SAJO系列五坐標加工中心轉換編程技術
2013-11-16 06:27:16張家晟楊軼博姚紅梅
中國新技術新產品 2013年19期
張家晟 楊軼博 姚紅梅
(沈陽黎明航空發動機(集團)有限責任公司,遼寧 沈陽 110043)
1 編程原理
1.1 框架變量
1.1.1 通過框架變量轉換坐標($P_IFRAME)
應用框架語言中“通過框架變量轉換坐標”功能,通過定義下列坐標系:(如圖1所示)
MKS:機床坐標系
BKS:基準坐標系
BNS:基準零點坐標系
ENS:可設定的零點坐標系
WKS:工件坐標系
可以用預定義的框架變量確定坐標系。(預定義的框架變量已經在控制器的語言中規定了相應的含義,并可以在NC程序中進行處理)
$P_IFRAME指令包含由G54定義的平移、旋轉、比例和鏡像。當前可設定的框架變量,建立基準零點坐標系(BNS)和可設定零點坐標系(ENS)之間的關系(如圖2所示)。
1.1.2 給框架變量/框架賦值(RT、ROT)
通過讀取和修改框架(TR, FI,RT, SC, MI)組件可以實現對某個框架的各個數據進行訪問,例如某個特定的位移值或者旋轉角度。這些值可以修改,或者賦值給另一個變量。
編程方式及說明如下:
(1)R10=$P_UIFR[$P_
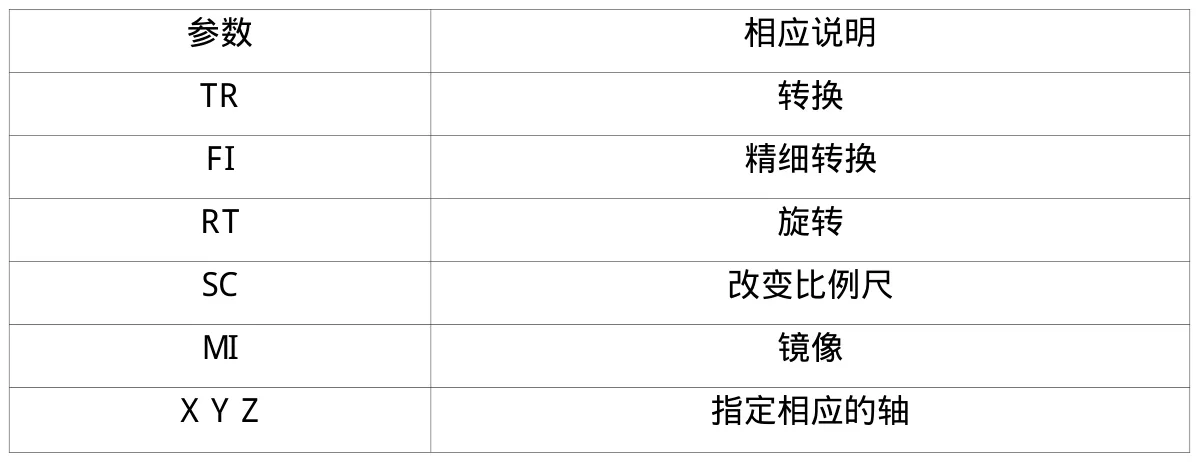
表1
注:RT旋轉的數值范圍圍繞第1個幾何軸旋轉: -180°~+180°;圍繞第2個幾何軸旋轉:-89.999°~ +90°;圍繞第3個幾何軸旋轉;-180°~+180°。UIFNUM, X, RT](表示從當前的可設置零點位移 $P_UIFRNUM得出的圍繞X軸的旋轉角度RT應當賦給變量R10)
(2)R12=$P_UIFR[25, Z, TR](表示從已設置的編號為25的框架的數據集得出的Z軸中的位移值TR應當賦給變量R12)
(3)R15=$P_ UIFRNUM [Y, TR](表示給變量R15賦值Y軸的偏移值TR,在當前可編程的框架中)
參數說明:
(1)$P_UIFRNUM 表示使用該變量可以自動建立與當前可設定零點偏移坐標系的聯系。
(2)P_UIFR[n, …, …]表示通過給出框架號n,從而使用可設定框架n對需要讀出或者修改的分量的說明。
1.2 定向轉換指令
三軸、四軸和五軸轉換(TRAORI)當加工空間曲面時,為了獲得最佳切削條件,刀具的定位角可以修改(如圖3所示)。
確定框架旋轉(ROT, ROTS,TOFRAME, TOROT, PAROT)可以按照用戶的特殊要求通過框架旋轉來定義空間中的定向。
TRAORI激活第一個約定的方向轉換;TRAORI(n)激活用n約定的方向轉換;n 轉換的編號(n = 1或者2),TRAORI(1)與方向轉換一相同;X,Y,Z 刀具所指向的定向矢量分量;A,B旋轉軸的可編程偏移;TRAFOOF 關閉轉換。刀具定向視刀具的所選定向方向而定,必須在NC程序中對激活的工作平面 (G17,G18, G19) 進行調整,使得刀具長度補償在刀具定向的方向中有效。
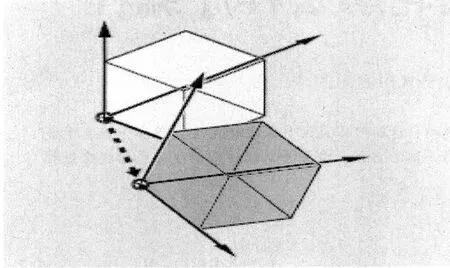
圖1

圖2

圖3
在接通轉換之后位置說明(X,Y,Z)總是和刀尖有關,定向轉換總是從刀尖指向刀具安裝位置。修改參與轉換的旋轉軸的位置會導致其余加工軸也進行這樣的補償運動,使得刀尖的位置保持不變。
2 修訂UG后處理文件
重新設置對應程序的UG后處理文件主要分為以下幾步:
(1)啟動UG NX6.0后處理構造器
(2)選擇輸出單位、機床類型及控制系統
(3)輸入X、Y、Z最大行程、最小分辨率和最大進給率
(4)將第四軸至第五軸距離及第五軸至第四軸距離清零
(5)設置程序開始信息,設置刀尖跟蹤指令
(6)按G54初始角度選轉加工坐標系
(7)X、Y、Z設 置為按刀位文件輸出
(8)取消刀尖跟蹤和加工坐標系旋轉,設置程序結束信息
3 編程示例
;%_N_SS3368_MPF
;$PATH=/_N_WKS_DIR/_N_/S10_15_3060D_160/_WPD
;filepath:(E:jingxiYOUHUA01_C.prt)
;rev:-
N0010 DEF INTERROR
N0020 FGROUP(X2,Y2,Z2,A,B)
N0030 G40 G17 G94 G64 G90 ORIC
N0040;----------OPERATION NAME:SIX_GROOVE------------
N0050 T=”T_D20R3”
N0060 TC
N0070 G54 D1
N0080 G00 Z700. A0.0
N0090 G00 X0.0 Y500.
N0100 A17.19 B4.095
N0110 TRAORI //激活第一個約定的方向轉換
N0120 AROTY=$P_UIFR[$P_UIFRNUM,B,TR]//從當前的可設置零點位
移 $P_UIFRNUM得出的圍繞B軸
的旋轉角度TR應當賦給變量旋
轉Y軸
N0130 X42.016 Y334.449 Z381.788 S900 M03
N0140 X35.195 Y364.004 Z286.499
N0150 G01 X19.986 Y357.744 Z279.185 M08 F280.
N0160X19.986Y357.771Z279.194F25.
N0170X19.987Y357.826Z279.21 1F120.
……
N9690X-19.979Y388.561Z289.792F135.
N9700 G00 X-26.55 Y359.006 Z385.099
N9710 TRAFOOF //關閉轉換
N9720 ROT //關閉旋轉
N9730 WRITE(ERROR,”CUTTIME”,”SS3368:”<<$AC_CYCLE_TIME)
N9740 M02
根據機床運動,CNC程序中的位置和方向數據將產生正確的運動。當計算進給運動時,考慮當前的刀具長度不帶TRAORI的情況下控制系統不考慮刀具長度,它圍繞軸的旋轉的中心旋轉。刀尖將移出其所在位置,并不再固定。帶有TRAORI的情況下控制系統只改變方向,刀尖位置仍保持不變。在X、Y、Z上必要的補償運動已被自動計算進去。
結語
通過840D系統“框架變量”、“定向轉換”等高級編程語言的高效編程,實現了同一種數控程序的通用,減少了技術人員的編程工作量,大幅提高了生產安排的靈活性。但此種編程方式由于坐標系的變換比較頻繁,會使刀軸擺動較大,建議要特別注意刀具的夾持,推薦使用刀尖跟蹤功能,提升對刀具使用風險的防范能力。
[1]西門子編程手冊[Z],2004.
[2]李維.UG NX7.5數控變成工藝師基礎與規范標準教程[M].北京:電子工業出版社,2010.
[3]云杰漫步教研室.UG NX7.0中文版基礎教程[M].北京:清華大學出版社,2011.
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
人大建設(2019年12期)2019-05-21 02:55:44
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
中國衛生(2015年3期)2015-11-19 02:53:32
中國艦船研究(2014年5期)2014-05-14 06:43:09
