CPR1000壓水堆核電廠磁粉檢測(cè)替代滲透檢測(cè)的可行性探討
2013-12-04 03:17:38彭志珍唐西明
無損檢測(cè) 2013年8期
彭志珍,唐西明,李 平
(1.蘇州熱工研究院有限公司深圳分公司,深圳 518124;2.中廣核檢測(cè)技術(shù)有限公司,蘇州 215004)
我國CPR1000系列機(jī)組在役檢查《壓水堆核電廠核島機(jī)械部件在役檢查規(guī)范》(RSE-M)是針對(duì)機(jī)組自身的特點(diǎn)而編制的,其對(duì)檢測(cè)對(duì)象、檢測(cè)周期和檢測(cè)方法都作了詳細(xì)的規(guī)定,幾近成為參考法國RCC系列規(guī)范設(shè)計(jì)制造的各種壓水堆核電廠核島承壓機(jī)械部件的在役檢查大綱匯總,具有很好的操作性[1]。
對(duì)于鐵磁性材料表面檢測(cè),磁粉檢測(cè)(MT)能夠檢查出表面/近表面、開口/非開口缺陷[2],滲透檢測(cè)(PT)只能檢查表面開口缺陷[3],且磁粉檢測(cè)的靈敏度高于滲透檢測(cè)[4]。CPR1000 壓水堆核電廠大量采用鐵磁性材料(碳鋼),但RSE-M 規(guī)范未體現(xiàn)MT 的技術(shù)優(yōu)勢(shì),僅要求蒸汽發(fā)生器二次側(cè)錐體下部焊縫和其他為數(shù)不多的部件采用MT,其他碳鋼部件表面檢查一概采用PT。筆者通過對(duì)比試驗(yàn),在確定的試驗(yàn)環(huán)境條件和參數(shù)下,探討用磁粉檢測(cè)替代滲透檢測(cè)的可行性。
1 試驗(yàn)方案
試驗(yàn)中,對(duì)同一工件分別采用磁粉檢測(cè)和滲透檢測(cè)進(jìn)行對(duì)比。具體工件為BOSS 焊縫、90°角焊縫、搭接焊縫以及小型部件(異形件)。
具體的試驗(yàn)條件及參數(shù)見表1。
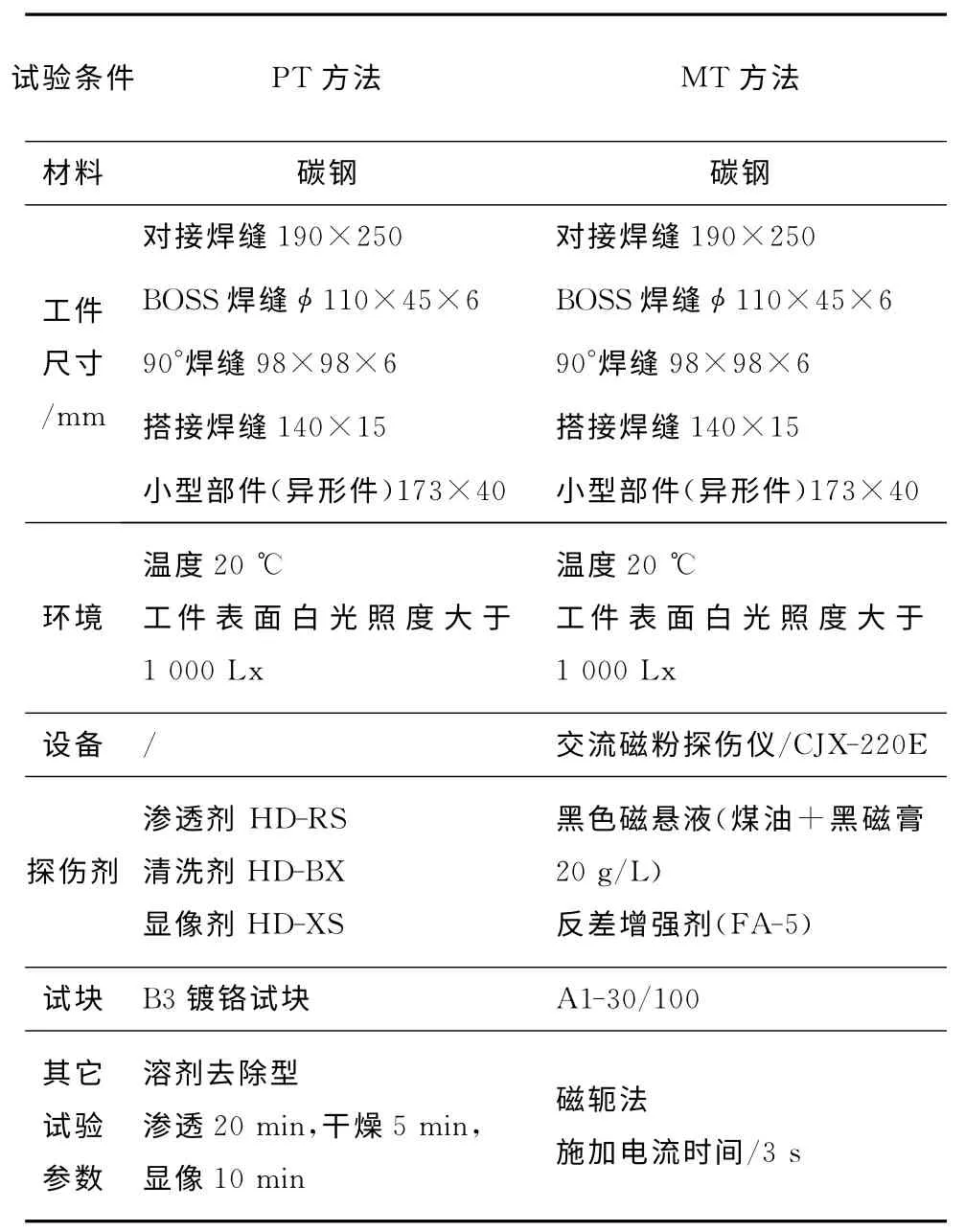
表1 試驗(yàn)條件和參數(shù)
2 試驗(yàn)結(jié)果與分析
在進(jìn)行滲透檢測(cè)之前,用B3 型試塊對(duì)滲透探傷工藝進(jìn)行了靈敏度校驗(yàn),試塊中三處裂紋顯示均符合靈敏度要求,如圖1所示。
圖1 B3型試塊PT 檢查靈敏度校驗(yàn)
在不同工件進(jìn)行磁粉檢測(cè)之前,先用A1-30/100試片對(duì)磁粉探傷工藝進(jìn)行靈敏度校驗(yàn),然后再進(jìn)行磁粉檢測(cè)。
試驗(yàn)步驟:先進(jìn)行PT檢測(cè),再進(jìn)行MT 檢測(cè),缺陷顯示記錄如下,PT 檢查對(duì)接焊縫、BOSS焊縫、90°角焊縫、搭接焊縫和小型部件(異形件)缺陷顯示較模糊,而MT 檢查這些焊縫缺陷則全部明顯顯示。
圖2~圖6為不同工件MT 與PT 檢測(cè)結(jié)果對(duì)比,缺陷已經(jīng)用圓圈標(biāo)記出。
2.1 對(duì)接焊縫
圖2(a)顯示,PT 檢測(cè)結(jié)果只有很細(xì)微的一個(gè)顯示,右上角的顯示是由于焊縫咬邊比較深,滲透劑無法完全清洗干凈;而圖2(b)可以看出,MT 檢測(cè)可以檢出三處很明顯的線性顯示。
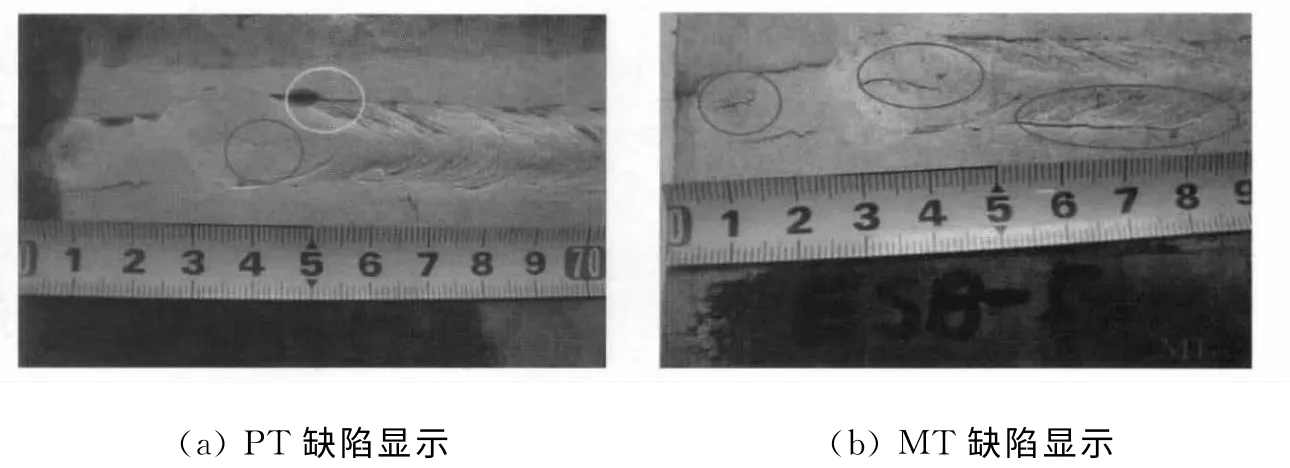
圖2 對(duì)接焊縫PT 和MT 檢測(cè)結(jié)果對(duì)比試驗(yàn)
2.2 BOSS焊縫
圖3(a)顯示,PT 檢測(cè)結(jié)果只能觀察出點(diǎn)狀不連續(xù)缺陷2處,并很難判斷出缺陷是裂紋;圖3(b)顯示,MT 檢測(cè)結(jié)果顯示明顯2處裂紋缺陷。
2.3 90°角焊縫
圖4(a)顯示,PT 檢測(cè)檢查出只有約5 mm 左右的線性缺陷;圖4(b)顯示,MT 檢測(cè)約20mm 的危害性缺陷裂紋。
2.4 搭接焊縫
圖5(a)顯示,PT 只檢測(cè)出縱向的幾條細(xì)微裂紋;圖5(b)顯示,MT 不僅縱向的細(xì)微裂紋,也檢測(cè)出了橫向的裂紋。
2.5 小型部件(異形件)
圖6(a)顯示,PT 檢測(cè)結(jié)果極其不明顯,只有很微弱一條線性顯示;圖6(b)顯示,MT 則非常清晰的檢測(cè)出缺陷,且比PT檢測(cè)顯示在長度上有所延長。
3 其他可能影響替代的因素
3.1 表面要求
在進(jìn)行PT 和MT 檢測(cè)之前,都要求對(duì)被檢工件的表面進(jìn)行處理,以達(dá)到檢查要求。一般地,壓水堆核電廠規(guī)定:滲透檢測(cè)時(shí),被檢工件機(jī)加工表面粗糙度Ra不大于12.5μm,而非機(jī)加工表面的粗糙度可適當(dāng)放寬,但不得影響檢驗(yàn)結(jié)果;磁粉檢測(cè)時(shí),被檢工件表面粗糙度Ra不大于25μm。如果被檢工件表面殘留有涂層,當(dāng)涂層厚度均勻不超過0.05mm,且不影響檢測(cè)結(jié)果時(shí),經(jīng)合同各方同意,可以帶涂層進(jìn)行磁粉檢測(cè)[5]。
因此,MT 檢測(cè)比PT 檢測(cè)對(duì)被檢工件表面的要求相對(duì)更加寬松。
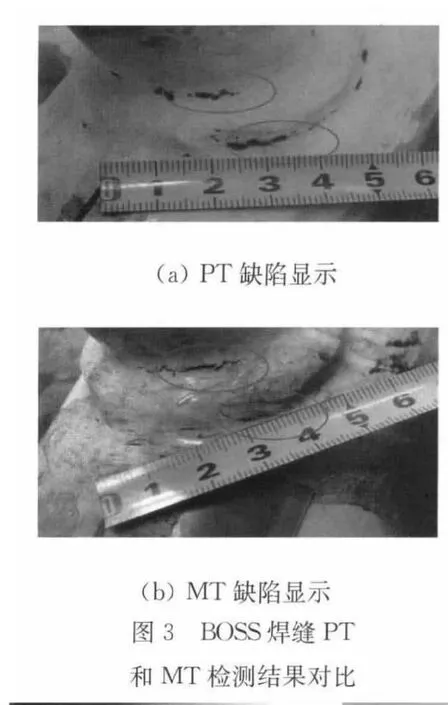
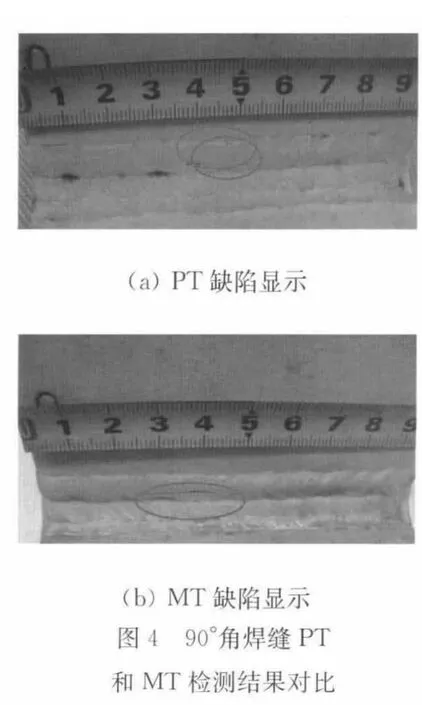
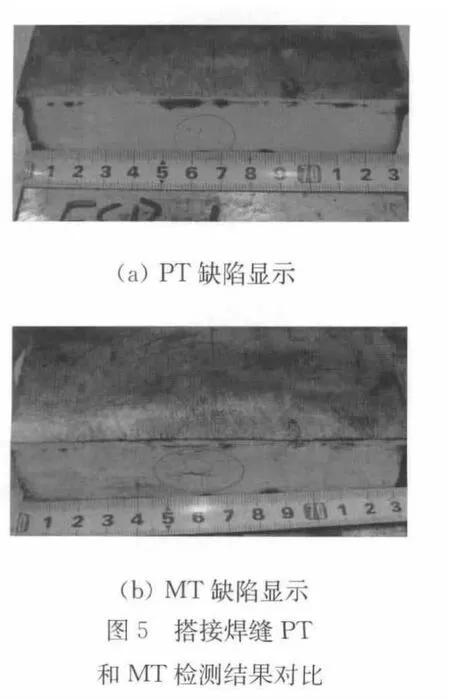
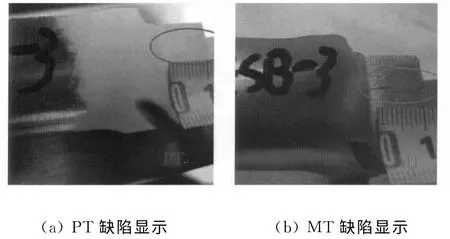
圖6 異形件PT 和MT 檢測(cè)結(jié)果對(duì)比
3.2 對(duì)檢測(cè)后殘留物的要求
為了盡量減小滲透對(duì)受檢對(duì)象產(chǎn)生不良影響,核電廠一般要求滲透劑的鹵(氟、氯)化物和硫化物的最大含量均不大于0.02%。
如果使用MT 檢測(cè)替代PT 檢測(cè),也必須將MT 檢測(cè)對(duì)被檢工件的影響控制到最小。因此,磁粉檢驗(yàn)結(jié)束后,要求對(duì)工件進(jìn)行清理,對(duì)不容許存在剩磁的工件做退磁處理,剩磁應(yīng)不大于0.3mT,或按相關(guān)技術(shù)條件規(guī)定[5]。
4 結(jié)論
(1)滲透檢測(cè)相對(duì)磁粉檢測(cè)操作時(shí)間要更長,且只能檢測(cè)表面開口缺陷。
(2)磁粉檢測(cè)較滲透檢測(cè)更能夠較完整地顯示缺陷的形貌,且顯示不擴(kuò)散。
(3)磁粉檢測(cè)的靈敏度、缺陷檢出率高于滲透檢測(cè)。
對(duì)于CPR1000壓水堆核電廠鐵磁材料工件,尤其是在用承壓設(shè)備,如在制造時(shí)采用高強(qiáng)度鋼以及對(duì)裂紋敏感的材料,或是長期工作在腐蝕介質(zhì)環(huán)境下,有可能產(chǎn)生應(yīng)力腐蝕裂紋的場(chǎng)合,磁粉檢測(cè)技術(shù)替代滲透檢測(cè)技術(shù)是可行和可靠的。
[1] 謝杰,李平,彭志珍.CPR1000壓水堆核電站在役檢查用無損檢測(cè)方法的優(yōu)化[C]//中國電機(jī)工程學(xué)會(huì)年會(huì)論文集.貴州:[s.n],2011.
[2] 宋志哲.磁粉檢測(cè)[M].北京:中國勞動(dòng)社會(huì)保障出版社,2007.
[3] 胡學(xué)知.滲透檢測(cè)[M].北京:中國勞動(dòng)社會(huì)保障出版社,2007.
[4] 魏鵬宇.鐵磁性容器的滲透與磁粉檢測(cè)方法比較[J].無損檢測(cè),2009,31(5):415-416.
[5] JB/T 4730-2005 承壓設(shè)備無損檢測(cè)[S].
猜你喜歡
設(shè)備管理與維修(2022年21期)2022-12-28 07:34:58
設(shè)備管理與維修(2022年21期)2022-12-28 07:33:36
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中國特種設(shè)備安全(2022年1期)2022-04-26 14:15:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中國核電(2017年1期)2017-05-17 06:10:11
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
