增壓器轉子磨削單元頭架改進
2013-11-30 09:08:08邱琦1上海交通大學2009492斯凱孚中國銷售有限公司2006
裝備機械 2013年2期
邱琦1上海交通大學(200949) 2斯凱孚(中國)銷售有限公司(2006)
邱琦(1981年~),男,碩士研究生,工程師,主要從事機械工程研究。
0 引 言
目前,我國已到了汽車進入家庭的發展階段,轎車的需求量大幅增加。為了降低汽車對環境的影響,汽車發動機的節能減排技術受到各方的重視,成為汽車研發最為重要的技術之一。為了迎合汽車發動機小尺寸化和降低碳排放的需求,采用發動機增壓化技術是降低發動機燃油消耗率的較有效手段之一,通過渦輪增壓,可以在不改變發動機排量的同時提高發動機的動力,功率增加20%~100% 。渦輪增壓器工作原理如圖1所示,它實際上是一種空氣壓縮機,通過壓縮空氣來增加進氣量。它是利用發動機排出的廢氣慣性沖力來推動渦輪室內的渦輪,渦輪又帶動同軸的葉輪壓送由空氣濾清器管道送來的空氣,使之增壓進入汽缸。當發動機轉速增快,廢氣排出速度與渦輪轉速也同步增快,葉輪就壓縮更多的空氣進入氣缸,空氣的壓力和密度增大可以燃燒更多的燃料,相應增加燃料量和調整發動機的轉速,就可以增加發動機的輸出功率。渦輪增壓技術可改善發動機燃油經濟性,減少燃油消耗7%~10%。當今,發動機增壓技術作為一種改善汽車燃料經濟性以及減少排氣污染的手段而得到迅速發展(見圖1)。
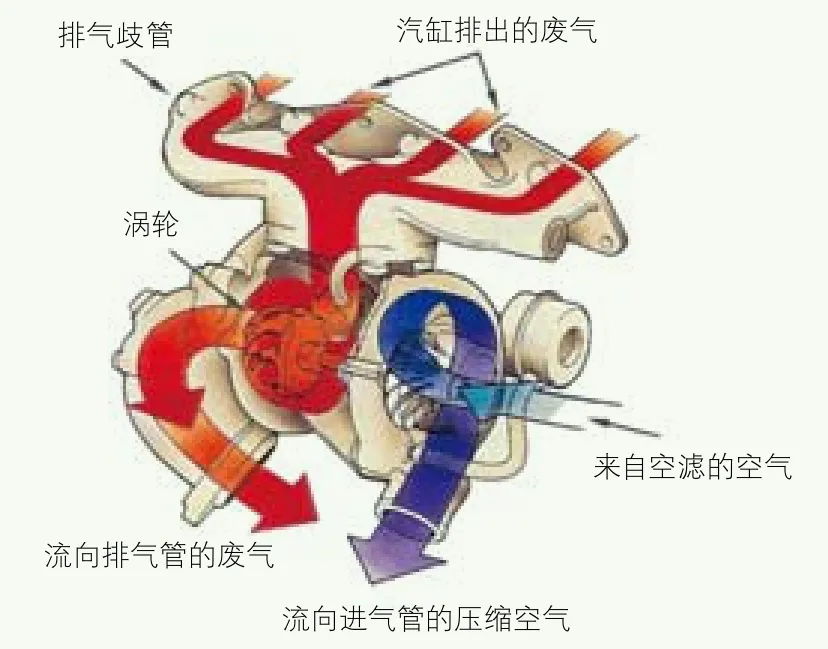
圖1 增壓器工作原理
增壓器中,增壓器轉子是最為關鍵的核心零件(見圖2)。在轉子制造中,精密磨削技術是最后的精加工工序,顯得尤為重要,轉子的加工精度直接影響到增壓器的工作性能和壽命等指標。如圖2所示,某型增壓器轉子總長為112mm,軸長為90mm,最小的加工直徑僅為4.208mm,長徑比達21.4。細長軸通常是指工件長度與直徑之比大于20(L/d>20)的軸類零件,所以增壓器轉子屬典型的細長軸類零件。同時其形位精度要求也極為嚴格, 最小處公差為0.005mm,而且,增壓器轉子極為注重互換性,通常Cmk值≥1.67,折合到公差區間僅為0.00125mm。因此稱之為精密細長軸,這也是典型的復雜、難加工零件。因為渦輪多半采用鎳鉬合金,葉輪采用鋁合金或者粉末冶金,其剛度很差。磨削時在磨削力的作用下, 工件容易橫向“讓刀”產生彎曲變形和軸向下垂, 使磨削后的工件母線成腰鼓形, 磨削時容易振動,產生縱向振痕。磨削精密細長軸的加工特點主要是:
(1)工件剛度差,抗彎力弱,并有因材料自身重量而產生下垂彎曲現象。
(2)切削過程中,在切削力作用下產生彎曲,同時因受熱伸長而產生彎曲,從而引起振動,影響工件精度和表面粗糙度。故目前加工增壓器轉子的專用磨床只有幾家進口機床廠商提供。
一般來說,細長軸類零件的精密磨削可采用帶頂尖磨削與無心磨削兩種方法。無心外圓磨削是磨削棒料工件外圓的一種加工方法。工件無需中心夾緊, 而是通過砂輪、導輪及托板導向旋轉進行磨削。與普通的外圓磨削相比, 無心磨削的優點在于整個被加工表面都被支承著,因此小直徑的工件也可以強力磨削。在加工細長工件或是既有很高尺寸精度又要有很好的尺寸一致性的工件時, 無心磨床始終是一個強者。然而,對于增壓器轉子類細長軸,由于增壓器轉子的端面也需要磨削且有較高的精度要求,而無心磨床無法磨削端面,所以必須采用帶頂尖的磨削方式。

圖2 增壓器及增壓器轉子
通過對細長軸零件磨削工藝的研究,開發出滿足柴油機、汽油機增壓器轉子技術要求的高效高精度高可靠性的專用數控外圓磨床,以滿足我國汽車工業發展的需要,為研發出具有國內自主品牌的渦輪增壓器提供技術支撐。這項工作對于推動我國汽車發動機技術的發展,實現高精度渦輪增壓器產品的國產化具有重要的意義。
1 頭架結構比較
原先的磨床頭架結構如圖3所示,頭架電機通過同步齒形帶輪帶動撥盤轉動,電機由交流變頻器控制轉速并與數控系統相連,實現磨削過程中的轉速自動切換,頂尖規格為莫氏4號,轉速為30~300r/min,頂尖能承受的最大工件質量為50kg。而改進后的頭架,不僅能滿足其全部功能,而且在用料和裝配方面降低了要求。以下介紹了普通頭架和新研發頭架的幾點區別。
1.1 密封
原頭架的密封取決于3個骨架密封圈。但是骨架密封圈是由橡膠制成的,屬于全膠結構,如圖4所示。此時密封程度就需要靠零件的加工質量而定。尤其重要是主軸外圓的公差和表面粗糙度以及臺階的深度,這就對主軸的加工提出了很高的要求;同時,對于裝配時的配合公差,也提出了嚴格的要求。但使用骨架密封圈會產生一個不良的影響,因為如果主軸的質量稍有偏差,那將會導致密封面與零件有細小的縫隙。同時,頭架旋轉時會產生負壓,導致砂輪顆粒或者磨削顆粒沿著上述細小的縫隙被倒吸入頭架內。當顆粒物較大時,就被卡在密封圈和需要密封主軸外圓的縫隙中。此時,密封圈和主軸之間就相當于一個小型的研磨機,主軸外圓在密封圈的作用下不斷的在被研磨。長此以往,該面就被磨出溝槽,從而使密封圈徹底喪失密封的效用。唯一的解決辦法就是嚴格控制主軸的加工質量。一旦加工質量無法保證,該密封結構則無法起到應有的作用。
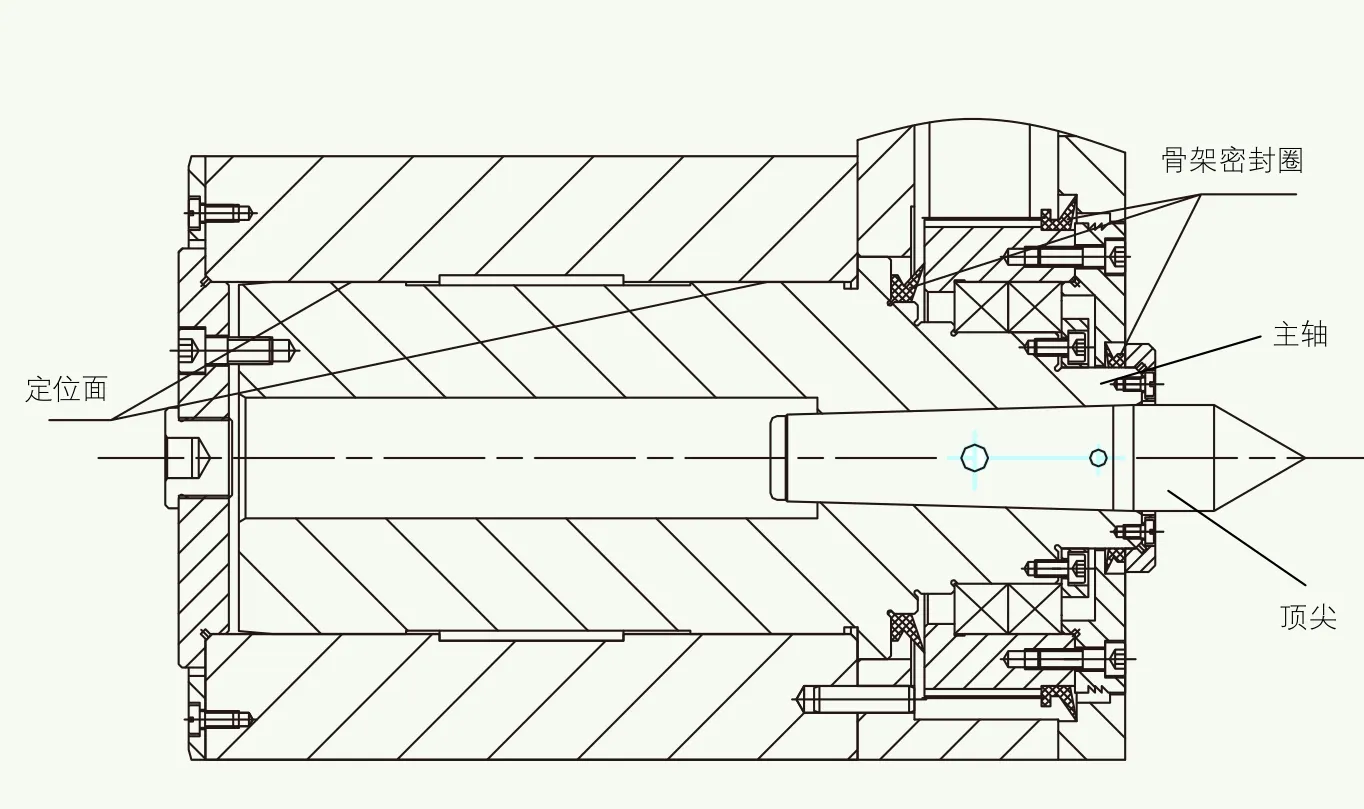
圖3 原頭架結構
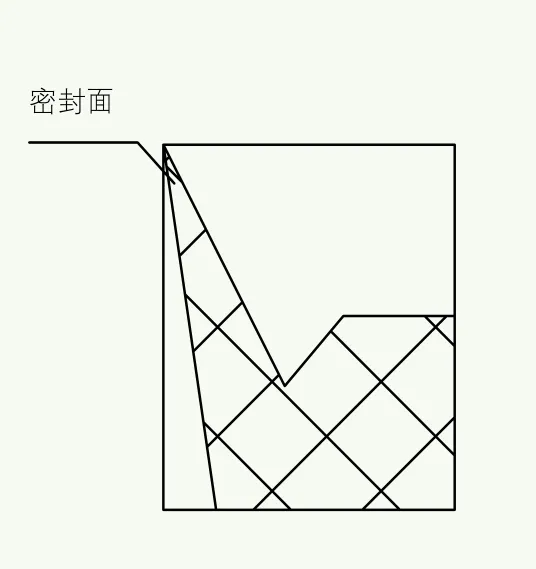
圖4 骨架密封圈橫截面
改進后的頭架如圖5所示,密封方式采用雙道迷宮密封。迷宮密封是在主軸組件外周設若干個依次排列的環行密封齒,齒與齒之間形成一系列截流間隙與膨脹空腔,被密封介質在通過曲折迷宮的間隙時產生節流效應而達到阻漏的目的。 由于迷宮密封的旋轉部分和靜止部分存在間隙,無固體接觸,毋須潤滑,并允許有熱膨脹,適應高溫、高壓、高轉速頻率的場合。雖然該密封方式對零件的加工質量也提出了較高的要求,但是可以節省掉骨架密封圈的成本。如果雜質與水進入第一道迷宮,可利用離心力將水和雜質通過泄水孔排出至體殼外。如果還有剩余水進入的話,將在第二道迷宮處被完全地阻隔住。另外,假如有些雜質從頂尖孔進入體殼的話,也將利用離心力的作用從泄水口排至體殼外。雖然這種結構降低了成本,提高了密封的可靠性,但是對加工提出了較高的要求。由于迷宮是由兩個零件配合而成。所以這兩個零件的加工精度是對迷宮密封的唯一要求。可以用數控車床,以內孔為基準,一次成型,將迷宮外圓的同心度控制在0.02mm以內,將迷宮端面的跳動也控制在0.02mm以內。這樣的話,可以嚴格控制迷宮通道的間隙為0.25mm,此寬度是經過空氣動力學和流體力學的計算。寬度如果超過某一數值,則其中的介質流動速度將加快,無法產生節流效應。如果寬度小于某一數值,則殘留在迷宮內的介質量過小,無法產生節流效應。經過計算,將寬度定為0.24mm~0.27mm為最佳。
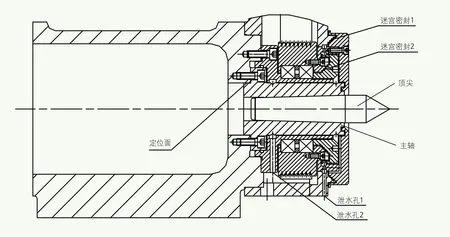
圖5 現頭架結構
1.2 主軸
原頭架主軸如圖6所示,最大外徑為?120mm,長度為270mm。質量為13.64kg。可以說,對主軸的用料與加工,提出了很高的要求。過多的定位面以及定位面之間的跳動要求,包括莫氏4號錐孔的跳動要求,使主軸的加工成本居高不下。而且,與頭架體殼的配合也有難度,因為主軸必須靠體殼定位。主軸需與體殼過盈配合0.008mm~0.016mm。但是鑄件無法保證如此高的精度,所以基本是需要靠體殼孔來與主軸單一配合,即把體殼孔作為基準,由此來加工主軸的定位外圓。這種方法在當今追求效率、提高互換性的時代,顯然已經處于很不利的位置。
改進后的主軸如圖7所示,形式結構非常簡約,只利用很短的一截長度為8mm的外圓作為定位面,從很大程度上降低了精度要求以及加工難度。最大處直徑為95mm、長度為118mm、質量僅為2.39kg。質量與體積均只有原來的17.5%。由于只有一處定位面,只需保證定位面與定位的外圓間的垂直度以及莫氏4號錐孔的跳動即可。這節省了用料,縮短了加工周期,節約了成本,原先一周的加工周期現在僅需要兩天即可。

圖6 原主軸質量與體積
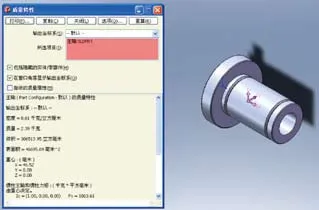
圖7 改進后主軸質量與體積
此外,該頭架主軸所能支撐的最大工件重量與原頭架主軸一致,為50kg。在兩根主軸的錐孔部分分別預加50kg的載荷,計算形變,結果如圖8、圖9所示。可以看出,兩根主軸都是在軸頭部分有較為明顯的形變。原主軸最大的形變量為1.159×10-5m,而現主軸最大的形變量為1.434×10-5m。對于理論上最重的工件來說,形變值相差得并不是很大。一般這類磨床磨削的工件重量均小于10kg。如果按照10kg的載荷來說,此數值僅為5.5×10-7m,幾乎可以忽略不計。

圖8 改進前主軸的受力形變
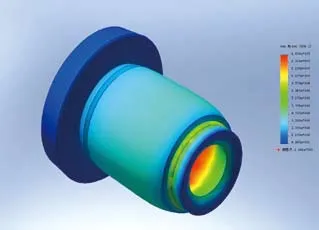
圖9 改進后主軸的受力形變
可以說,用原來17.5%的材料,就可以達到與原先一樣的效果,且減小了加工以及熱處理的難度,縮短了加工周期,省去了不少加工中可能出現的報廢情況。
1.3 皮帶輪
改進前的皮帶輪形式如圖10所示,軸承直接安裝在主軸上。雖然結構較為簡單,但是忽略了以下幾個方面。
(1)熱變形;
(2)皮帶產生的拉力對主軸的影響;
(3)皮帶引起的共振。
1.3.1 熱變形
頭架經過一段時間運轉后,由于運動零件的摩擦和其他原因產生熱量,會使頭架熱變形。發熱的結果會使頭架主軸中心產生位移,這是由于頭架體殼的底面由工作臺定位,所以受熱后只能向上和向兩側膨脹,從而使主軸中心向上和向砂輪架方向位移。若磨削時工件僅由頭架上的卡盤夾持,主軸的熱位移僅影響工件的尺寸精度。若工件采用頭、尾架頂尖頂住磨削時,由于尾架發熱少,套筒中心幾乎不位移,結果頭架主軸中心的熱位移會使頭、尾架頂尖中心的連線與工作臺導軌不平行,影響工件的幾何精度。一般主軸向上的位移對工件精度影響不大,而向砂輪架方向的位移會使工件呈錐形。
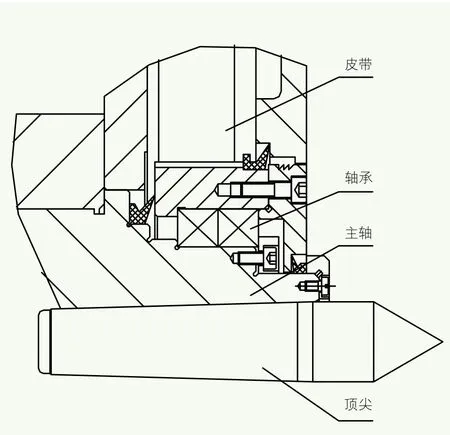
圖10 改進前皮帶輪結構
電機帶動皮帶輪通過軸承旋轉,如此一來必然會產生熱量,而軸承直接安裝在主軸上,導致熱量通過軸承內圈直接傳給了主軸。一般這類頭架的轉速約為30~300r/min。對外圓磨床頭架作熱變形實驗時,結果顯示幾乎每臺磨床的頭架都有熱變形,有的上母線位移量達到0.02mm以上,側母線位移量達到0.015mm。由皮帶輪帶動撥盤旋轉的頭架,開機1h以后頭架溫升約為6.8℃。如此對主軸的熱變形產生的影響雖然微小,但是的確存在。當主軸錐孔受到極微小的熱變形作用時,會將這種變形通過頭架頂尖傳送至工件上。那時,這種誤差將會以幾何倍數放大。
1.3.2 拉力
因為電機通過帶輪和皮帶帶動主軸撥盤轉動,但是皮帶的松緊程度比較難調節。如果皮帶比較松的話,會影響功率的輸出。但是如果太緊,會對主軸產生一定程度上的牽拉,增加了主軸變形和軸承受力的程度。這種情況會對主軸錐孔的跳動產生不良的影響,從而影響工件的圓度以及直線度,更嚴重時將在表面產生螺旋線,影響表面質量。
1.3.3 共振
這種情況出現在數控磨床的各個方面,包括砂輪架電機引起的共振、頭架電機引起的共振、還有吸霧器引起的共振等。其中,以頭架和砂輪架電機引起的共振最為常見。一旦引起共振,將會導致工件精度產生偏差。所以往往砂輪架電機會用減震塊的形式來消除共振。而頭架電機多用法蘭式安裝,消除的方式比較困難,往往需要現場調整。因此牽涉到的問題相當多。
改進后的皮帶輪就上述三點做了改進。如圖11所示,軸承并不是直接安裝在主軸上,而是安裝在一個套筒上,通過這個套筒來帶動頭架撥盤的轉動。這樣,一是阻隔了熱傳導,二是減少了共振,同時也讓皮帶的拉力只作用在套筒上,而不影響到主軸的變形。因為套筒與主軸之間存在1mm的間隙,正是這個間隙使得熱量無法傳導到主軸上,從而使主軸錐孔的熱變形減小到最低。其次,這個間隙可以讓皮帶輪的張緊力只作用在套筒上,而不是在主軸上。再次,該間隙可以避免共振。因為即使發生,套筒也可以將振動直接傳遞到頭架體殼上,從而使主軸振動量減為最小。
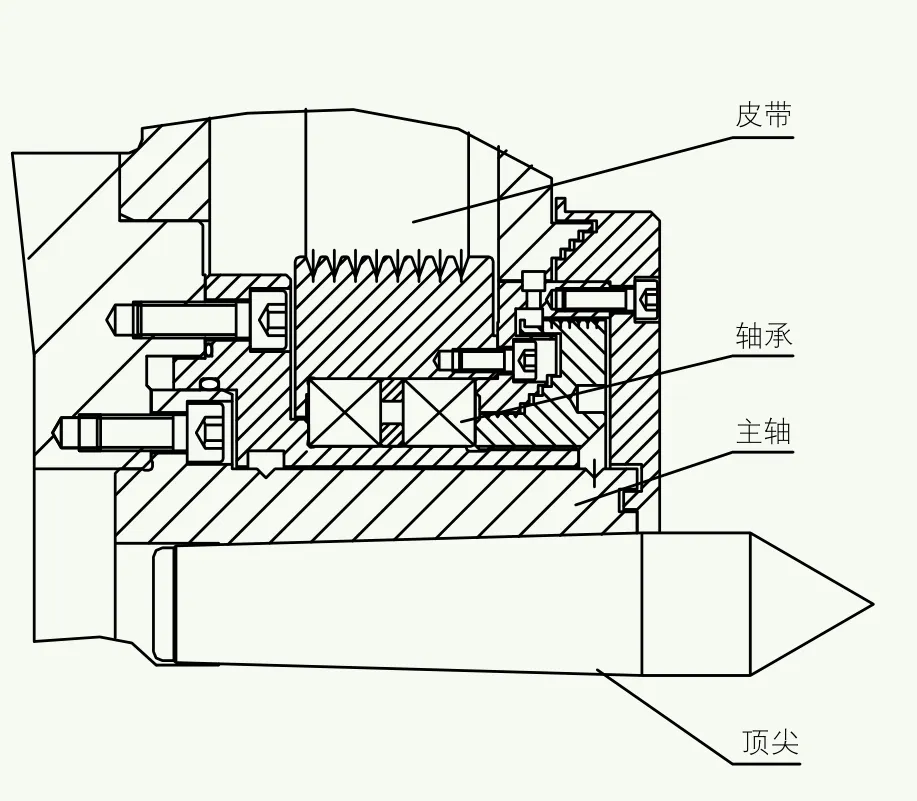
圖11 改進后皮帶輪結構
2 小結
針對增壓器轉子這類精密細長軸類零件,此頭架的改進有著相當重要的意義。通過上述頭架結構改進前后的比較,可以看出,改進后的頭架在裝配過程中不僅更容易實現精度,而且對原先頭架存在的諸多問題也有相應的解決方案,包括頭架密封、主軸材料與皮帶輪漲緊方式等。
