5A06鋁合金焊接接頭裂紋失效分析
2013-12-01 06:37:26張紅霞劉曉晴閆志峰王文先李永蓮
材料工程 2013年3期
張紅霞,劉曉晴,閆志峰,王文先,李永蓮
(太原理工大學 材料科學與工程學院,太原030024)
近年來,鋁、鎂等輕質合金由于其節約能源、減少廢氣排放等特點,在海事用途(如船舶)、汽車、飛機[1,2]、地鐵輕軌及需嚴格防火的壓力容器等得到了廣泛應用[3]。5A06鋁合金為 Al-Mg系防銹鋁,具有較高的強度、腐蝕穩定性和良好的焊接性等特點[4,5],是防銹鋁合金中的典型合金。用其代替鋼鐵材料,可顯著減輕構件的質量。
鋁合金結構產品往往需要通過焊接加工成形,5A06鋁合金的焊接特點主要為:與氧的親和力大,焊接時生成一層難熔的氧化鋁膜;線膨脹系數較大,易產生焊接變形;易造成氧化,產生氣孔、熱裂紋和接頭不等強等問題[6],這些問題的存在對結構或產品的安全性造成影響,一旦發生破壞事故,往往給人們的生命財產帶來災難性的損失。
國內相關研究者對鋁合金的焊接性能[7]、鋁合金疲勞斷口及疲勞斷裂行為[8-10]等進行了分析研究。研究發現采用適當的焊接方法,鋁合金焊接接頭的性能可以滿足使用要求[11],但使用一段時間后由于力、介質的作用會使結構失效。本工作針對5A06防銹鋁合金某產品焊接后使用一段時間出現裂紋的原因進行分析,并對材料及焊接接頭的組織、裂紋擴展特征以及斷口等進行分析,找出裂紋產生的原因,提出相應防止裂紋產生的措施。
1 實驗材料及焊接工藝
為了分析裂紋產生的原因,將產生裂紋的局部產品取樣后進行分析。
1.1 實驗材料
產品材料為5A06防銹鋁合金,其化學成分[12]見表1,力學性能見表2。

表1 5A06鋁合金的化學成分(質量分數/%)Table 1 Chemical compositions of 5A06aluminum alloy(mass fraction/%)
表2 5A06鋁合金的力學性能Table 2 Mechanical property of 5A06aluminum alloy
1.2 焊接工藝
取樣的結構由殼體和支柱通過焊接連接而成,焊縫結構示意圖見圖1。殼體材料為軋制成型的鋁合金板,經過卷圓成型;支柱材料經熱擠壓成型后機械加工而成。
圖1 試件裝配、焊接及裂紋存在部位示意圖Fig.1 Schematic diagram of assemble,welding and crack existence position
殼體與支柱通過焊接連接在一起,其中包括兩條焊縫:如圖1中的外部焊縫和內部焊縫,兩焊縫均采用鎢極氬弧焊進行焊接,焊接工藝為:外部焊縫開坡口后焊接,坡口角度35°,鈍邊1~2mm,將支柱裝配到殼體對應孔上,點焊固定。用手工鎢極氬弧焊打底,然后采用鎢極氬弧焊進行焊接,焊接電流150~160A,電弧電壓12~15V。焊縫余高3mm,焊后采用機械加工的方法去除余高并磨平。內部焊縫不開坡口,焊接電流140~150A,電弧電壓12~15V。由于結構的影響,內部焊縫采取斷續焊接,焊后也不做清理。焊后產品整體進行200℃退火處理。
由于殼體為圓筒狀,與其配合的支柱面也加工成圓弧面,從而保證殼體和支柱配合較好。
2 結果分析
2.1 組織分析
2.1.1 殼體組織
對殼體材料的橫截面和軋制面進行了組織分析,分析結果見圖2。圖2中可見殼體組織較細小,晶粒大小不很均勻,平均晶粒尺寸為5~20μm,并且材料中存在一些夾雜物。
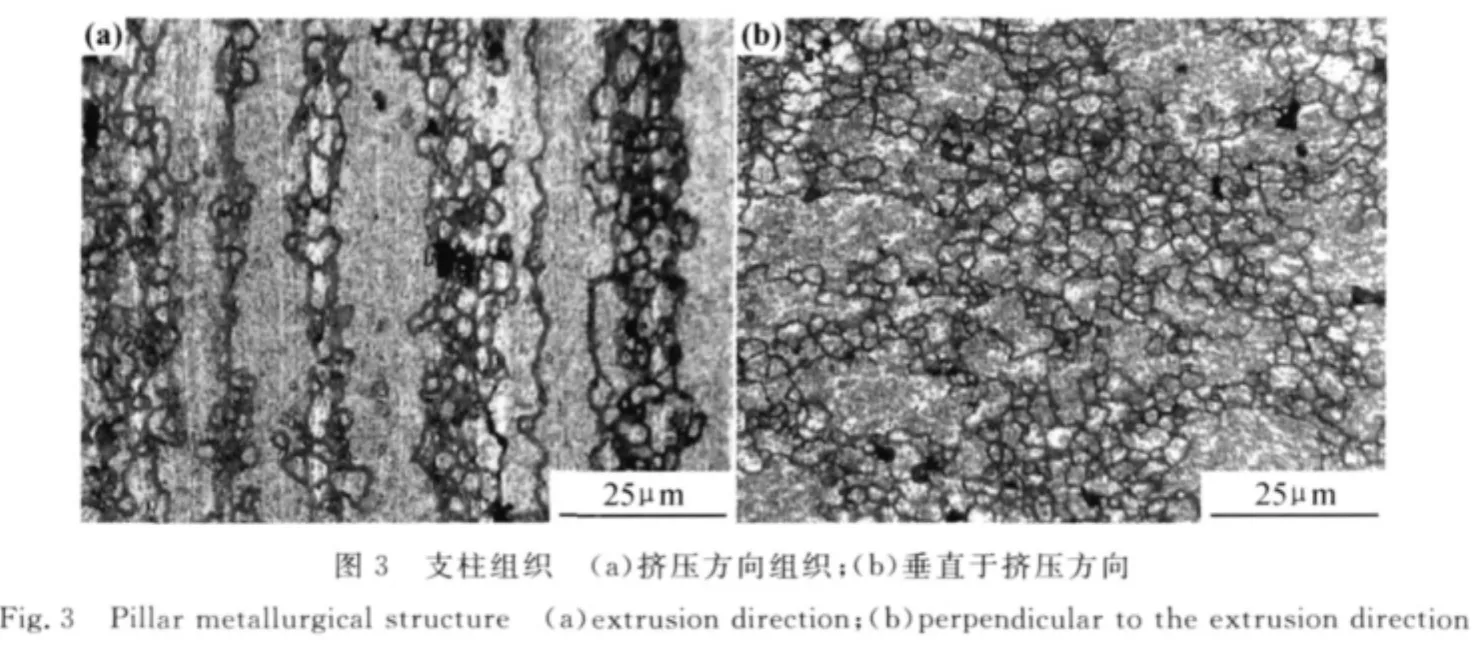
2.1.2 支柱組織
支柱金相照片如圖3所示,圖3中可見支柱組織取向嚴重,沿擠壓方向存在粗大的帶狀組織。
2.1.3 焊縫組織分析
對外部焊縫進行宏觀觀察,焊縫宏觀照片如圖4所示。圖4(a)為外部焊縫的整體形貌,圖4(b)為焊縫熔合區金相照片,圖4(c)為焊縫組織照片,由圖可以發現焊縫組織細小,較為均勻,熱影響區組織較粗大,但組織比較均勻。
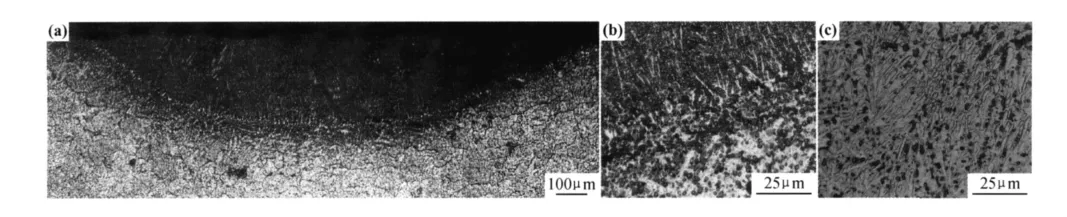
圖4 試件焊縫金相照片 (a)焊縫全貌;(b)熔合區金相照片;(c)焊縫金相照片Fig.4 Microstructure of welded joint (a)the whole weld;(b)fusion zone;(c)weld center
2.2 裂紋分析
產品運行一段時間后,在外部焊縫附近出現兩處裂紋,圖1中所示為產生裂紋的部位示意圖。裂紋1為橫貫焊縫的長裂紋,裂紋2較短,其長度為從內孔邊緣到達焊縫處。
2.2.1 宏觀裂紋分析
對圖1中右側的裂紋2進行分析,裂紋的宏觀擴展特征如圖5所示。由圖中可以發現支柱材料中心孔徑缺陷處為裂紋源,裂紋擴展方向為由裂紋源向殼體方向發展,由圖中還可以發現裂紋呈斷續擴展,沿材料中的缺陷部位擴展,斷續裂紋以二次裂紋為起裂點然后擴展。
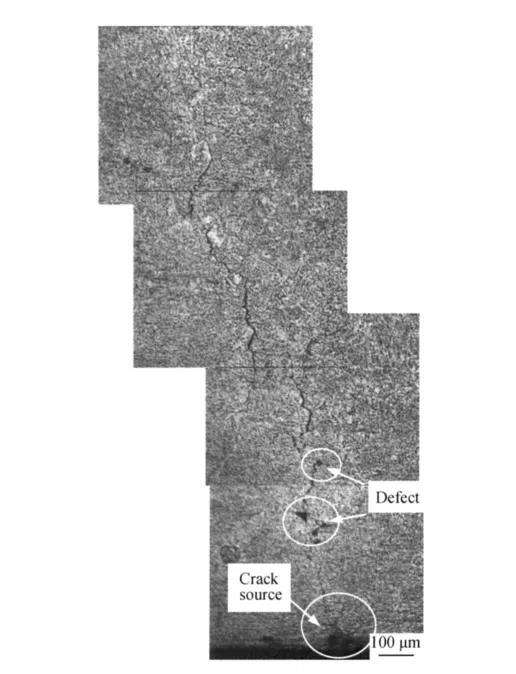
圖5 裂紋擴展方向Fig.5 Macro-crack propagation direction
2.2.2 微觀裂紋分析
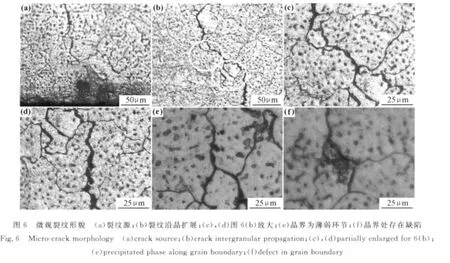
對裂紋的擴展特征進行微觀分析,其結果如圖6所示。
圖6(a)為裂紋源,裂紋產生于支柱內部邊緣缺陷處,在裂紋源處受到力的作用后開始擴展,裂紋沿晶界薄弱環節處向前擴展。
圖6(b)~(d)為裂紋沿晶擴展照片,可以看出裂紋均為沿晶擴展特征,由此可以發現材料的晶界為薄弱環節,當裂源產生后,在應力的作用下,裂紋易沿晶界向前擴展。圖6(e)可以發現母材晶界存在析出相,由以上分析可知晶界為材料的薄弱環節,再加上析出相的存在為裂紋擴展提供了有利條件;圖6(f)可以發現材料中存在缺陷,在試件受到力的作用后,由于缺陷的存在,裂紋會在缺陷處產生并沿著晶界及缺陷的部位進行擴展。
由以上分析可知,裂紋起源于殼體材料中的缺陷處,然后在支柱材料中沿柱狀組織的晶界擴展,裂紋擴展以沿晶特征為主。材料中的缺陷對裂紋的產生和擴展起到幫助作用。
2.3 斷口分析
2.3.1 宏觀斷口分析
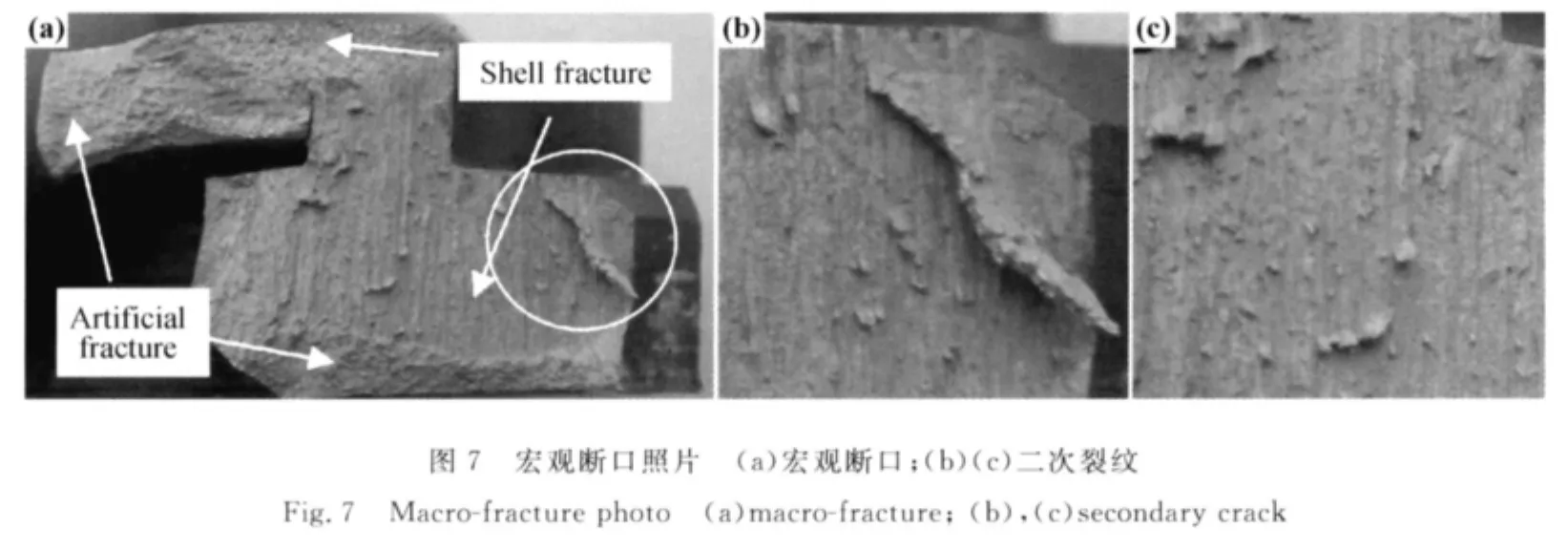
將試件沿裂紋1人為拉斷,斷口宏觀照片如圖7。
圖7(a)中可見截面中大部分已斷裂,殼體裂紋已通過外部焊縫,支柱裂紋已擴展至下部邊緣。支柱斷口存在大量的二次裂紋,見圖7(b)。灰暗斷口部位為實驗時已斷裂部位,較亮斷口為人為斷口。圖中可見支柱斷口中存在粗大的纖維狀,斷口粗糙,取向明顯。殼體斷口較細,焊縫及熱影響區斷口也均勻細致。
2.3.2 微觀斷口分析
采用LEO-438VP掃描電子顯微鏡對微觀斷口進行分析,結果如圖8所示。
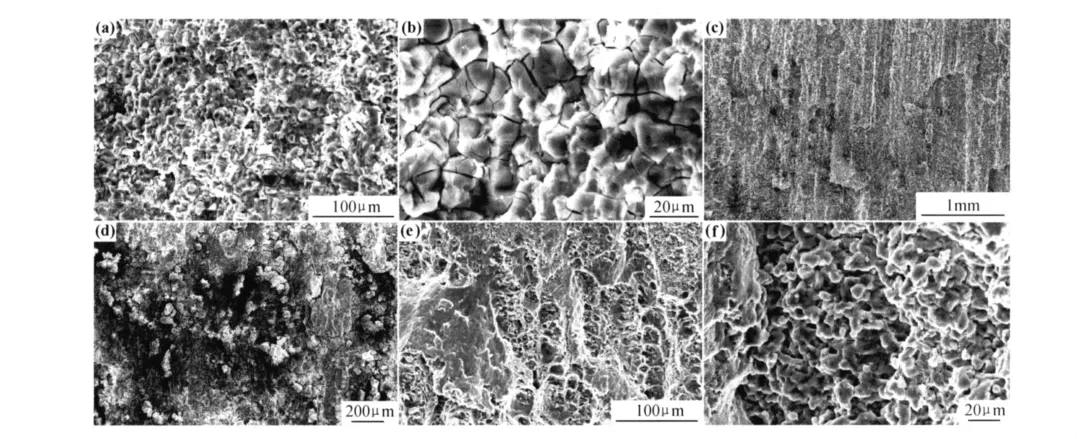
圖8 斷口微觀照片 (a)殼體斷口;(b)圖8(a)放大;(c)支柱斷口;(d)圖8(c)放大;(e)人為斷口照片;(f)圖8(e)放大Fig.8 Micro-fracture photo (a)shell fracture;(b)partially enlarged for fig.8(a);(c)pillar fracture;(d)partially enlarged for fig.8(c);(e)artificial fracture;(f)partially enlarged for fig.8(e)
圖8(a),(b)為殼體斷口微觀形貌,對其放大3000倍后發現,晶間存在大量的微觀裂紋,結合強度較低,斷面有腐蝕現象存在,這為裂紋的產生及擴展提供了有利條件。圖8(c),(d)為支柱的微觀斷口形貌,由圖中可見支柱斷口為粗糙的柱狀斷口,存在二次裂紋,對其放大到200倍后,發現有介質腐蝕的腐蝕坑存在。圖8(e),(f)為人為斷口的微觀形貌,斷口中以韌性斷裂為主,存在大量的撕裂韌窩,放大2000倍后發現晶界結合較好。
由宏觀和微觀斷口分析可知,裂紋啟裂于支柱內孔邊緣夾雜物處,并沿徑向擴展,粗大的支柱材料組織,晶間結合強度較低,為裂紋擴展提供了條件。介質的存在(海水)可能造成應力腐蝕。
3 裂紋產生原因
結合產品的特征以及以上實驗結果,裂紋的產生主要是由于以下方面的原因造成。
3.1 材料組織的原因
對試件組織分析結果可知,殼體材料中存在缺陷,其存在為裂紋產生和擴展提供了前提;支柱組織取向嚴重,組織中存在大量的帶狀組織為裂紋擴展創造了條件。
3.2 應力集中
本產品中支柱所處部位特征決定了內部焊縫只能斷續焊接,焊縫部位存在應力集中。由本產品的焊縫位置來看,裂紋均起源于焊縫端部,產生微裂紋后,在應力集中的作用下,引起裂紋的擴展。
本產品中支柱面加工成圓弧面與殼體的圓弧面相配合,但裝配過程中,支柱圓弧面與殼體的圓弧面配合出現偏差,致使兩部件配合間隙不均勻。造成兩試件間距有較大的偏差,焊后產生較大的應力集中。
3.3 焊接殘余應力
支柱與殼體焊接后,產品整體進行了200℃的退火處理,查閱相關資料[13,14],5A06鋁合金焊后進行退火的溫度,在280~335℃進行完全退火,可以消除殘余應力。因此,在300℃左右對結構件進行退火處理,能夠使其內部的焊接殘余應力得到充分釋放,并且不會導致結構過度軟化,退火處理后,有效保證了結構件的綜合性能。因此,試件在焊接后進行的整體退火溫度偏低未使焊接殘余應力徹底釋放也會引起裂紋的產生。
4 結論
(1)試件材料組織粗大,加工成型前應對材料進行晶粒細化處理,消除粗大及具有取向特征的組織。
(2)焊后進行整體回火處理的溫度應適當提高,將目前的退火溫度200℃提高到300℃左右,以細化支柱及殼體的組織,并且可以消除焊后殘余應力。
(3)裂紋起源于外部焊縫附近夾雜物處,以沿晶的特征向前擴展。材料中存在的夾雜物及析出相使得裂紋沿夾雜物處擴展。
(4)由于內部環焊縫未完全焊接,造成試件各部分焊后變形受力不均勻造成殘余應力,應盡量保證環焊縫完全焊接。
[1]林鋼,林慧國,趙玉濤.鋁合金應用手冊[M].北京:機械工業出版社,2006.
[2]ZHAO Tian-wen,JIANG Yan-yao.Fatigue of 7075-T651aluminum alloy[J].International Journal of Fatigue,2008,30:834-849.
[3]HE Zhu-bin,FAN Xiao-bo,XU Yong-chao,etal.Investigation on the formability of 5A06sheet for rapid gas forming[J].Rare Metal Materials and Engineering,2011,40(S3):144-147.
[4]彭非,楚浩,楊兵.5A06鋁合金油箱氬弧焊熱影響區裂紋分析及預防措施[J].電焊機,2007,37(7):34-37.PENG Fei,CHU Hao,YANG Bing.Analysis and preventive of fracture in 5A06aluminium alloy fuel tank with manual TIG welding technology[J].Electric Welding Machine,2007,37(7):34-37.
[5]方昆凡.工程材料手冊-有色金屬材料卷[M].北京:北京出版社,2000.50-75.
[6]都宏海,郭建明,張先龍,等.5A06鋁鎂合金管的焊接[J].焊管,2011,34(12):36-38.DU Hong-hai,GUO Jian-ming,ZHANG Xian-long,etal.5A06 aluminium-magnesium alloy pipe welding[J].Welded Pipe and Tube,2011,34(12):36-38.
[7]劉紅偉,王法科,王冬生,等.5A06鋁合金焊接接頭性能研究[J].兵器材料科學與工程,2009,32(2):72-75.LIU Hong-wei,WANG Fa-ke,WANG Dong-sheng,etal.Research on welding joint properties of 5A06aluminum alloy[J].Ordnance Material Science and Engineering,2009,32(2):72-75.
[8]蹇海根,姜鋒,鄭秀媛,等.航空用高強高韌鋁合金疲勞斷口特征的研究[J].航空材料學報,2010,30(4):97-102.JIAN Hai-gen,JIANG Feng,ZHENG Xiu-yuan,etal.Study on fatigue fractography of high strength and toughness aluminum alloy for aviation[J].Journal of Aeronautical Materials,2010,30(4):97-102.
[9]UENO Akira,MIYAKAWA Susumu,YAMADA Koji,etal.Fatigue behavior of die casting aluminum alloys in air and vacuum[J].Procedia Engineering,2009,(2):1937-1943.
[10]李占明,朱有利,辛毅.超聲沖擊處理對2A12鋁合金焊接接頭疲勞性能的影響[J].航空材料學報,2011,31(2):28-32.LI Zhan-ming,ZHU You-li,XIN Yi.Influence of ultrasonic impact treatment on fatigue properties of 2A12aluminum alloy welded joints[J].Journal of Aeronautical Materials,2011,31(2):28-32.
[11]MALARVIZHI S,BALASUBRAMANIAN V.Effect of welding processes on AA2219aluminium alloy joint properties[J].Transaction Nonferrous Metals Society China,2011,21(5):962-973.
[12]中國航空材料手冊編輯委員會.中國航空材料手冊-第3卷鋁合金 鎂合金[M].北京:中國標準出版社,2001.
[13]侯學濤,王立君.5A06鋁合金焊接結構件退火消應最佳溫度的確定[J].電焊機,2005,35(9):35-37.HOU Xue-tao,WANG Li-jun.Confirm optimum annealing temperature of 5A06aluminium alloy[J].Electric Welding Machine,2005,35(9):35-37.
[14]孫衛國,徐賀年,姜文舉,等.改善5A06-0鋁合金板材性能的研究[J].輕合金加工技術,2006,34(12):26-28.SUN Wei-guo,XU He-nian,JIANG Wen-ju,etal.Research about improving properties of 5A06-0aluminium alloy sheet[J].Light Alloy Fabrication Technology,2006,34(12):26-28.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02