面向制造層面的紡織制造執行系統研制
2013-11-19 03:44:44邵景峰王進富馬曉紅
絲綢 2013年4期
關鍵詞:系統
邵景峰,王進富,馬曉紅,劉 勇
(1.長安大學信息工程學院,西安710064;2.西安工程大學 管理學院,西安710048;3.咸陽華潤紡織有限公司動力能源部,陜西咸陽712000)
制造執行系統(MES)是美國AMR公司在20世紀90年代初提出的,其目的在于將企業資源計劃層同車間現場控制,通過執行系統聯系起來,實現企業生產信息的有效整合[1]。紡織企業作為傳統的制造業,在ERP或設備控制系統設計實施時都涉及中間的車間管理層,對MES的需求就應運而生,其效果也逐步顯現[2]。借助EBSCOhost外文期刊數據庫,統計結果表明:國外對紡織制造執行系統的研究相對較早,如在1991年,Colorni A 等[3]開始研究紡織制造執行系統;1995年,Geroge Coppus等[4]為紡織企業開發了一種制造信息系統(MIS),其屬于制造執行系統的范疇;1996年,Dorigo M等[5]研發了一種面向紡織企業的制造執行系統;1998年,Tanju Yurtsever等[6]為紡織企業構建了一種集生產監控與調度功能于一體的制造執行系統;而且,Michael N Huhns等[7]在深入研究流程企業制造執行系統的基礎上,于2005年開發了紡織企業的制造執行系統等,使紡織制造執行系統的研究與應用已趨于成熟水平。
在中國,關于紡織企業制造執行系統的研究也相對較早,是始于20世紀80年代初[8]。當時,中國的紡織企業經濟效益良好,但設備自動化水平低,信息技術力量有限,加之生產管理方式主要靠人工手工管理等,沒有形成面向整個紡織企業的制造執行系統,而是面向特定的車間監測系統,如織機生產監測系統、印染廠生產過程集中管理系統等,其也屬于制造執行系統的范疇。直到1998年,Cheng Fantien等[9]提出了一種面向紡織企業的制造執行系統框架,使得部分國內紡織學者開始研發相關系統。如鄭永前等[10]提出了一種基于 UML的面向服務的MES模型;董玉倩等[11]對制造執行系統的關鍵技術進行了研究,并將其應用于紡織企業;同時,于冬青等[12]將制造執行系統應用于紡織企業等。但通過這些文獻發現,研究面向制造層面的紡織制造執行系統的紡織學者卻很少。在中國紡織工業聯合會制訂的“十二五”規劃中[13],將面向制造層面的制造執行系統作為重點研發對象,這為紡織制造執行系統的研發提供了良好的政策支持。
通過文獻回顧發現:國內外紡織學者的研究重點主要在于系統模型的構建、先進技術在系統中的應用,使得系統具有很好的先進性和兼容性,但在系統體系結構的整合方面相對欠缺,并沒有開發面向制造層面的紡織制造執行系統。為此,筆者以面向制造層面的紡織制造執行系統為切入點,在原有各個車間監控系統的基礎上,進行系統體系結構的構建,以實現上層計劃層與車間現場控制層間信息的有效銜接。
1 系統結構
在系統結構設計過程中,主要結合中國紡織企業的工藝流程和個性化需求,對各工序中產生的品種數據以品種的加工流程為序進行針對性地配置,使其與企業上層的ERP系統、下層的信息管理系統、工藝管理系統、各個車間的監測系統等在功能結構上相兼容,通過通用數據接口進行數據的交換和信息的融合,實現企業內部生產數據的共享,以從根本上解決企業內部信息“孤島”問題。當然,在系統設計過程中,還預留了較多的數據接口,以方便各類數據的導入導出和二次開發。
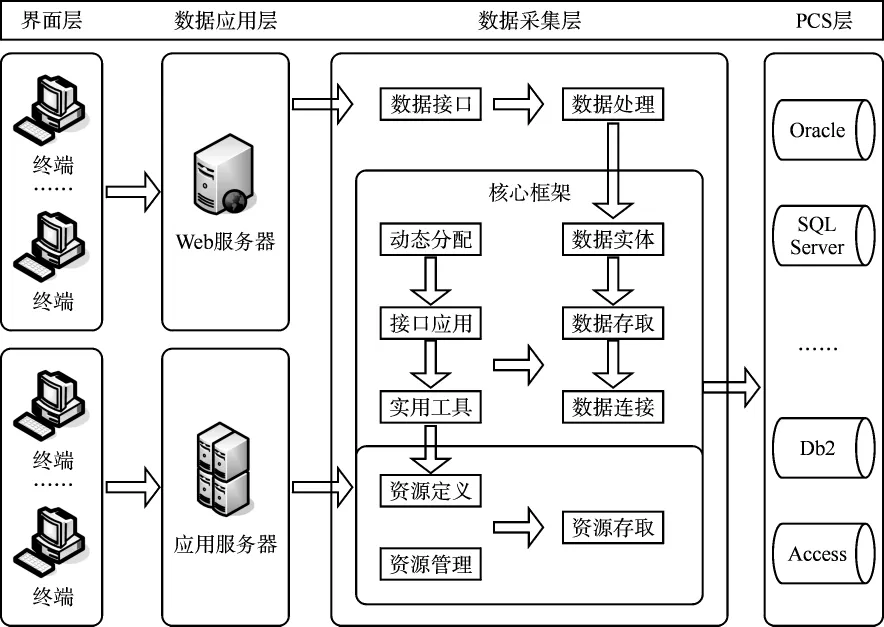
圖1 系統體系結構Fig.1 Architecture of the system
所構建的系統體系框架如圖1所示。在整體上將系統功能分為三層,即數據采集層、數據應用層和生產現場控制(PCS)層。其中,數據采集層主要用來解決MES中的數據通信、存儲、處理等問題,它的主要功能在于實時地接收PCS層的生產數據,同時將處理后的數據組織成數據庫所接受的格式,動態地存儲在數據庫的實時數據表中,并為數據應用層和PCS層提供及時、準確的當班生產數據。在數據處理過程中,對于一些非業務的操作,如日志操作、安全驗證與授權等,采用面向切面的方法[14]使其貫穿于整個系統之中。數據應用層的主要任務是將監測系統、工藝管理系統、信息管理系統等中的數據有效地集成起來,實時存入共享數據表中,進行融合處理,使其具有通用性。PCS層用來統一管理底層數據,使輪班班次對應的實時數據和歷史數據得到有效分離,并通過數據接口進行高速傳輸和實時“讀寫”操作。
2 總體設計
2.1 數據流圖設計
按照系統的功能需求,MES的主要功能應包括:計劃管理、資源管理、設備維護管理、產量質量管理、機臺數據采集、生產調度、職工管理、資料管理,以及生產過程跟蹤管理等。這樣,制造執行系統的工作原理[15]:MES向上層ERP系統提供生產現場的機臺實時生產數據、在機品種數據、機臺異常狀態數據,以及計劃任務執行狀況數據等;向下層車間監測系統傳輸指令計劃數據、生產過程控制命令、生產管理參數、設備運轉基礎數據等,同時可實時采集現場的機臺生產數據。
結合系統功能的分析和工作原理的描述,根據紡織企業的制造過程工藝流程,構建出的各工序間的數據流程圖如圖2所示,其不但詳細展示了系統間的數據流向,而且繪制出了制造過程中的信息流向,是整個系統設計過程中的核心步驟。
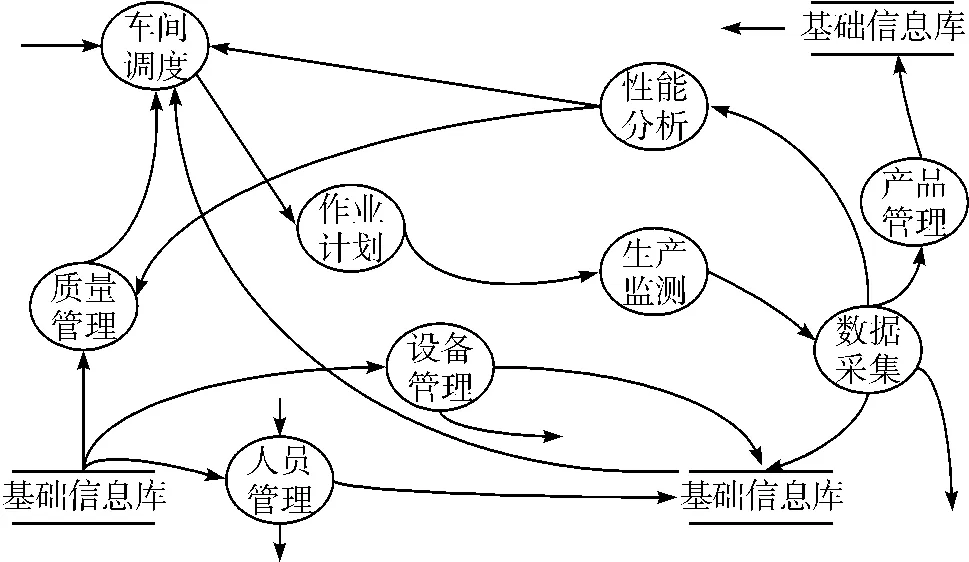
圖2 數據流程Fig.2 Data process
2.2 多任務的調度模型設計
按照系統功能需求,首先將系統任務調度定義為一個Agent系統,并根據需要可自主地進行工作,這樣可以通過創建、復制、組裝、銷毀等手段對自身進行改造,以適應復雜的任務需求。然后,根據多A-gent系統的特點,即自治性、通信能力、適應性、智能性[16],構建了多個子 Agent(系統管理 Agent、車間 A-gent、調度 Agent、任務 Agent、資源 Agent、監控 Agent等),相互間的協作過程如圖3所示,使系統中的每個功能可由單個Agent,或者多個Agent通過協作來完成,其優點在于既有利于系統功能的重組,又有利于系統功能的設計。同時,有利于解決車間生產現場計劃任務的排序問題。這樣,在多Agent系統的框架下,可使生產計劃任務的排序達到最優化,生產現場機臺的異常情況得到實時反饋,并使異常事件的決策得到及時響應。一方面,保證了整個制造過程的連續性,另一方面,可根據機臺的歷史數據,預測今后一段時間的工作能力。
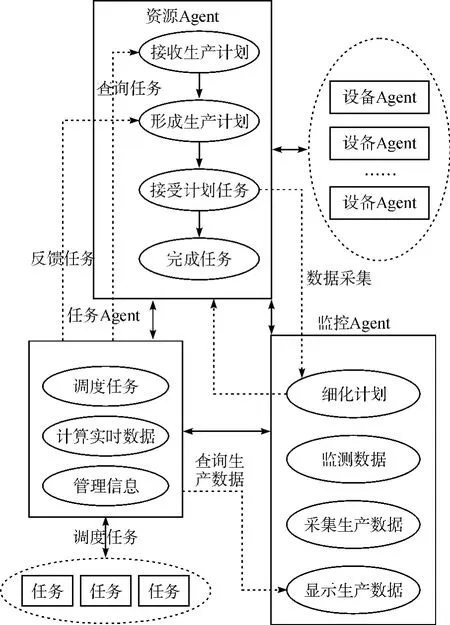
圖3 多Agent間的協作過程Fig.3 Collaborative process among multi-agent
根據上述多Agent系統框架的功能定義,將整個系統任務的調度過程采用動態招標投標[17]的方法進行,其調度算法的具體構建過程如下:
Step 1:在每月初,借助制造執行系統從ERP系統中自動讀取各車間的計劃任務Task,經細化處理后,分配給車間的相應監測系統。在此過程中,系統管理Agent調到車間Agent,由車間Agent根據車間機臺的工作能力,對接受到的計劃任務Task進行判斷,若具有執行任務Task的能力,則啟動資源Agent、調度Agent,則轉入執行Step 2;否則,反饋信息給系統管理Agent,并釋放車間Agent所擁有的系統資源。當然,這種機臺工作能力的判斷是以機臺的已有工作能力為前提,并通過新舊計劃任務的對比而抉擇得出。
Step 2:當調度Agent被調動后,其根據計劃任務Task,開始調動任務 Agent和資源 Agent,由任務 A-gent根據當前生產計劃的工藝要求,對任務Task對應的每道工序進行詳細分析,并計算出各Agent在每道工序上的運行時間和所需資源。由資源Agent分配工序中每個Agent所需要的系統資源。當然,這個過程是由資源Agent根據每個Agent的工作能力而進行動態的分配。當每個Agent獲得了系統資源后,相互間通過消息機制進行通信,并協同工作。
Step 3:當任務Task開始執行時,系統管理A-gent將啟動監控Agent,由監控Agent對整個計劃任務Task的執行情況進行在線監控,以保證整個執行過程得以順利進行。其中,監控Agent主要用于監控資源Agent的具體使用情況。同時,在監控過程中,還需對計劃任務Task按照諸如最短加工時間(SPT)、最小空余時間等規則進行排序,以最大程度上使系統資源達到最優化。
Step 4:在計劃任務Task執行過程中,單個A-gent可向完成當前工序的資源Agent提出資源申請,同時將這種操作上報監控Agent,由監控Agent調用資源Agent,由資源Agent根據當前完成工序的工作時間、工作開始時間進行搜索時間鏈表,以反饋可利用的時間段。此時,當有多個資源Agent可完成同一工序時,則由監控Agent調動任務Agent,由任務A-gent按照招標——投標方式[18],根據計劃任務目標、當前車間計劃任務執行現狀、車間計劃任務分配情況,以及資源Agent的投標值,按照制造過程所用資源最優化的原則,選取可利用的時間段作為最佳資源Agent。
Step 5:在計劃任務Task執行過程中,當監控A-gent遇到有申請資源的任務Agent時,首先監控A-gent判斷任務Agent的申請是否存在資源沖突問題。若無,則按照申請,由監控Agent上報系統管理A-gent,由系統管理Agent動態分配系統資源。當任務Agent獲得了系統資源后,則進行下一工序的投標,并重復Step 4、Step 5;否則,系統管理Agent發出消息,由監控Agent調動任務Agent去執行下列步驟1)。
1)監控Agent根據車間計劃任務的執行情況和調度情況,首先,按照制造過程中系統任務排序最優化的原則,為各個任務Agent提供合適的系統資源,以解決資源競爭問題;然后,按照中標任務Agent的申請方案,進行動態分配其工作所需資源。當各中標Agent獲得系統資源后,進行下一個工序的投標;而對未中標任務Agent而言,則繼續當前工序的投標,并重復執行Step 4、Step 5。在這個過程中,當存在無法完成任務Task的請求時,則由監控Agent調動任務Agent去執行下列步驟2);而當有全部任務被完成的請求時,則執行Step 6。
2)當某一計劃任務Task在執行過程中無法正常執行下去時,可由車間Agent上報監控Agent,由監控Agent上報系統管理Agent,最后由系統管理Agent對其所擁有的系統資源進行判斷,并對任務的執行過程做出分析,讓其優先級提至最高級,重復執行Step 4、Step 5。若當前某一計劃任務Task已是最高級,則需將該計劃任務撤銷,并釋放各個任務Agent所擁有的系統資源,待日后處理。當然,還需將其他計劃任務所對應的任務Agent繼續執行Step 4、Step 5。
Step 6:當工序中的計劃任務完成后,各個任務Agent將傳遞消息給監控Agent,由監控Agent對整個計劃任務的調度過程進行檢查,并檢測整個過程是否存在未處理任務。若存在未處理任務時,則將其按照緊急任務處理,并將其優先級提到最高,插入到車間資源調度時間鏈表中。若這種方法無法滿足未處理計劃任務的執行要求,則由監控Agent將其結果上報給系統管理Agent,由系統管理Agent按照計劃任務的執行過程,可重新分配系統資源,讓其重新執行Step 1至Step 5。如果所有的計劃任務均以順利執行完成,則直接執行Step 7,并釋放所有任務Agent擁有的系統資源。
Step 7:監控Agent反饋整個計劃任務的調度結果給系統管理Agent,由系統管理Agent做出決策,并向系統提示最佳決策結果值。
2.3 異構數據庫的集成設計
在異構數據庫的集成過程中,為保證各工序間品種數據的有效銜接,采取XML技術與全局數據模式相結合的方法[19],使所有的數據交互操作在中間件中以XML文檔形式存在,對集成過程中的異構數據進行轉換,其優點在于:在數據交互過程中,這種方法保持了一定的獨立性,降低了數據間的耦合度,提高了數據的重用性[20]。異構數據庫間的集成方案如圖4所示。
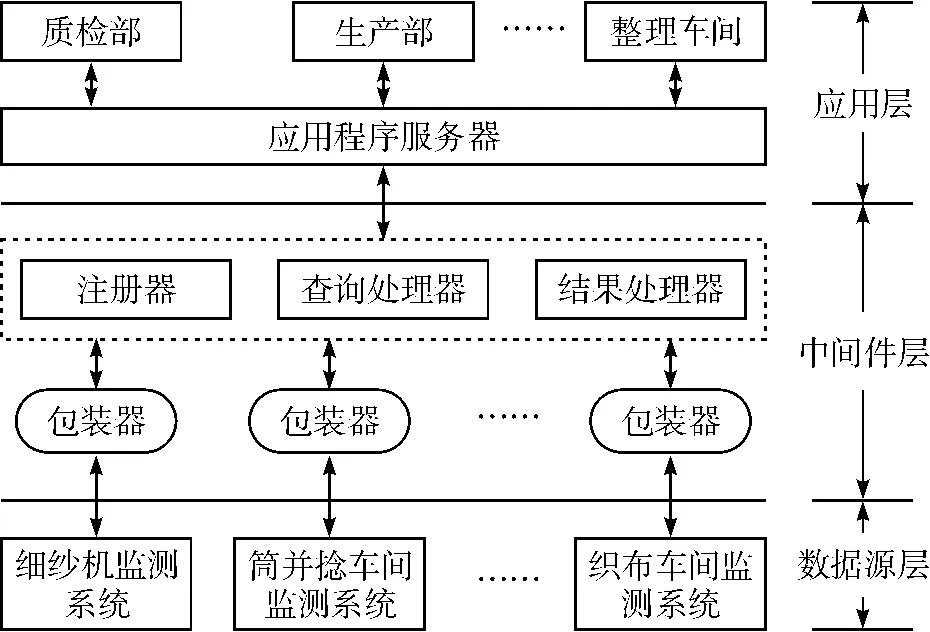
圖4 異構數據庫間的集成Fig.4 Integration among isomerous databases
由圖4可見,整個集成方案主要分為3層:應用層、中間件層和數據源層。其中,中間件層的主要作用是集成各個車間的異構數據源,為實現紡織制造執行系統數據庫中數據的共享而提供訪問支持。同時,中間件層中注冊器的主要作用是負責各異構數據庫的注冊服務,并生成公共模型;查詢處理器的主要作用是根據用戶提交的查詢請求,將其提交給包裝器進行執行,由結果處理器將包裝器中的執行結果進行匯總,并以XML的格式返回;包裝器主要用于底層數據源的交互,實現數據位置和訪問的透明性[21]。
異構數據庫間的集成原理:1)由客戶端向應用服務器發出一個全局查詢請求,此請求的信息來源可能涉及到細紗、筒并捻、準備、織布,以及整理等車間的生產信息監測系統,信息管理系統等。2)應用服務器確認接收到客戶端的請求時,由中間件層接收客戶端的查詢請求,具體的處理步驟是:首先對多源異構數據所構成的共享信息進行分析;然后,將全局查詢分解為具體的數據庫子查詢,并將子查詢發送到對應的數據源;其次,處于數據源層的所有數據庫管理系統接收到查詢中間件層傳輸的查詢請求后,它首先從數據庫中查詢相關信息,然后把查詢結果返還給結果處理器,由結果處理器將其合并成同一條數據記錄,并將所需要的查詢結果返還給應用服務器,由應用程序服務器再將查詢請求結果返回給客戶端。
這樣,根據異構數據庫間的集成方案,以及多A-gent間的任務調度原理和系統功能需求,利用SQL Server作為數據庫管理系統,并利用ERwin進行數據庫的邏輯結構設計。經集成處理后的異構數據庫中涉及到的重要數據表主要有:棉紗品種表、紗產品質量表、紗產品產量表、紗斷頭表、棉布品種表、布產品產量表、布品種信息表、設備使用情況表、布入庫質量表等。
3 系統實現
在用戶成功登錄系統后,借助制造執行系統平臺可實現與上層ERP系統的實時交互和數據更新服務[22]。同時,可實現與下層現場控制層間的數據采集與過程管理,主要包括各車間機臺生產數據的采集、機臺運轉狀態的監控、生產制造過程的跟蹤、異常事件的反饋,及生產工藝參數的錄入等。當然,與現場控制層間的集成還需要構建兩個服務:一個是具有自動交互的監控服務,以實時地從各車間的機臺上讀取和反饋信息;另一個是人機交互服務,主要由系統管理人員進行生產數據的查詢統計,以及設備信息、輪班班次、計劃任務調度等信息的錄入、調整等。
整個系統以紡織企業的工藝流程為主線進行系統功能的構建,面向整個制造層面進行系統功能的集成。當然,在系統功能的設計過程中,根據用戶角色權限級別的不同,主要采取了兩種系統管理方式:一是集中式管理方式,主要面向企業上層管理者,進行整個企業生產過程的全方位監測,也可實時監測某一車間的生產制造過程,以實現系統功能的集成和管理方式的統一化;二是分散式管理方式,這種方式主要是面向某一生產制造車間。
具體的實現過程為:首先為系統用戶提供了一個啟動各子系統的入口,使每個子系統都可以獨立運行,以完成系統用戶所屬車間的機臺運轉狀態的監測和管理。這樣,每個用戶登錄制造執行系統以后,系統管理模塊則根據職工信息表中的用戶角色自動判斷用戶權限,擁有權限的用戶只能訪問相應角色對應的系統子功能。
在子系統功能設置方面,主要有系統管理、參數設置、實時監測、數據錄入、數據查詢、報表輸出六大功能。這些功能既可以是面向整個紡織企業制造層面的基本功能,也可以是具體到某一特定車間的監測系統功能,以完成相應車間的動態數據采集和信息化管理。如通過制造執行系統可進行并粗車間機臺崗位的動態設置,此動態設置功能與并粗車間監控系統中的崗位設置功能是同步的,詳見圖5所示。
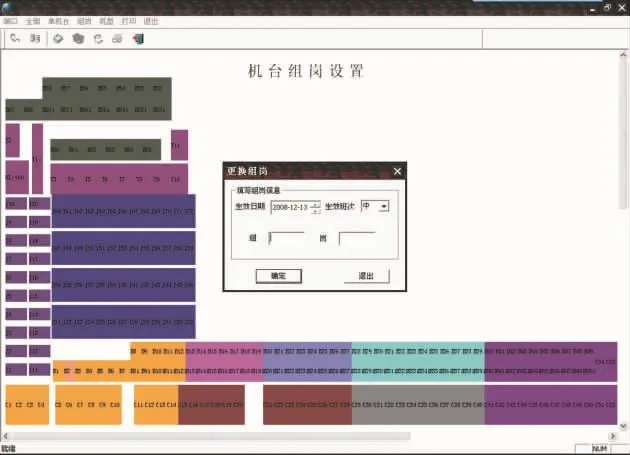
圖5 并粗車間崗位的動態設置界面Fig.5 Dynamic set interface of post in drawing & roving shop
若某個部門想查詢或者調用其他部門的生產數據時,需系統功能授權。在擁有系統功能權限后,可通過制造執行系統實現數據的共享。如計劃調度科需調用各車間的棉紗產量數據時,系統根據計劃調度科的用戶角色,自動分配系統功能權限,其通過通用數據接口,實現數據的訪問和報表的統計分析,具體的實現功能界面如圖6所示。
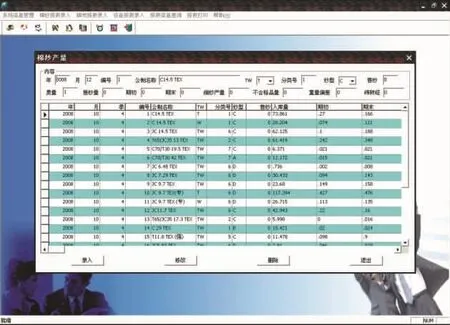
圖6 棉紗產量的統計界面Fig.6 Statistics interface of cotton yarn yield
4 結語
根據紡織企業生產管理的實際需要和發展需求,結合企業生產制造過程的特點,圍繞紡織企業MES項目的建設目標,進行了面向紡織企業的MES關鍵技術研究,以及MES系統的設計和開發。紡織執行制造系統作為紡織企業現代集成制造系統中制造管理自動化領域的一項重要技術,一方面,MES可以對來自ERP的生產管理信息進行細化、分解,將計劃層操作指令傳遞給底層控制層;另一方面,可以采集設備的狀態數據,以實時監控底層設備的運行狀態;同時,可以為ERP提供生產現場的實時數據,實現生產數據的自動化采集,從而加強計劃管理層與底層控制之間的溝通,起到了承上啟下的作用,彌合了企業計劃層和生產車間過程控制系統之間的間隔。通過強調制造過程的整體優化來幫助企業實施完整的閉環生產,同時也為企業信息化的建設提供了良好的基礎。
紡織企業MES系統主要面向制造層面,具有良好的靈活性、可維護性,使MES在生產管理中發揮重要的作用,為企業實時成本的計算、生產過程的管理而提供基礎數據,并將全面提高紡織企業的信息化管理水平。
[1]吳迪,夏雪.紡織行業現代集成制造系統的發展戰略研究[J].紡織學報,2004,25(1):117-119,5.WU Di,XIA Xue.A study on the strategy of developing CIMSin the textile industry[J].Journal of Textile Research,2004,25(1):117-119,5.
[2]李惠成,陳芳,楊承濤.計算機集成制造:我國紡織、服裝業現代化的必由之路[J].紡織器材,2007,34(3):62-64.LI Huicheng, CHEN Fang, YANG Chengtao. Computer integrated manufacturing:the only way to the modernization of Chinese textile and garment industry[J].Textile Accessories,2007,34(3):62-64.
[3]COLORNI A,DORIGO M,MANIEZZO V.Ant system for job-shop scheduling[J].Belgian Journal of Operation Research,Statistic and Computer Science,1993,34(1):39-53.
[4]GEROGE C,AMOLD S.Manufacturing information systems for the process industry responding to the plant management challenges of the 90's[J].ISA Transactions,1995,34(2):119-132.
[5]DORIGO M,MANIEZZO V,COLORNI A.The ant system:optimization by a colony of cooperating agents[J].IEEE Transaction on Systems,Man and Cybernetics:Part B,1996,26(1):29-41.
[6]TANJU Y, PIRECE N G.Computerized manufacturing monitoring and dispatch system[J].Computers& Industrial Engineering,1998,35(1/2):137-140.
[7]MICHAEL N H, MUNINDAR P S. Service-oriented computing:key concepts and principles[J].IEEE Internet Computing,2005,9(1):75-81.
[8]陳潔,孔慶華,吳晶晶.面向服務的紡織機械制造執行系統研究[J].現代制造工程,2010,32(7):13-17.CHEN Jie,KONG Qinghua,WU Jingjing.Research on the service-oriented textile manufacturing execution system[J].Modern Manufacturing Engineering,2010,32(7):13-17.
[9]CHENG F,SHEN E,DENG J.Development of a distributed object-oriented system framework for the computer-integrated manufacturing execution system[C].Leuven,Belgium:International Conference on Robotics & Automation,1998.
[10]鄭永前,陳潔.基于UML的面向服務的紡織制造執行系統建模[J].制造業自動化,2010,32(8):1-3.ZHENG Yongqian,CHEN Jie.Modeling for textile mes of soa based on UML[J].Manufacturing Automation,2010,32(8):1-3.
[11]董玉倩.制造執行系統關鍵技術研究及在紡織企業的應用[D].天津:天津工業大學,2008.DONG Yuqian.Study on Key Techniques in Manufacturing Execution System and Applications in the Textile Enterprises[D].Tianjin:Tianjin Polytechnic University,2008.
[12]于冬青.制造執行系統MES在紡織行業中的應用[J].針織工業,2006,33(9):65-68.YU Dongqing.Application of the manufacture execution system-MESin the textile industry[J].Knitting Industries,2006,33(9):65-68.
[13]中國紡織報.紡織工業“十二五”科技進步綱要及三大要點[EB/OL].2010-11-26[2012-11-08].http://www.esilk.net/web/view.aspx?AID=111093.CHINA TEXTILE NEWS.“12th Five-Year”scientific and technological progress outline and three points for textile industry[EB/OL].2010-11-26[2012-11-08].http://www.esilk.net/web/view.aspx?AID=111093.
[14]NIKNAM T,FARSANI E.A hybrid self-adaptive particle swarm optimization and modified shuffled frog leaping algorithm for distribution feeder reconfiguration[J].Engineering Applications of Artificial Intelligence,2010,23(8):1340-1349.
[15]邵景峰,李永剛,張勇,等.細紗車間制造執行系統(MES)的研究與實現[J].紡織器材,2010,37(1):60-63.SHAO Jingfeng, LI Yonggang, ZHANG Yong, et al.Research and operation of MES system in spinning room[J].Textile Accessories,2010,37(1):60-63.
[16]CHAKRABORTY S,RAY I.TrustBAC:integrating trust relationships into the RBACmodel for access control in open systems[C].New York:Proceedings of the 11th ACM Symposium on Access Control Models and Technologies,2006:49-58.
[17]BRPGIA,CANAL C,PIMENTEL E,et al.Formalizing web service choreographies[J].Electronic Notes in Theoretical Computer Science,2004,105(10):73-94.
[18]OLFATI S R,FAX J A,MURRAY R M.Consensus and cooperation in networked multi-agent systems[J].Proceedings of the IEEE,2007,95(1):215-233.
[19]Ferreira A,Simaan M A,Boston J R,et al.A nonlinearstate space model of a combined cardiovascular system and arotary pump[C].Seviller:Proceedings of the 44th IEEE Conference on Decision & Control,and the European Control Conference,2005:897-902.
[20]SANDHU R,ZHANG X W.Peer-to-peer access control architecture using trusted computing technology[C].New York:Proceedings of the 10th ACM Symposium on Access Control Models and Technologies,2005:147-158.
[21]MICHAEL N H, MUNINDAR P S. Service-oriented computing:key concepts and principles[J].IEEE Internet Computing,2005,9(1):75-81.
[22]LI B,CHEN Z H,CHEN Y.Research on reconfigurable manufacturing execution system[C].New York:Proceedings of International Conference on Intelligent Mechatronics and Automation,Piscat-away,2004:157-161.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
