心差,影響軸孔垂直度。將橫刃改短后,這個問題能得到很好的解決。

圖3

圖4
因某些過失操作造成的刀桿碰傷,中心線偏斜,而沒有及時發(fā)現(xiàn),導(dǎo)致兩孔精度超差問題。可在設(shè)備上加入紅外線感應(yīng)系統(tǒng),當?shù)毒邉恿︻^進給時,紅外線感應(yīng)到刀具前方有金屬物體,立即停止進給運動。避免撞刀現(xiàn)象發(fā)生。
2.4 合理地選擇加工工藝參數(shù)
有研究表明,機械加工工件的精度與加工時的切削余量、進給速度、切削速度有密切的聯(lián)系。切削余量加大會導(dǎo)致加工時加長,加工部位熱量的增加,并加大排屑的難度。切削速度的增大會加大刀具與工件間的作用力,加大刀具的磨損,降低刀具的壽命,并影響加工精度。進給速度的增加,會加大刀具的背吃刀量,也會加大刀具與工件的相互作用力,對刀具產(chǎn)生較大的擠壓,若刀具剛度不足,極易造成制造精度降低。因而,根據(jù)實際加工情況,合理設(shè)置加工參數(shù),能大大地改善零件的加工精度。例如,曲軸箱缸孔,粗鉆時切削速度78.5m/min,粗鏜切削速度為93m/min,粗鏜切削速度為150m/min。根據(jù)粗鉆、粗鏜、精鏜工藝不同的加工余量和走刀量,設(shè)定不同的轉(zhuǎn)速,根據(jù)工藝流程順序和加工工藝特點,轉(zhuǎn)速逐級提升。對延長刀具壽命和提高加工精度都大有裨益。
2.5 其他措施
目前,曲軸箱加工未實現(xiàn)全程自動化,每道工序仍采用人工上、下料方式。而上、下料對工件的定位起到至關(guān)重要作用,所以,生產(chǎn)者的素養(yǎng)也是影響曲軸箱兩孔精度的原因之一,提高生產(chǎn)者職業(yè)素養(yǎng),也非常重要。曲軸箱兩孔垂直度精度要求較高,采用精密度高的檢測工具也是控制、提高零部件精度的重要手段。
3 結(jié)語
曲軸箱是冰箱壓縮機泵體中的重要零部之一,加工結(jié)構(gòu)復(fù)雜。缸孔、軸孔垂直度是曲軸箱關(guān)鍵的工藝參數(shù)。來料、設(shè)備、刀具、工裝夾具等是影響這一工藝參數(shù)的關(guān)鍵因素,通過對這幾方面的控制和改進,能很好地控制曲軸箱兩孔垂直度精度,提高壓縮機性能。
[1]機械加工技術(shù)手冊[M].北京出版社,1986,1.
[2]林文煥,陳本通.機床夾具設(shè)計[M].國防工業(yè)出版社,1987,8.
[3]吳林禪.金屬切削原理與刀具[M].機械工業(yè)出版社,1987,8.
