卷取機(jī)卷筒的工藝設(shè)計(jì)
2013-12-03 07:54:16陸天英
重型機(jī)械 2013年1期
關(guān)鍵詞:設(shè)計(jì)
陸天英
(上海力達(dá)重工制造有限公司,上海 201824)
0 前言
冷軋鋼帶的生產(chǎn)能力是一個(gè)國(guó)家鋼鐵工業(yè)發(fā)展水平的重要標(biāo)志,隨著我國(guó)國(guó)民經(jīng)濟(jì)的不斷發(fā)展,冷軋不銹鋼帶、硅鋼帶、精密合金帶、高溫難熔合金帶、高精度極薄冷軋?zhí)妓劁撘约坝猩饘賻Р牡男枰繉⒓彼僭鲩L(zhǎng),多輥冷軋機(jī)也將得到快速發(fā)展和更廣泛的應(yīng)用。卷取機(jī)是冷軋機(jī)的重要設(shè)備,是成卷軋制主軋線中必不可少的關(guān)鍵設(shè)備,在帶材和線材生產(chǎn)中均被廣泛應(yīng)用。
目前冷軋帶鋼的卷取絕大多數(shù)采用筒式卷取機(jī)。其設(shè)備主要由卷筒及其傳動(dòng)系統(tǒng)、壓緊輥、活動(dòng)支撐和推卷、卸卷等裝置組成。卷筒是卷取機(jī)的核心部件,而卷筒的精度要求高,制造工藝復(fù)雜,上海力達(dá)重工制造有限公司制造冷軋機(jī)卷筒已多年,通過(guò)設(shè)計(jì)工藝路線,設(shè)計(jì)工裝夾具,優(yōu)化加工參數(shù)等手段,提高制造精度,其冷軋機(jī)卷取機(jī)卷筒制造工藝和制造技術(shù)達(dá)到了國(guó)內(nèi)先進(jìn)水平。
1 卷取機(jī)卷筒的用途和結(jié)構(gòu)
按卷取機(jī)的用途可分為大張力卷取機(jī)和精整卷取機(jī)兩類。大張力卷取機(jī)主要用于可逆軋機(jī)、連軋機(jī)、單機(jī)架軋機(jī)和平整機(jī)。精整卷取機(jī)則主要用于連軋退火、酸洗、涂鍍層及縱剪、重卷等生產(chǎn)機(jī)組。
按卷筒的結(jié)構(gòu)特點(diǎn)可分為實(shí)心卷筒卷取機(jī)、四棱錐卷筒卷取機(jī)、八棱錐卷筒卷取機(jī)及四斜楔和弓形塊卷筒的卷取機(jī)等。前三種強(qiáng)度好,徑向剛度大,常用于軋制線做大強(qiáng)力卷取。后兩種結(jié)構(gòu)簡(jiǎn)單,易于制造,常用于低張力的各種精整線。本文論述的四棱錐卷筒,其外圓由肆塊扇形板組成,結(jié)構(gòu)對(duì)稱,由于沒(méi)有中間零件,棱錐軸直徑大,強(qiáng)度高,卷筒為懸臂結(jié)構(gòu),便于卸卷,外端設(shè)有活動(dòng)支撐。實(shí)心的四棱錐軸在液壓缸活塞桿推動(dòng)下作軸向移動(dòng)時(shí),卷筒被脹開或收縮,鉗口采用液壓控制,由液壓缸帶動(dòng)鉗口的活動(dòng)卡板。
2 卷取機(jī)卷筒的設(shè)計(jì)要求
在卷取過(guò)程中,卷取機(jī)卷筒承受著很大的彎曲力和來(lái)自帶有張力的多層纏繞帶材的很大的徑向力,因此對(duì)卷筒有如下要求:卷筒應(yīng)具有很高的剛度,以保證其零件在卷取時(shí)受徑向載荷的作用而不產(chǎn)生殘余變形;卷筒表面不能有裂紋和凹痕,否則帶材會(huì)壓入這些裂紋和凹痕中,產(chǎn)生表面缺陷;卷筒應(yīng)是對(duì)稱的,扇形板的外圓要嚴(yán)格同心,以消除帶卷在卷取過(guò)程中的跳動(dòng);卷筒應(yīng)具有將帶材端頭夾住的鉗口。
3 卷取機(jī)卷筒的工藝設(shè)計(jì)
針對(duì)四棱錐卷筒的設(shè)計(jì)要求和結(jié)構(gòu)特點(diǎn),設(shè)計(jì)工藝路線,并在實(shí)踐中不斷探索改進(jìn),確保制造出高質(zhì)量的卷取機(jī)卷筒,保證卷取機(jī)順利工作。
3.1 提高扇形板配合面的加工精度
卷取機(jī)卷筒外圓由一塊鉗口扇形板和三塊扇形板組成,其鉗口扇形板結(jié)構(gòu)最為復(fù)雜。扇形板加工是一個(gè)精雕細(xì)啄的過(guò)程,工序多達(dá)四十步左右。如何保證加工精度尤為重要。
(1)減小氮化狀態(tài)下的變形。帶鉗口扇形板外圓上開有裝鉗口的槽,另一側(cè)有裝液壓缸的孔,反面有與主軸配合的一組斜面,每個(gè)斜面等高,還有燕尾槽。工件較薄,且結(jié)構(gòu)復(fù)雜,又需氮化處理,極易變形。針對(duì)這一特點(diǎn),經(jīng)過(guò)反復(fù)論證,采用在粗加工后,進(jìn)行調(diào)質(zhì)熱處理。然后經(jīng)二次半精加工,二次消除機(jī)加工應(yīng)力,并使消除應(yīng)力的工件狀態(tài)與氮化狀態(tài)一致,以大大減少在氮化這一工步的變形。
(2)設(shè)計(jì)定位夾具。扇形板一側(cè)為圓弧面,另一側(cè)為一組等距離的斜面及T型槽 (或燕尾槽),裝夾困難。采用設(shè)計(jì)斜模夾具,斜度與扇形板斜面的斜度一致,并在斜模上安裝120°的V型鐵,以裝夾圓弧面,將一組等距離斜面加工轉(zhuǎn)換為等距離的水平面加工,大大方便了加工,提高了加工精度和加工效益,如圖1所示。
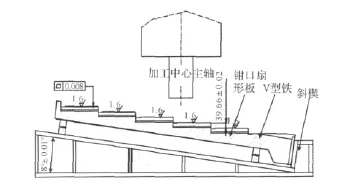
圖1 定位夾具Fig.1 Positioning fixture
(3)刀具設(shè)計(jì)及選用。扇形板上一組等距離的斜面要與主軸上斜面配合,其等距離和平面度要求特高,采用先進(jìn)的加工中心保證其精度外,還根據(jù)扇形板的材質(zhì)和金屬切削理論選用特定的刀盤和刀片。該刀具性能好,耐磨,加工表面粗糙度高、加工精度高、刀片調(diào)換方便。即可提高生產(chǎn)效率,又可提高加工精度。
3.2 提高卷筒的圓度和同軸度
(1)扇形板裝配在主軸上,通過(guò)一組等距離斜面與主軸配合接觸,在“T”形槽或燕尾槽上,采用鍵配合以防扇形板脫落。在生產(chǎn)過(guò)程中,一組扇形板、中空軸、主軸等為一整體,扇形板在軸線方向無(wú)相對(duì)運(yùn)動(dòng),而僅在徑向方向有相對(duì)運(yùn)動(dòng)。經(jīng)油缸拉動(dòng)伸縮,使扇形板外圓擴(kuò)大或縮小。難度在于即要保證扇形板在脹縮過(guò)程中配合面要正常滑動(dòng),不可有卡阻現(xiàn)象,又要求配合面不可太松,以免增加自重引起的間隙,以增加無(wú)負(fù)載時(shí)的不圓度。為此經(jīng)過(guò)反復(fù)研究、論證及試制,最后確定扇形板與主軸在徑向方向的配合間隙的取值范圍,同時(shí)通過(guò)對(duì)扇形板及主軸上的一組等距離斜面的鏟刮,以保證平面接觸及滑動(dòng)良好,并規(guī)定扇形板一組等距離的斜面硬度比主軸上相對(duì)應(yīng)的斜面硬度低一定值,以保證主軸的使用壽命。
(2)卷筒外圓的整體加工。制造成本低,而且保證加工質(zhì)量被廣泛使用。首先要確定扇形板與主軸在工作狀態(tài)的相對(duì)位置,從而確定扇形板外圓的定位位置。通過(guò)計(jì)算,算出主軸與中空軸的相對(duì)位置,也就確定了扇形板外圓的位置。然后要在機(jī)加工過(guò)程中對(duì)扇形板進(jìn)行固定,由于扇形板與主軸配合在徑向方向有配合間隙,在軸向方向還可移動(dòng),需對(duì)其加以固定。設(shè)計(jì)扇形板外側(cè)端加螺孔,然后用定位板 (一)加以緊固,而定位板 (一)又與主軸固定。內(nèi)側(cè)端利用扇形板的螺孔,與中空軸相聯(lián)以固定扇形板。主軸與中空軸通過(guò)另定位板 (二)加以固定,如圖2所示。
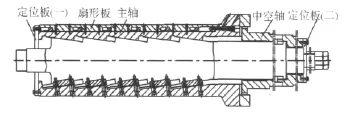
圖2 卷筒Fig.2 Coiler mandrel
(3)中空軸外圓與扇形板在組裝成一體后精加工,規(guī)定中空軸外圓留一定余量,與扇形板組裝成一體后一同精加工,便于整體校調(diào)方便,保證了同軸度,圓度要求。卷筒工藝路線如下。粗加工→熱處理→半精加工→消除應(yīng)力→半精加工→消除應(yīng)力→裝配→精車→氮化→裝配→精磨
3.3 改進(jìn)扇形板坯料形狀
(1)扇形板一般是由鍛件制作而成,如采用長(zhǎng)方體坯件,雖鍛造簡(jiǎn)單,但費(fèi)用、加工成本、加工周期加大,經(jīng)過(guò)探索實(shí)踐,改長(zhǎng)方體鍛件為圓筒鍛件從圓筒中截取扇形板坯料,并讓鍛件廠加工好內(nèi)孔、外圓,這樣既減少了坯料成本,又減少了粗加工外圓的工作量。
(2)扇形板兩側(cè)扇形斜面及斜面上的矩形槽,其加工裝夾困難,且不易加工,工作量大。如采用粗加工、半精加工、精加工,則加工工作量很大,生產(chǎn)周期也長(zhǎng)。后改進(jìn)工藝,在粗加工時(shí),規(guī)定以一端面為基準(zhǔn),四塊扇形板定位一致,一次加工扇形板兩側(cè)扇形斜面及斜面上矩形槽至圖紙要求,并在后續(xù)半精加工、精加工中,以此為定位基準(zhǔn),加工其它各面。精加工后,將扇形板兩側(cè)斜面及矩形槽拋光,使外形美觀,保證加工質(zhì)量,又大大縮短了加工周期,提高了生產(chǎn)效益。
4 結(jié)束語(yǔ)
由于設(shè)計(jì)了定位夾具,合理的加工工藝,使卷取機(jī)的四棱錐卷筒制造精度更上了一個(gè)臺(tái)階。保證了加工質(zhì)量,縮短了加工周期,提高了經(jīng)濟(jì)效益。上海力達(dá)重工制造有限公司制造的卷取機(jī)廣泛應(yīng)用在全國(guó)各地,由于使用性能良好,工作狀態(tài)穩(wěn)定,深受用戶的好評(píng),增加了企業(yè)的競(jìng)爭(zhēng)力。
[1]張萍.八棱錐卷取機(jī)的結(jié)構(gòu)分析 [J].重型機(jī)械,2012(1).
[2]文慶明,程志彥.軋鋼機(jī)械設(shè)備 [M].北京:人民郵電出版社,2006.
[3]喬順平,趙春禾.帶鋼重卷機(jī)組卷取機(jī)的糾編系統(tǒng) [J].重型機(jī)械,2012(4).
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
