制氫機產氫率低的原因分析及對策
2013-11-30 06:54:06匡亞軍周撼宇譚玉昆
化工管理 2013年12期
匡亞軍 周撼宇 譚玉昆
(廣東珠海金灣發電有限公司 廣東珠海高欄港經濟區廣東珠海金灣發電公司運行部 519000)
前言
氫氣由于其通風損耗小、傳熱能力大、流通摩擦阻力小、制取方便等特點,被廣泛用于發電廠發電機冷卻降溫。金灣電廠3、4 號機組均為國產600MW 水-氫-氫冷發電機組,為便于廉價高效的制取氫氣, 電廠自備有由一臺美國Teledyne Energy systems公司生產的HM200 型電解水制取氫氣的發生器及一臺PDC 公司生產的PDC-4-500 型氫氣壓縮機組成的氫氣發生器系統一套。
系統以KOH 溶液為介質,將除鹽水在電解槽內電解后產生氫氣和氧氣,兩種氣體經分離干燥后,氧氣排放至空氣中,而氫氣則輸送至壓縮機加壓至氫缸儲存備用, 系統設計產氫量11.2Nm3/h,氫氣純度99.9998%,運行時產氫率100%。
一、 產氫率低原因分析
系統自07 年投運以來產氫率一直在97%以上,制滿一氫缸(水容積1.7 立方米,工作壓力120bar)氫氣需用用時12 小時左右, 系統設計有緊急情況下制氫系統不經過氫缸直接往發電機供氫。
自2012 年年底以來,系統產氫率顯示隨壓縮機出口壓力的升高而逐步下降如表1,壓縮機出口壓力在1500bar 時最低產氫率僅為74%, 同時制滿一氫缸氫氣用時增加到20 個小時左右,制氫效率大大降低, 產氫量無法實現不經氫缸直接往發電機補氫,為盡快恢復制氫系統高效穩定運行,檢修人員從多方面分析了產氫率低的原因。
1、制氫機故障
制氫機為氫氣的制取設備,以電解槽為主機,附屬設備有:氫、氧分離器,氫、氧干燥器,補給水系統,和KOH 電解液系統。缺陷發生后, 檢修人員幾乎大修維護了一次制氫機, 更換了堿液、各逆止閥及干燥劑等,試運缺陷仍然存在。
2、壓縮機故障
排除制氫機故障后, 由于缺陷顯示產氫率隨壓縮機出口壓力的增加而降低,且制氫機對空排放時產氫率為100%,初步斷定由于壓縮機出力不足無法及時消化系統產氫量而導致了系統產氫率過低。 我廠氫氣壓縮機為PDC-4-500 型氫氣壓縮機為二級壓縮,一二級壓縮頭均通過曲柄將電動機扭矩傳遞給活塞,壓縮潤滑油來推動具有較大壓縮比的金屬膜片組壓縮氫氣, 每一級壓縮頭進出口均設有逆止閥,以確保氫氣單向流動。
2.1 壓縮機逆止閥故障
每一級壓縮頭進出口氫氣管路均設有逆止閥一個, 以確保氫氣單向流動, 當逆止閥出現故障就會出現氫氣由高壓區域倒流回低壓區域,造成壓縮機出力不足,影響產氫率。
2.2 壓縮機油系統故障
壓縮機潤滑油用來傳遞壓力做功, 當油壓建立不起來或油噴射泵故障無法及時補充活塞內油脂時, 壓縮機膜片組無法得到足夠的壓縮力壓縮氫氣,出力要大受影響。 除去壓縮機油路上的各個逆止閥及安全閥外, 壓縮機活塞及活塞環也是壓縮機做功的重要元件, 當上述任意部件出現問題時均會導致壓縮機出力不足。
2.3 壓縮機膜片組故障
壓縮機膜片用來壓縮氫氣, 當膜片或膜片密封組件出現泄露時,無法實現將制氫機產出的低壓氫氣壓縮至高壓的氫缸內,系統無法及時消化制氫機所產氫氣,造成產氫率低。
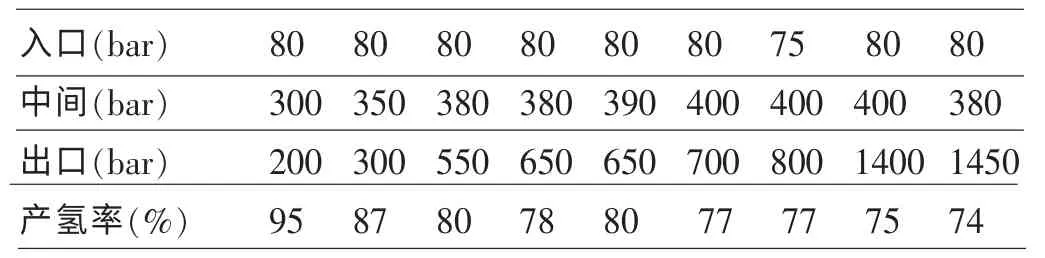
表1 產氫率與壓縮機各級壓力對比表
二、 壓縮機出力修復
2.1 為確保壓縮機壓縮效率,檢修人員更換壓縮機一、二級壓縮頭進出口芯包式逆止閥,確保氫氣系統單向流動,不發生高壓回流導致出力降低;
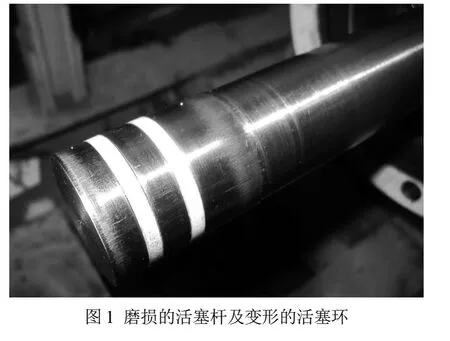
2.2 解體檢查活塞室,發現壓縮機活塞桿有磨損,聚四氟乙烯活塞環因使用壽命過長有輕微變形,更換新活塞環,如圖1;
2.3 檢查壓縮頭膜片組件
解體檢查壓縮機膜片組件,膜片未見裂損,更換密封圈。
2.4 油系統維護
清理油系統各濾網及安全閥等部件,未見異常。
檢修后,試運制氫系統,排空時制氫機產氫率100%,壓力上升至100bar 時產氫率97%,接近設計值,缺陷消除。
三、 結論
1) 若制氫機對空排放時產氫率正常, 而制氫時產氫率隨壓縮機出口壓力的增加而降低,基本上是因壓縮機故障引起;
2) 壓縮機是制氫系統的重要部件, 各個逆止閥及油系統需要定期檢查維護才能保證其正常出力。
[1]豆銳.水電解制氫整流裝置故障原因分析與處理方法[J].華東科技,2013(1)∶32-33.
[2]陳士英.水電解制氫設備工藝流程及常見故障排除[J].內蒙古科技與經濟,2011(4)∶93-94.
[3]汪家銘.水電解制氫技術進展及應用[J].四川化工,2006,9(1)∶55.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
汽車維修與保養(2019年7期)2020-01-06 03:30:42
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
