小型軸類零件上的小孔加工工藝分析
2013-11-16 06:27:32鄭大勇楊會(huì)君
中國新技術(shù)新產(chǎn)品 2013年19期
關(guān)鍵詞:工藝
鄭大勇 楊會(huì)君
(1.中航工業(yè)沈陽黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司工裝制造廠,遼寧 沈陽 110043,2.中航工業(yè)沈陽黎航部件制造公司,遼寧 沈陽 110043)
1 零件介紹
此零件結(jié)構(gòu)見(圖1),在圓錐面上有2-φ2的小孔,兩孔交點(diǎn)距錐度面上定位圓尺寸為13.8±0.01,相對(duì)基準(zhǔn)軸要求位置度為0.01。通常孔的直徑在φ3以下無法用直接采用刀具進(jìn)行切削加工,只能利用鉸刀鉆鉸出,難以保證設(shè)計(jì)要求。
2 超長小孔的加工分析
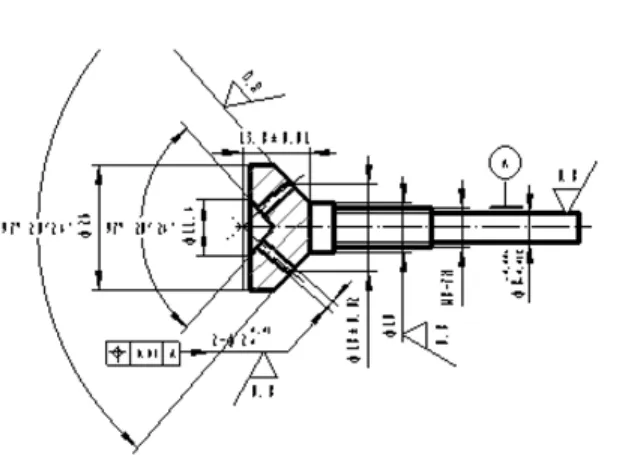
圖1
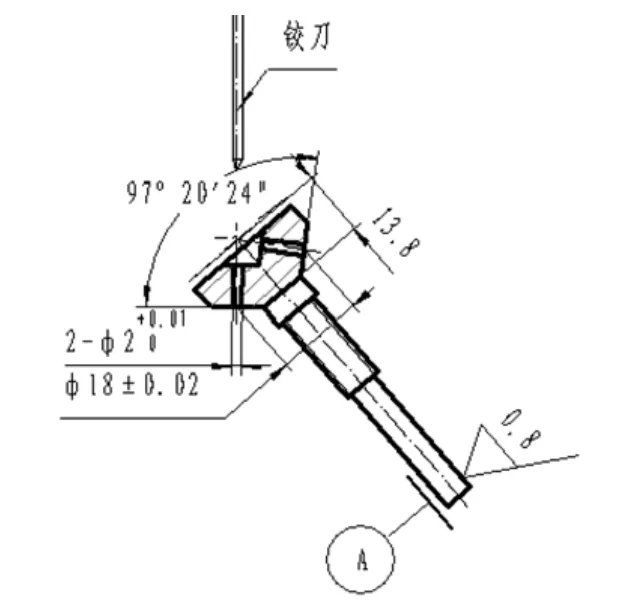
圖2
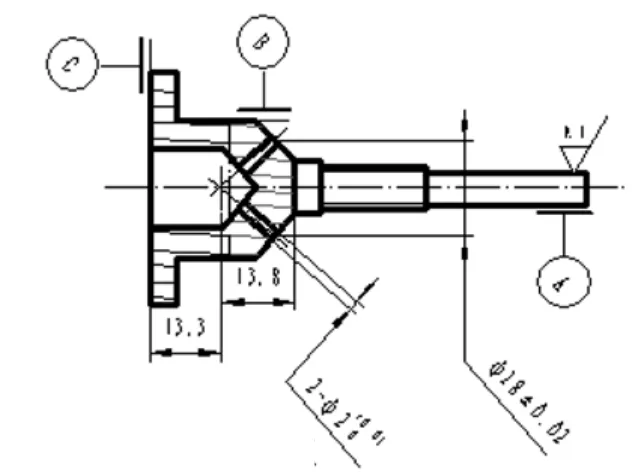
圖3
由于此零件結(jié)構(gòu)原因,在加工時(shí)其裝夾定位基準(zhǔn)只能選擇φ8定位軸,用V型裝夾,壓在圓盤上起度,將孔調(diào)垂直位置進(jìn)行加工。容易產(chǎn)生轉(zhuǎn)動(dòng)而導(dǎo)致零件的孔位置加工錯(cuò)誤超差。見下圖2。
由于零件的小孔只能進(jìn)行鉆鉸加工,因此產(chǎn)生加工偏差因素很多:諸如零件的偏移轉(zhuǎn)動(dòng)、鉸孔容易產(chǎn)生出口偏移的位置度超差等。若要保證加工合格,就需要首先解決裝夾穩(wěn)定可靠,還必須將零件翻轉(zhuǎn)加工,保證出口合格即可。

圖4
3 小孔的加工解決措施
根據(jù)以上分析,要想使該零件的加工穩(wěn)定可靠,只有在加工之前增加輔助工藝定位基準(zhǔn),加工合格后在采用線切割加工去除。在與設(shè)計(jì)共同研究后,對(duì)零件結(jié)構(gòu)進(jìn)行改進(jìn)(圖3),左端增加加工基準(zhǔn)和裝夾定位部分,合理安排工序,保證基準(zhǔn)一致。
為解決兩孔交點(diǎn)距錐度面上定位圓尺寸為13.8±0.01,通過投影檢查測(cè)量基準(zhǔn)B外圓與錐圓交線到基面C實(shí)際距離。
在加工過程中中,首先將零件裝夾在鏜床工作臺(tái)上的萬能轉(zhuǎn)盤工作臺(tái)上,調(diào)整保證基準(zhǔn)軸在旋轉(zhuǎn)中心上,然后在任意位置安裝工藝球,實(shí)際測(cè)量工藝球中心到工作臺(tái)距離以及到旋轉(zhuǎn)中心尺寸,并根據(jù)上工序檢測(cè)的基準(zhǔn)B外圓與錐圓交線到基面C實(shí)際距離計(jì)算出球頭中心到加工孔中心的實(shí)際偏移距離。
加工時(shí)起度后保證被加工孔中心與鏜床工作臺(tái)一致(圖4、圖5),然后根據(jù)上述數(shù)據(jù)計(jì)算出的工藝球到被加工孔的實(shí)際偏移距離,找正工藝球后,串距加工,直至合格。增加的基準(zhǔn)部分,經(jīng)過檢驗(yàn)員檢查合格后方可用線切割切去,以免過早去除工藝基準(zhǔn)而造成無法檢測(cè)或檢測(cè)不準(zhǔn)確。

圖5
結(jié)語
在多年的生產(chǎn)加工中,由于加工過的零件或工裝數(shù)量無法記清,所加工過的零件的類型和結(jié)構(gòu)也大不相同,選擇的加工方法和裝夾方式也不盡相同,但是不論任何結(jié)構(gòu),只要根據(jù)被加工零件的特點(diǎn)合理確定加工方法,就能找到解決的辦法,最終保證技術(shù)條件或使用要求。
[1]陳宏鈞.實(shí)用金屬切削手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2005.
[2]孟少農(nóng).機(jī)械加工工藝手冊(cè)[M].北京:機(jī)械工業(yè)出版社,1991.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
