側向槽粉末制品壓制成型工藝*
2013-12-03 04:27:20顧國軍
機械研究與應用 2013年6期
關鍵詞:產品
顧國軍
(南通國誼鍛壓機床有限公司,江蘇 南通 226511)
1 引 言
粉末制品成型液壓機進行環狀外圍具有側向槽產品時,以往陰模內壁設置臺階面,臺階向上直接放置一用于形成側向槽的浮動沖,這種結構在產品脫模時,陰模和芯棒下移,使得產品脫出陰模。人工取出產品后,需從產品上將浮動沖拆下,然后再把浮動沖放回陰模內,方可繼續進行下一輪壓制。這種壓制工藝,操作工人勞動強度大,壓制效率低,不利實現自動化生產。針對這一狀況,對側向槽產品的壓制成型工藝進行認真分析和研究,利用模架的陰模與浮動沖同步移粉的原理,將浮動沖安裝在浮動模板上,然后陰模推動浮動模板同步浮動壓制。成功解決側向槽產品的成型壓制工藝。
2 側向槽產品
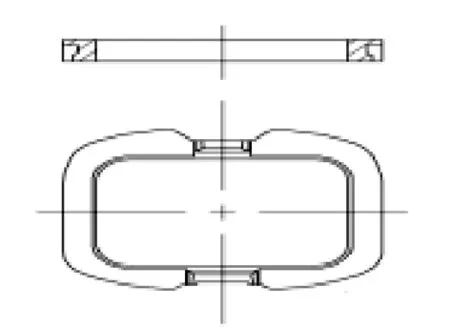
圖1 側向槽產品
如圖1所示,這個零件主要用于轎車的后視鏡支座,它的規格型號比較多。但有一個共同點,產品側向均有凹槽,此類產品以往都是采用進口件。另外,國內極少數廠家在陰模內裝有側向移動的抽條,產品成型時,密度很難保證。而且產品壓制過程中,由于側向移動的抽條上下加粉不均,陰模內側向移動的抽條受到剪應力的作用,容易損壞。為了克服此現象,利用陰模與浮動沖的同步移粉,將側向移動的抽條改為浮動沖安裝在浮動模板上,去除浮動模板下方的支撐塊,使浮動沖隨陰模同步浮動,浮動沖在陰模內中和帶不受任何剪應力,可成功壓制側向槽產品,YAN79Z-B型模架全自動干粉壓機獲得了2011年自主知識產權(專利號ZL 2011 2 0422030.3)。
3 模架結構示意圖[1-2]
圖2為模架結構示意圖。上模板安裝在液壓機滑塊下平面上,模架上模板通過四根導柱與陰模板實現定位與導向,上模板的下方裝有上沖墊塊。
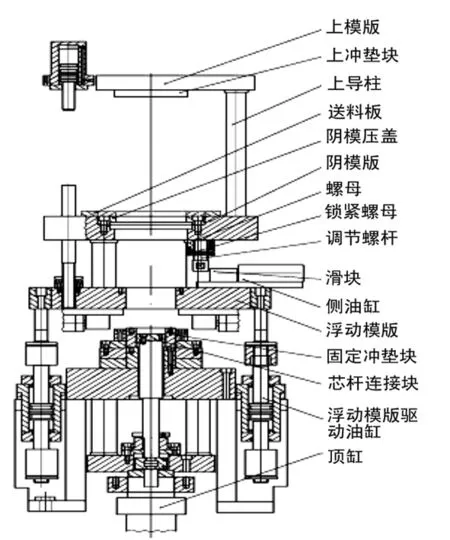
圖2 模架結構
陰模板、浮動模板和固定模板通過下拉桿與下模板相連,下模板與工作臺內的頂缸活塞桿相連,浮動模板與模架支座兩側的驅動油缸相連,浮動模板上方左右兩側對稱安裝有兩只側缸,陰模板下方兩側對稱安裝兩支調節螺桿。陰模板的上方裝有送粉的加料機構,頂缸活塞桿內設有中心缸,中心缸活塞桿通過連接塊與芯桿連接桿相連。
4 成型結構示意圖
在上模板下方安裝上沖,陰模板中心孔內安裝有陰模,浮動模板上安裝有浮動沖,固定模板上安裝有下沖,下沖中心孔內裝有芯棒,芯棒通過接桿連接在下中心缸上,如圖3所示。
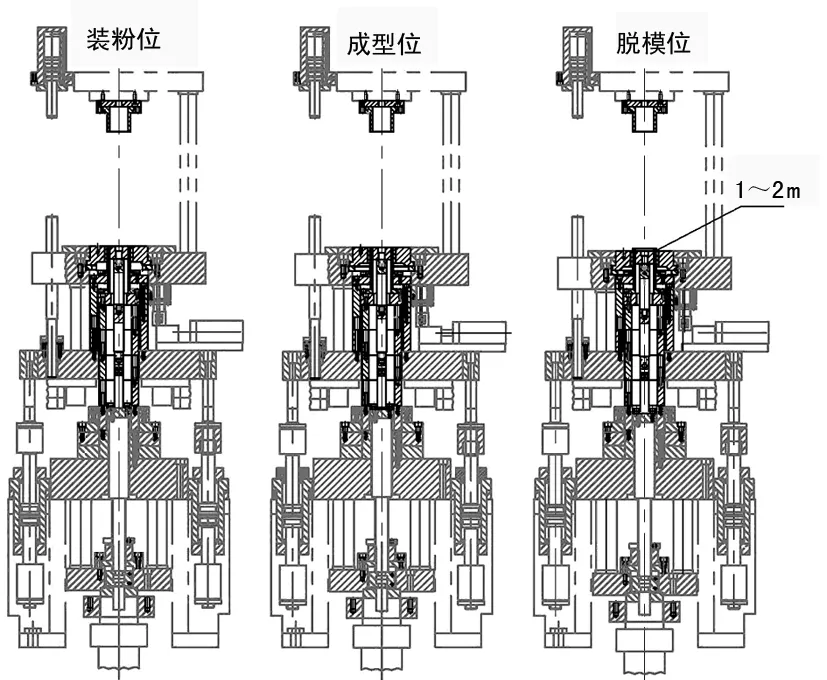
圖3 成型結構
裝粉時,由PLC系統控制液壓系統的電磁閥的動作, 控制頂出缸頂出, 由頂出缸驅動陰模板上升到一定高度,兩只側油缸前移,浮動板驅動油缸驅動
浮動模板上升到一定高度,然后送粉器前移使送粉器覆蓋在陰模孔上方進行振動加料。裝粉結束后,送粉器退回到后限位置。
壓制時, 由PLC系統控制液壓系統的電磁閥的動作,控制主缸向下運動,由主缸推動上沖下行,當上沖進入陰模時,PLC系統控制上沖與陰模按比例2∶1先浮動壓制,然后陰模向下浮動的同時,陰模板下方對稱的兩支調節螺桿頂住兩只側油缸前端的滑塊,使陰模與浮動沖同步浮動到壓制終了位置,從而實現了側向槽產品的成型。
脫模時,由PLC系統控制液壓系統的電磁閥的動作,控制主缸向上運動,使上沖回程到滑塊上限,然后兩只側油缸先退回到后限,頂出缸驅動陰模拉下,中心缸帶動連接桿將芯棒拉下,產品脫出陰模,最后浮動沖微升,使產品的下平面脫離下沖上平面, 由水平方向的推料塊推出產品。
5 結 語
側向槽產品在YAN79Z-B型模架全自動干粉成型液壓機壓制一年來,實踐證明側向槽產品的壓制工藝已成成熟。優點體現在:①浮動沖在陰模內中和帶不受剪切應力;②壓制時陰模與浮動沖同步浮動;③脫模時浮動沖微升,使產品與下沖脫離,然后順利推出產品。
參考文獻:
[1] 周作平,申小平.粉末冶金機械零件實用技術[M].北京:化學工業出版社,2005.6.
[2] 張華誠.粉末冶金實用工藝學[M].北京:冶金工業出版社,2004.
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14