基于FPGA 實現的一種電加熱浸漆控制方法
2013-11-30 09:08:06翁彬李潔顧偉光上海三菱電梯有限公司201245
裝備機械 2013年2期
關鍵詞:工藝
翁彬 李潔 顧偉光 上海三菱電梯有限公司(201245)
翁彬(1979年~),男,碩士,工程師,主要從事電梯印板及FPGA/CPLD的設計開發工作。
0 前 言
傳統的浸漆方法多數采用整體沉浸加烘箱固化方式,設備投入大,占用空間大,能源消耗大,工藝時間長,且無法形成流水線操作,已經成為眾多電機制造企業的一項技術瓶頸。
作為一項新興的浸漆方法——電加熱/紫外光固化浸漆(以下簡稱為“電加熱浸漆”)技術,采用了“電加熱浸漬+紫外光固化”相結合的技術,能夠大幅度降低能耗,縮短生產周期,大幅節約浸漬用漆,能有效地解決傳統浸漆方法存在的諸多問題。
在電加熱浸漆技術的實際應用時,需要一套能精確控制線圈溫度的直接通電加熱裝置,而該電加熱控制裝置的核心技術目前僅由國外少數幾家專業廠商掌握,其提供給國內電機制造企業的設備價格非常昂貴。考慮到電加熱浸漆方法無法沿用現有的加熱烘箱等設備,需額外增加大量的初期投資來購買新的電加熱設備,因此國內眾多電機制造企業往往不愿放棄現有傳統的浸漆方法,導致該項新興技術雖然在國外已經被普遍使用,而在國內卻仍然處于剛剛起步的階段。
1 電加熱浸漆的概述
1.1 電加熱浸漆技術介紹
傳統浸漆方式,定子線圈升溫過程是通過烘箱加熱來完成的,升溫方式由外而內。而電加熱浸漆技術是直接給電機線圈通電加熱實現線圈升溫,升溫方式由內而外,使最需要加熱升溫的線圈內部迅速升溫,使線圈內部空隙中的絕緣漆快速達到凝膠溫度,減少流失,提高浸漆質量。同時,紫外光固化可以實現快速固化工件表面,使表面光滑,在工件表面形成外殼阻止樹脂流失,進一步提高浸漬質量。
相比傳統的烘箱加熱浸漆方式,電加熱浸漆技術具有以下特點:
(1)縮短加熱時間,降低能耗,提高生產效率;
對于中小型電機定子線圈整體電加熱浸漆,約60min可完成全部浸漆工序。而與之對比,目前真空浸漆方式完成整個工序約6~7h,其中烘箱加熱固化時間約 4~5h。與真空浸漆相比,電加熱浸漆方法的加熱升溫速度不受烘箱設備限制,更易實現流水線操作、規模化生產。
(2)提高浸漆質量,節約原材料,更加環保;
電加熱浸漆技術能精確控制用漆量及浸漬質量,通過直接給電機線圈通電加熱,使絕緣漆快速達到凝膠溫度,減少了絕緣漆的流失和揮發,在提高浸漆質量的同時節約原材料,也更加環保。
表1對電加熱浸漆技術與傳統浸漆技術進行了對比。
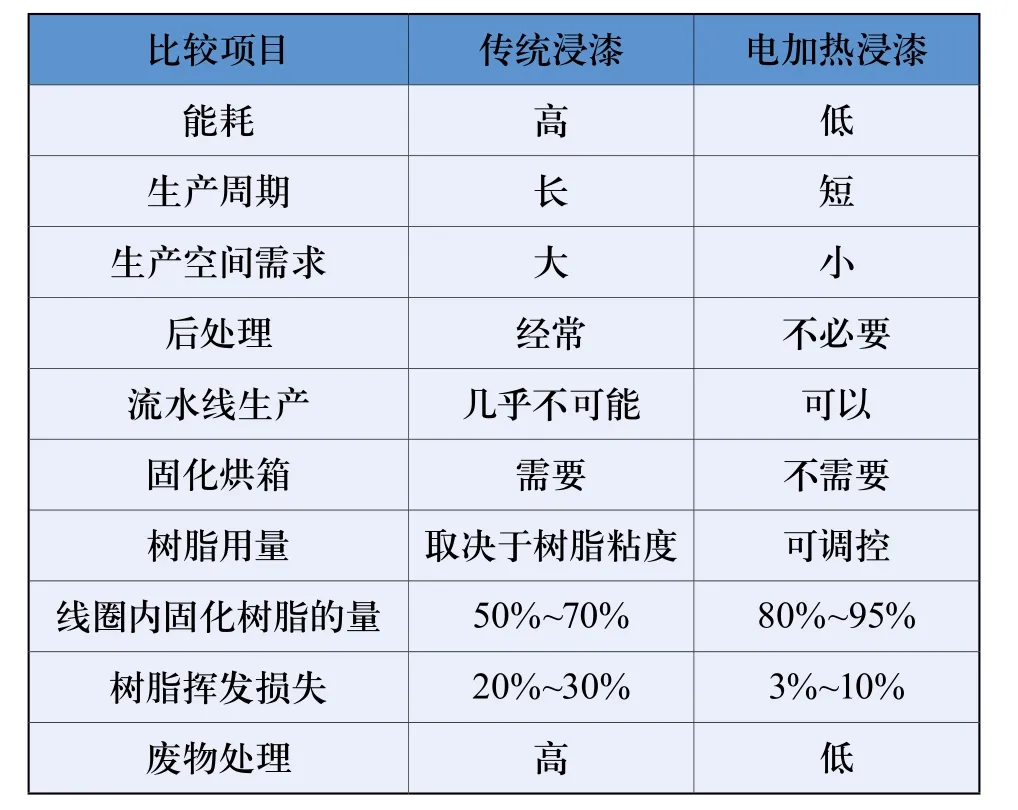
表1 電加熱浸漆技術與傳統浸漆技術對比
1.2 電加熱浸漆工藝
傳統的浸漆工藝整個工序分為如下幾個階段:浸漆、滴漆、加熱升溫、高溫固化、冷卻。其中浸漆和滴漆階段線圈處于常溫,加熱升溫和高溫固化階段線圈則是通過放入烘箱實現的。
電加熱浸漆工藝的整個工序分為如下幾個階段:預熱、浸漆、滴漆、電加熱固化、紫外固化。上述5個階段線圈均處于通電加熱狀態。
以任意一款中小型電機的定子線圈為例,采用傳統浸漆工藝如圖1所示,采用電加熱浸漆工藝如圖2所示。從中可以看出,一個定子線圈完整的浸漆過程,若采用典型的傳統浸漆工藝,至少需要5h,且大部分時間烘箱都處于工作狀態,而采用電加熱浸漆工藝,1h內即可完成全部浸漆工藝,且無需烘箱設備,大大提高了生產效率,降低了設備能耗。

圖1 傳統浸漆工藝
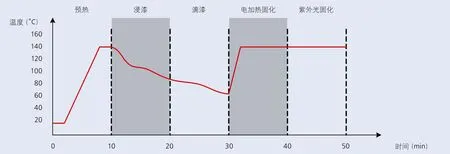
圖2 電加熱浸漆工藝
2 電加熱浸漆的實現方法
雖然電加熱浸漆技術具有非常顯著的優點,并且在國外也已經有成熟的應用,但是目前在國內其仍為一項新興技術,尚未普及應用。主要的原因是,與傳統的浸漆方式相比,電加熱浸漆具有以下缺點:
(1)需要專門的電加熱控制設備
據了解,目前全世界能為用戶度身定做電加熱設備及掌握核心技術的只有德國一家公司,其設備報價昂貴,維護成本很高。
(2)需要具有更加良好的熱固化特性的絕緣漆
經某浸漬漆供應商推薦,電加熱浸漆技術所采用的絕緣漆型號具有更加良好的熱固化特性,同時也是一款環保漆,無異味、揮發少,漆能反復利用,但該漆價格較為昂貴,約為同品牌傳統浸漆工藝用漆型號價格的2倍。考慮到采用電加熱浸漆技術,分攤到單位零件的浸漬漆用量大幅減少,因此總體的浸漬漆成本還是降低的。
因此,實現電加熱浸漆控制是國內推廣電加熱浸漆技術應用的關鍵,這里詳細說明一種可實現的利用FPGA(Field Programmable Gate Array,即現場可編程門陣列)控制電加熱浸漆的方法。
2.1 電加熱控制技術原理
電加熱浸漆技術的基本原理是通過給電機線圈通電加熱實現線圈升溫,并使通電線圈的溫度在浸漆的各個階段按照經驗溫度曲線進行變化。因此電加熱浸漆技術的真正核心就是如何實現線圈溫度快速精確的控制。要實現對線圈溫度進行快速、精確的控制,可以采用溫度閉環反饋控制。
溫度閉環反饋控制的兩個重要的要素為:
(1)溫度的輸出控制;
(2)溫度的反饋。
溫度的輸出控制方法為:通過改變線圈兩端加載電壓的大小來改變線圈通電電流,進而改變線圈瞬時發熱功耗的大小來控制線圈溫度的變化。
溫度反饋即為實現對線圈溫度的實時測量。在電加熱浸漆的實際應用工況中,在線圈內埋入熱電偶,或者紅外測溫等傳統的溫度測量方法都不適合。在電加熱浸漆過程中,由于全過程都可以方便的在線圈兩端加載電壓進行通電,因此可以采用電壓電流法測量出電阻,通過電阻的變化測量出溫度的變化。
根據物理學原理,金屬線圈的電阻與溫度具有如下關系:
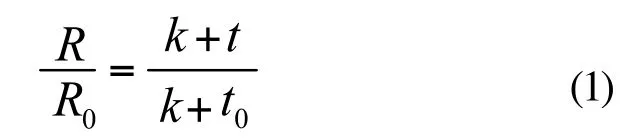
t—試驗過程中的線圈溫度,℃
R0—試驗起始時(溫度為 t0)的線圈電阻值,Ω
R—試驗過程中(溫度為 t)的線圈電阻值,Ω
k—導體材料在0℃時電阻溫度系數的倒數,對于銅導線, k = 2 34.5。
變換式1,試驗過程中的線圈溫度計算式為:

2.2 電加熱浸漆的硬件平臺
根據電加熱浸漆的技術分析,圖3為一種簡單可行的硬件系統結構。通過控制系統對PWM的開關控制來實現A點電壓的控制,從而控制流經Rt的電流,電流值的大小又能控制線圈的溫度變化。而線圈溫度的變化會引起線圈電阻Rt的變化,通過電壓電流的反饋測量,可以計算出當前的Rt,通過式2可以推算出當前的溫度。根據設定溫度與反饋量計算出的當前溫度可以得出PWM的控制輸出。從而實現線圈電加熱浸漆過程的溫度閉環控制。
控制路徑為:電壓——電流——溫度;
信號回饋路徑為:電壓、電流——電阻——溫度。
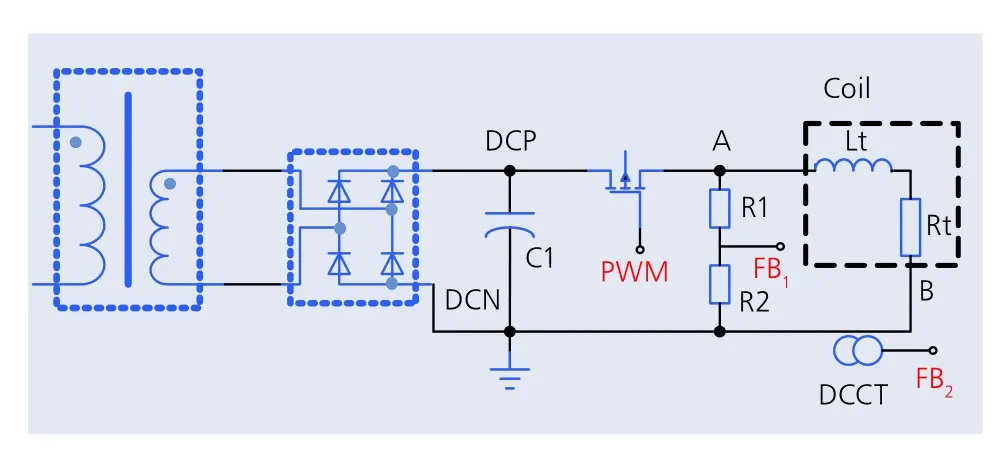
圖3 線圈電加熱浸漆控制系統的硬件結構
圖3 說明:
(1)線圈Coil等效為電阻Rt與電感Lt的串聯;
(2)FB1反饋點測量電壓值,從而測出A處的電壓,即線圈Coil上電壓值U;
(3)FB2反饋點測量電流值,即通過DCCT測出流經線圈Coil的電流值I;
(4)根據一次電加熱操作的線圈大小及串接數量來選擇適當的母線電壓值DCP及相應的母線電容C1。
圖4為本次線圈電加熱浸漆控制系統的控制模塊。FB1反饋點電壓值模擬量信號和FB2反饋點線圈電流值模擬量信號均經過調理電路和AD模數轉換芯片,轉化為數字量電壓信號送至核心控制芯片FPGA。FPGA根據這兩個反饋值再計算出溫度反饋量,實施溫度閉環控制處理運算,而后輸出PWM信號來調整線圈的給定電壓,從而完成對電加熱線圈的溫度閉環控制。
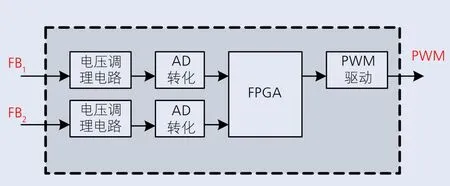
圖4 線圈電加熱浸漆控制模塊
在閉環控制應用中,目前業界常用的控制芯片為DSP(數字信號處理器)或者MCU(微控制器),而在方案中,選用FPGA作為核心控制芯片是基于FPGA具有以下幾方面的優勢:
FPGA高速的運算處理能力可以帶來更高的控制實時性。利用硬件并行的優勢,FPGA打破了順序執行的模式,在每個時鐘周期內完成更多的處理任務;
FPGA提供了更靈活的原型開發能力。由于電加熱浸漆控制算法在國內尚無借鑒之處,因此控制模型及算法等都需要在不斷的實驗中進行改進優化。FPGA的靈活可重配置可以節省硬件平臺重開發的時間。
FPGA真正的并行處理能力可以非常容易的實現多個電加熱浸漆過程的獨立控制,具有很強的可擴展性。
2.3 FPGA實現的控制方法
利用FPGA實現的電加熱浸漆溫度閉環控制系統,其閉環控制流程如圖5所示,圖中說明如下:
(1)為溫度設定曲線生成模塊,根據時間基軸產生電加熱所需的設定溫度值Ts。
(2)為電阻值到溫度值的演算模塊,根據式2推算出的變形公式。

通過式3,可以將所有的參數都轉化為整數,并且參數m和n設定為2的整數次方,利用該式進行電阻值與電流值之間的演算是為了適應FPGA執行整數數學運算的特性,以避免浮點運算占用更多的FPGA內部邏輯資源。
(3)為電壓電流值到電阻值的演算。由于浸漆線圈的電阻值通常都比較小,單個阻值都在1Ω以下,因此在該模塊中進行電阻值計算的時候,為了減小計算誤差,可以采用適當的倍數放大運算,例如可以計算1024×R的值,送入模塊(2)進行演算。
(4)為溫度控制算法。通過設定溫度與實際溫度的差值來控制加載在線圈兩端電壓的大小。可以采用各種的閉環控制算法,諸如經典的PID等。本溫度控制算法采用簡易滯環調節的控制方式。在溫度差值處于不同范圍內選擇不同幾檔設定電壓值,差值越大,設定電壓值越高。當實際溫度高于設定溫度后,則選擇關斷電壓輸出。

圖5 溫度閉環控制的流程
利用FPGA不但能實現溫度的閉環控制,而且還能實現電壓電流值的采樣以及PWM模擬輸出等功能。因此整個電加熱浸漆的控制過程可由FPGA實現,其內部功能模塊組成如圖6所示。

圖6 FPGA內部功能模塊的組成
其中各功能子模塊的功能見表2所示。
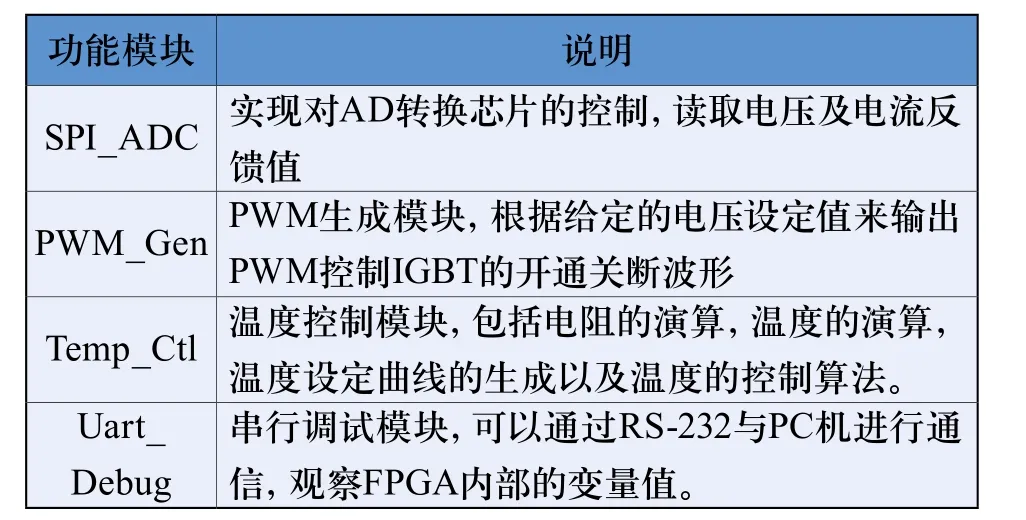
表2 FPGA功能模塊的說明
3 電加熱浸漆試驗
3.1 試驗準備
在現有實驗室條件下嘗試電加熱浸漆試驗,不僅要考慮可操作性,更要考慮線圈的體積及質量,因此本實驗以某一款中小型電機的定子線圈做為實驗對象。由于該型號線圈齒單個電阻值較小,將3個線圈齒組件串聯起來,增加被控對象的電阻值,在保證控制精度的同時能更好地提高浸漆效率。
為了能更好地驗證電加熱浸漆的優劣,試驗前進行了相關準備工作。
(1)線圈齒稱重
為了便于計算電加熱浸漆的耗漆量,事先對單個線圈齒組件進行了稱重,浸漆前質量為207.206g。
(2)CSV(Corona Start Voltage)起始放電電壓測試
為了便于評價浸漆前后線圈齒的絕緣性能,對單個線圈齒進行了CSV測試,其浸漆前起始放電電壓為1.8kV。
(3)熱電偶設置
為了能更直接地掌握線圈的溫度變化,便于與設定值比較,在線圈內部埋設了熱電偶線,通過記錄儀實時記錄溫度變化。
3.2 工藝說明
電加熱浸漆工藝如下:
3.2.1 工序:預熱、浸漆、滴漆、電加熱固化、紫外固化
3.2.2 浸漬對象:電機用小線圈,常溫電阻:0.25±0.05Ω
3.2.3 具體工藝
(1)預熱:線圈以水平方式吊裝在接線柱上。采用對線圈通電的方式將線圈預熱,目標溫度:線圈90~110℃;
(2)浸漆:緩慢將線圈浸沒入絕緣漆中,下沉速度越慢越好,完全浸沒后控制線圈溫度95~115℃,保持5~8min;
(3)滴漆:將線圈緩慢提出絕緣漆,保持線圈溫度105~115℃,滴漆3~5min;
(4)電加熱固化:線圈加熱至150℃后保持10~20min;
(5)紫外光固化:為確保線圈上非金屬部分完全固化,需將線圈暴露在紫外光輻射下,上下兩個面各保持5~10min,即可實現整個線圈上樹脂的完全固化。3.2.4補充說明
(1)可以對定子線圈整體實施電加熱浸漆,亦可對若干個串聯起來線圈進行電加熱浸漆;
(2)整個浸漆過程都需要對線圈通電加熱,包括紫外光固化階段;
(3)進入滴漆階段時,可以將線圈緩慢提出漆缸,亦可采用將漆缸升降的方式使兩者分離。
3.3 試驗過程
根據電加熱浸漆工藝,并結合試驗平臺情況,擬定了臨時的試驗用電加熱浸漆試驗工藝,參見表3。

表3 電加熱浸漆試驗工藝設定
將上述工藝步驟擬合成給定溫度—時間曲線,電加熱浸漆控制系統嚴格按照此溫度設定曲線來進行電加熱浸漆試驗。試驗過程中記錄兩組數據,一組為通過熱電偶測量所得的線圈實測溫度,另一組為FPGA內部計算所得的線圈反饋溫度。其中線圈實測溫度的數據為,在線圈中埋設熱電偶,并通過溫度記錄儀將線圈溫度實時記錄下來。而線圈反饋溫度是指FPGA控制系統內部,通過采集的線圈電壓與電流值,通過計算得到的線圈當前反饋溫度,該數據通過FPGA的串行調試接口送至上位機記錄所得。最后將所記錄的上述兩組溫度數據曲線與給定溫度曲線按照同一時間軸匯集在一起,即可得到電加熱浸漆試驗溫度曲線,如圖7所示。
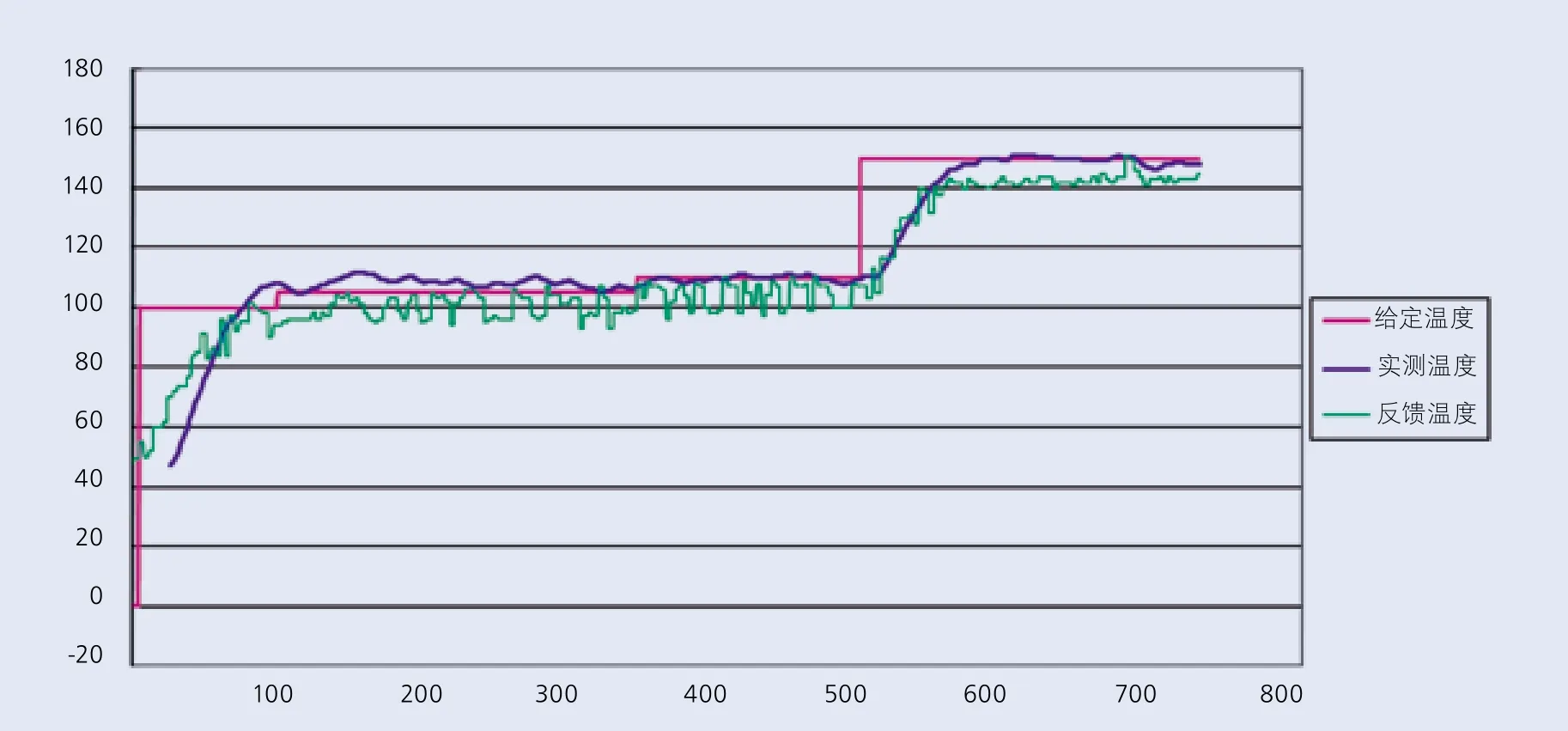
圖7 電加熱浸漆試驗溫度曲線
其中反饋溫度是FPGA內部通過對電壓電流的反饋采樣值的一系列公式演算得出的溫度值,由于電加熱過程中溫度變化引起的電阻值變化相對較小,因此要精確的計算出當前的實際溫度值需要十分精準的電壓及電流采樣方式。由于試驗所采用的電壓與電流測量方式自身存在一定的誤差,因此目前試驗數據中反映出的反饋溫度計算值與當前實測溫度值存在±5℃偏差現象屬于正常的試驗測量誤差。從圖7所示曲線分析,實測溫度曲線與給定溫度曲線雖然存在一定的溫度偏差,但總體趨勢基本一致,FPGA實現的溫度閉環控制完全滿足電加熱浸漆試驗。
3.4 實驗結果
對浸漆后的單個線圈齒組件進行CSV測試,其CSV值達到2.1kV,較浸漆前單個線圈齒的CSV值有明顯提高。從外觀及解剖情況來看,整個線圈絕緣漆覆蓋均勻,滲透良好,固化完整,滴漆干凈,無凝滴態,表面無氣泡現象。
對浸漆后的線圈齒組件進行了稱重,為210.238g,與浸漆前所稱值對比可得,該型號電機單個線圈齒僅耗漆3.632g,按整個電機18個線圈齒計算,每臺電機采樣電加熱浸漆僅耗漆約65g。可見采用電加熱浸漆方式,絕緣漆的用量將大大降低。
4 結 語
作為一次實驗室內的電加熱浸漆試驗,整體效果達到了預期,電加熱浸漆的高效率、高質量、環保節能等優勢都得以佐證。作為一次技術方法上的嘗試,利用FPGA實現的電加熱浸漆控制方法,從技術角度而言,論證了自主開發電加熱浸漆控制技術的可行性。為后續設計開發應用于實際電機產品的電加熱浸漆設備做了技術準備。該電加熱浸漆控制方法成功實現,一定程度上打破了國外在電加熱浸漆設備上的技術壁壘,可以有效的推廣先進的電加熱浸漆工藝在國內電機制造廠商中的應用,提高國內電機的絕緣性能和質量,同時可以有效的改善電機制造行業的環保與節能。
[1]楊杰.可調距式電加熱紫外固化設備研究[J].機械工程與字自動化,2010,(02):103-105.
[2]孟凡君,佟德成,姜云波.低壓電機繞組掛漆量工藝研究[J].防爆電機,2011,46:47-50.
[3]黃霞.基于FPGA的智能溫度控制系統的設計[D].武漢理工大學,2012,(12).
[4]付學志,姚旺生,茍偉,譚斌.基于FPGA的高速PID控制器設計與仿真[J]. 電子技術應用. 2007,(01).
[5]吳繼華,王誠.Altera FPGA/CPLD設計(高級篇)[M].人民郵電出版社,2005.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
