軋機齒輪基座軸承隱患跟蹤處理與分析
2013-12-01 07:27:58王磊磊齊林雷
設備管理與維修 2013年2期
王磊磊 齊林雷 陳 磊
作者通聯:日照鋼鐵有限公司1580帶鋼廠 山東日照市沿海路600號276806
E-mail:chenlei@rizhaosteel.com
一、工況條件及隱患軸承型號
熱軋帶鋼F7齒輪基座是精軋機末架軋機,正常承受軋制壓力1500~3000t,轉速1188m/min,變速頻率快,工況條件較差,對整個帶鋼的板型控制起關鍵作用,是整個主軋線的核心設備,齒輪基座結構為人字齒嚙合形式。隱患軸承型號(FAG)24072CC,雙列調心圓柱滾子軸承。
二、隱患發現及跟蹤處理
2012年2月日常點檢過程中,發現齒輪基座聲音異常,但溫度、振動檢測情況正常。經技術人員聯合確認后,列為設備隱患C級監護運行,監聽聲音的劣化發展趨勢。到3月中旬,齒輪軸輸入端軸承聲音明顯增大,出現周期性刮剎聲。4月初打開箱體檢查,發現軸承保持架有一處磨損,磨損情況見圖1。
按照設備隱患分級管理辦法(設備隱患分級管理分A、B、C、D四個等級),根據該設備在整個軋線的重要程度,把隱患升級到B級,進行重點監護。制定了三種處理方案,整體更換齒輪基座、更換上齒輪軸裝配或更換軸承。經討論,第一種方案整體更換比較安全,解決問題徹底,但工作量大,受檢修時間和生產情況限制;第二種方案更換上齒輪軸,裝配時涉及到齒輪嚙合間隙的調整、齒輪磨合等問題,由于備件與在線運行的齒輪軸不是同一個廠家生產,上下兩個齒輪軸有四個偏心套,即便調整,也不一定能夠達到嚙合要求;第三種方案更換軸承,考慮輸入端軸承沒有聯軸器,不涉及拆卸其他機件,一致認為更換軸承比較合理。4月中旬利用定修,安排維檢人員按照既定方案更換軸承,恢復生產后異音消除,監護運行一周無異常,隱患徹底消除。

圖1 保持架損壞處
三、損壞現象及原因分析
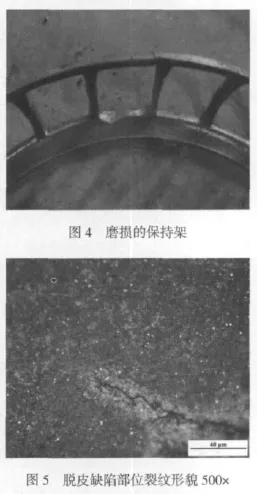
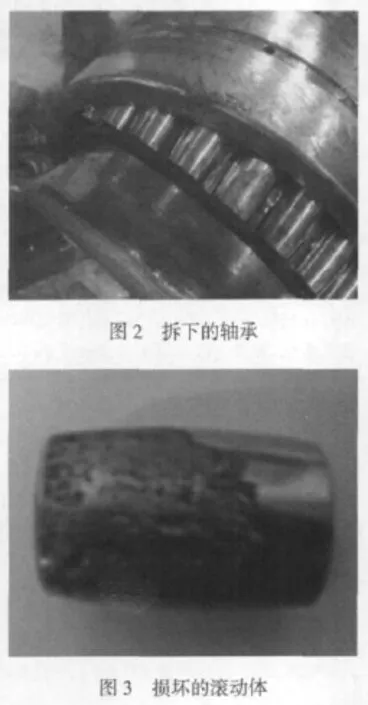
從圖2、3、4可以看出,拆下的軸承內側有一個滾動體圓周約1/3剝落,與該滾動體接觸的保持架靠運轉方向前端磨掉近70%,邊部已經斷裂。結合滾動體大面積剝落現象,經技術人員討論,認定是該單個滾動體在制造過程中,特別是熱處理工藝過程存在缺陷,較長時間運行后薄弱部位發生剝落,在外力作用下迅速劣化,導致大面積剝落和保持架損壞,這也符合在跟蹤控制過程中表現出的異音變化趨勢。
經委托日照鋼鐵控股集團有限公司中心實驗室對損壞滾動體的成分、顯微硬度檢測和金相組織分析。比較成分檢測結果,缺陷滾動體與正常滾動體成分存在嚴重差異,說明該滾動體與正常滾動體材料可能不是同一爐冶煉產品。
從顯微硬度檢測結果看,表面顯微硬度值均比基體硬度值偏高,其中缺陷樣表面硬度值較基體硬度高99.0( HV0.2), 正 常 樣表面硬度比基體高32.1( HV0.2)。 說明缺陷滾動體與正常滾動體在熱處理過程中不是在同一條件下進行。
金相檢驗結果顯示,缺陷試樣基體組織為M回+少量A殘+未溶F;正常試樣基體組織為M回+A殘+未溶F,殘余奧氏體含量較缺陷試樣偏高;脫皮缺陷部位存在裂紋( 圖 5)。
四、結論
從發現軸承隱患到跟蹤與處理過程,通過對損壞部件的宏觀、微觀分析,了解了雙列調心圓柱滾子軸承的成分組成、熱處理工藝過程以及在使用過程中的劣化情況,可以得出結論:同一盤軸承的滾動體材料,最好是出自同一批次冶煉爐,熱處理過程一致。上述處理過程可以作為同行業趨勢點檢范例。
W13.02-07