轉子外環塊夾具模塊設計與研究
2013-11-16 06:27:14秦秀秀周華鋒姚紅梅
中國新技術新產品 2013年19期
秦秀秀 周華鋒 姚紅梅
(中航工業沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽 110043)
1 概述
目前,在普通立式銑床上加工扇形段斜面,在定位與找正方面存在很大困難,精度要求很難保證,且需要花費大量時間浪費在裝夾找正上。針對這種狀況,我們研究一種特殊結構工裝以滿足工藝需求。設想對轉子外環塊夾具采用通用可調底座,配置零點定位系統及快速換裝機構,在同一夾具基礎上通過更換定位部分實現同一零件的不同工序的加工;不同零件由一套工裝模塊設計完成,不僅滿足了零件安裝定位要求,減少了由于工裝而造成的零件加工尺寸精度上誤差,還給工人操作提供了很大的便利,大大提高了加工效率,節約了工裝的設計及制造成本,解決了加工中存在的問題。
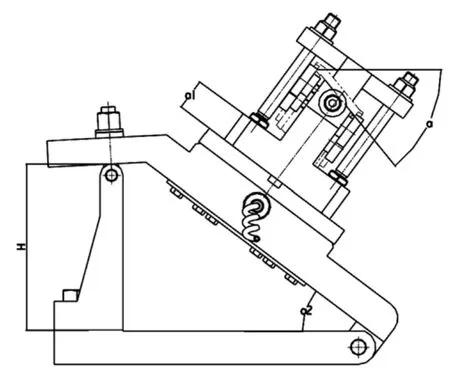
圖1 第一道工序結構總圖示意

圖2 第二道工序結構總圖示意
2 工裝結構設計
2.1 總體結構設計
如圖1、圖2結構總圖所示,總體結構包括可調角度座、零點快速定位基準夾具系統、夾具基體和壓板機構。可調角度座的角度在30度~50度范圍內變化,零點快速定位基準夾具系統應用液壓原理,實現自動鎖緊與釋放的功能,夾具基體與“零點定位系統”之間依靠定位接頭定位,依靠鍵限制角向,夾具基體上安裝一系列輔助定位支承件,依靠液壓裝置鎖緊。壓板機構為一面兩壓機構,壓緊牢靠。如圖1所示為第一道銑斜面工序,當第一道工序完成后,只需將夾具基體以上所有部件旋轉180度即可進行第二道銑斜面工序,即如圖2所示。
符號:a:第一道銑斜面工序銑的角度;a′:第二道銑斜面工序銑的角度;a1:夾具基體底面斜度;a2:角度座的角度;H:支承柱的高度。
2.2 可調角度座的設計
如圖1、圖2所示,角度座由固定底座、活動底座和支承柱三部分構成。固定底座安裝在設備上,活動底座的角度a2依靠支承柱的高度H來調節。如圖1、圖2所示:a2=(a+ a′)/2;H=245*sina+32*cosa-〔215+ 32/sina-(245+ 32*cota)*cosa〕*cot(a+ 50)-〔15*cosa- 15*sina*cot(a+50)〕-15。
2.3 夾具基體的設計
如圖1、圖2所示,基體底座上平面與零件中心線平行,底座下平面與上平面之間的角度a1=| aa′| /2。夾具基體上定位面與零件內型面完全一致,這樣確定的夾具基體定位面與a1和a2配合的工裝夾具,最終才能實現同一零件的兩道銑斜面工作無需二次裝夾換裝只需整體旋轉180度即可滿足加工要求,而且夾具基體與角度座之間通過零點定位器連接,兩道工序之間的操作快速便捷,大大縮短了兩道工序之間的裝夾找正重復定位的時間,完全依靠自動定位系統來實現松開與鎖緊功能,重復定位精度0.01mm~0.005mm。
3 動作原理
如圖1所示,將角度座安裝在設備上,然后將零件配套的支承柱安裝好,支承柱用圓柱和菱形定位銷定位,這樣角度座的角度即已調好。將零點快速定位基準夾具系統安裝在活動底座上,下面用擋板擋好,接上母、公快速接頭及PU管即可。將夾具基體通過定位接頭和接頭螺栓連接在零點快速定位基準夾具系統上,依靠定位接頭定夾具中心,安裝定位鍵,依靠定位鍵定夾具角向。然后將零件安裝在夾具基體上,用夾具基體面作為零件內型面定位面,用一個前定位塊、兩個右定位塊輔助定位,一個后壓緊塊、兩個左壓緊塊輔助壓緊。最后將壓板安裝在夾具基體上,壓緊零件外輪廓型面。一切裝配完成后,接通液壓管,使零點快速定位基準夾具系統將夾具基體通過定位接頭將其鎖緊,即定位完成,即可加工。第一道銑斜面工序完成后,卸壓,零點快速定位夾具系統自動松開,夾具基體便可轉動,將夾具基體以上所有部件包括零件一同旋轉180度,依靠定位鍵將夾具基體角向定位完成后,開始加壓,再次利用零點快速定位夾具系統將夾具基體鎖緊,即可進行第二道工序加工,如圖2所示。
結語
通過對此扇形段銑斜面夾具結構的設計與研究,解決了轉子外環塊扇形段銑加工斜面的問題,拓展了使用范圍,通過現場實際使用,效果很好,工具結構精巧,設計合理,達到預期的研究效果。
[1]機械工程手冊/機械工程手冊編輯委員會.機械工程手冊[M].北京:機械工業出版社,1982.
[2]韓榮第,王揚,張文生.現代機械加工新技術[M],2003.
[3]秦國華.機床夾具的現代設計方法[M],2006.
