數控機床滾珠絲杠副調整維修
2013-12-04 01:50:00曲海波
設備管理與維修 2013年12期
曲海波
威海市技術學院工業技術系 山東威海市
數控機床進給傳動系統的任務是實現執行機構(刀架、工作臺等)的運動。大部分數控機床的進給系統是由伺服電機經過聯軸器與滾珠絲杠直接相連,然后由滾珠絲杠螺母副驅動工作臺運動,其機械結構比較簡單,滾珠絲杠螺母副,是直線運動與回轉運動能相互轉換的傳動裝置。
一、滾珠絲杠副結構與工作原理
1.滾珠絲杠副的結構、原理
滾珠絲杠螺母副結構與原理見圖1。在絲杠和螺母間裝有滾珠作為中間元件,絲杠和螺母上都有半圓弧形的螺旋槽,套裝在一起時便形成了滾珠的螺旋滾道。螺母上有滾珠回路管道,將幾圈螺旋滾道的兩端連接起來構成封閉的循環滾道,并在滾道內裝滿滾珠。當絲杠旋轉時,滾珠在滾道內沿滾道循環轉動即自轉,迫使螺母(或絲杠)軸向移動。

圖1 滾珠絲杠螺母副的結構原理
2.滾珠絲杠螺母副的循環方式
常用的循環方式有兩種:滾珠在循環過程中有時與絲杠脫離接觸的稱為外循環;始終與絲杠保持接觸的稱內循環。
(1)外循環。圖2所示為常用的一種外循環方式,這種結構是在螺母體上軸向相隔數個半導程處鉆兩個孔與螺旋槽相切,作為滾珠的進口與出口。再在螺母的外表面上銑出回珠槽并溝通兩孔。另外在螺母內進出口處各裝一個擋珠器,并在螺母外表面裝一個套筒,這樣構成封閉的循環滾道。外循環結構制造工藝簡單,使用較廣泛。缺點是滾道接縫處很難做得平滑,影響滾珠滾動的平穩性,甚至發生卡珠現象,噪聲也較大。

圖2 外循環滾珠絲杠
(2)內循環。內循環均采用反向器實現滾珠循環,反向器有兩種型式。如圖3a所示為圓柱凸鍵反向器,反向器的圓柱部分嵌入螺母內,端部開有反向槽。反向槽靠圓柱外圓面及其上端的凸鍵定位,以保證對準螺紋滾道方向。圖3b為扁圓鑲塊反向器,反向器為一半圓頭平鍵形鑲塊,鑲塊嵌入螺母的切槽中,其端部開有反向槽,用鑲塊的外廓定位。兩種反向器比較,后者尺寸較小,從而減小了螺母的徑向尺寸及縮短了軸向尺寸。但這種反向器的外廓和螺母上的切槽尺寸精度要求較高。
二、滾珠絲杠副的安裝

圖3 內循環滾珠絲杠
數控機床的進給系統要獲得較高的傳動剛度,除了加強滾珠絲杠螺母本身的剛度之外,滾珠絲杠正確的安裝及其支承的結構剛度也是不可忽視的因素。螺母座及支承座都應具有足夠的剛度和精度。通常都適當加大和機床結合部件的接觸面積,以提高螺母座的局部剛度和接觸剛度,新設計的機床在工藝條件允許時,常常把螺母座或支承座與機床本體做成整體來增大剛度。滾珠絲杠副的安裝方式通常有以下幾種。
1.雙推——自由方式
如圖4a所示。絲杠一端固定,另一端自由。固定端軸承同時承受軸向力和徑向力。這種支承方式用于行程小的短絲杠。
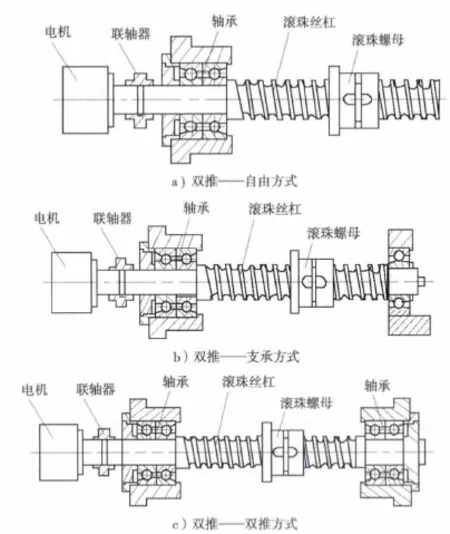
圖4 滾珠絲杠副的安裝方式
2.雙推——支承方式
如圖4b所示。絲杠一端固定,另一端支承。固定端同時承受軸向力和徑向力,支承端只承受徑向力,而且能作微量軸向浮動,可以減少或避免因絲杠自重而出現的彎曲,同時絲杠熱變形可以自由地向一端伸長。
3.雙推——雙推方式
如圖4c所示。絲杠兩端均固定,固定端軸承可以同時承受軸向力,這種支承方式,可以對絲杠施加適當的預緊力,提高絲杠支承剛度,可以部分補償絲杠的熱變形。
三、滾珠絲杠螺母副的調整、維護
為保證滾珠絲杠反向傳動精度和軸向剛度,必須消除滾珠絲杠螺母副軸向間隙。消除間隙的方法常采用雙螺母結構,利用兩個螺母的相對軸向位移,使兩個滾珠螺母中的滾珠分別貼緊在螺旋滾道的兩個相反的側面上,用這種方法預緊消除軸向間隙時,應注意預緊力不宜過大(小于1/3最大軸向載荷),預緊力過大會使空載力矩增加,從而降低傳動效率,縮短使用壽命。
1.滾珠絲杠副消除間隙方法
(1)墊片調隙式。如圖5所示,調整墊片厚度使左右兩螺母產生軸向位移,即可消除間隙和產生預緊力。這種方法結構簡單剛性好,但調整不便,滾道有磨損時不能隨時消除間隙和進行預緊。
(2)螺紋調整式。如圖6所示,螺母的一端有凸緣,螺母外端制有螺紋,調整時只要旋動圓螺母,即可消除軸向間隙并可達到產生預緊力的目的。
(3)齒差調隙式。如圖7所示。在兩個螺母的凸緣上各制有圓柱外齒輪,分別與固緊在套筒兩端的內齒圈相嚙合,其齒數分別為Z1和Z2,并相差一個齒。調整時,先取下內齒圈,讓兩個螺母相對于套筒同方向都轉動一個齒,然后再插入內齒圈,則兩個螺母便產生相對角位移,其軸向位移量 S=(1/Z1-1/Z2)Pn。例如,Z1=80,Z2=81,滾珠絲杠的導程Pn=6mm時,S=6/6480≈0.001mm,這種調整方法能精確調整預緊量,調整方便、可靠、但結構尺寸較大,多用于高精度的傳動。
(4)單螺母變位螺距預加負荷消隙。如圖8所示。它是在滾珠螺母體內的兩列循環珠鏈之問,使內螺母滾道在軸向產生一個ΔL0的螺距突變量,從而使兩列滾珠在軸向錯位實現預緊。這種調隙方法結構簡單,但負荷量須預先設定且不能改變。
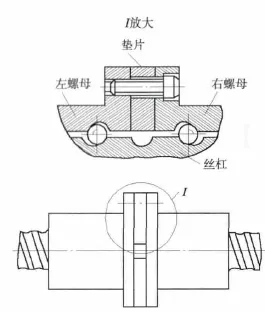
圖5 墊片調隙式

圖6 螺紋調整式的滾珠絲杠螺母副
(5)單螺母螺釘預緊。如圖9所示,螺母的專業生產工作完成精磨之后,沿徑向開一薄槽,通過內六角調整螺釘實現間隙的調整和預緊。該專利技術成功地解決了開槽后滾珠在螺母中良好的通過性。單螺母結構不僅具有很好的性能價格比,而且間隙的調整和預緊極為方便。
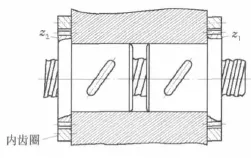
圖7 齒差調隙式

圖8 單螺母變螺距預加負荷
2.滾珠絲杠副的防護及潤滑

圖9 單螺母螺釘預緊
(1)滾珠絲杠副的防護。滾珠絲杠副和其他滾動摩擦的傳動器件一樣,應避免硬質灰塵或切屑污物進入,因此必須裝有防護裝置。如果滾珠絲杠副在機床上外露,則應采用封閉的防護罩,如采用螺旋彈簧鋼帶套管、伸縮套管以及折疊式套管等。安裝時將防護罩的一端連接在滾珠螺母的側面,另一端固定在滾珠絲杠的支承座上。如果滾珠絲杠副處于隱蔽的位置,則可采用密封圈防護,密封圈裝在螺母的兩端。接觸式的彈性密封圈采用耐油橡膠或尼龍制成,其內孔做成與絲杠螺紋滾道相配的形狀;接觸式密封圈的防塵效果好,但由于存在接觸壓力,使摩擦力矩略有增加。非接觸式密封圈又稱迷宮式密封圈,它采用硬質塑料制成,其內孔與絲杠螺紋滾道的形狀相反,并稍有間隙,這樣可避免摩擦力矩,但是防塵效果差。工作中應避免碰擊防護裝置,防護裝置一有損壞應及時更換。
(2)滾珠絲杠副的潤滑。潤滑劑可提高耐磨性及傳動效率。潤滑脂可分為潤滑油和潤滑脂兩大類。潤滑油一般為全損耗系統用油;潤滑脂可采用鋰基潤滑脂。潤滑脂一般加在螺紋滾道和安裝螺母的殼體空間內,而潤滑油則經過殼體上的油孔注入螺母的空間內。每半年對滾珠絲杠上的潤滑脂更換一次,清洗絲杠上的舊潤滑脂,涂上新的潤滑脂。用潤滑油潤滑的滾珠絲杠副,可在每次機床工作前加油一次。
(3)支承軸承的定期檢查。應定期檢查絲杠支承與床身的連接是否有松動以及支承軸承是否損壞等。如有以上問題,要及時緊固松動部件并更換支承軸承。
四、滾珠絲杠副的常見故障及排除方法
1.滾珠絲杠副常見故障及排除方法
(1)加工件粗糙值高。導軌的潤滑油不足夠,致使溜板爬行伺服電動機未調整好,增益過大絲杠軸承損壞,運動不平穩滾珠絲杠有局部拉毛或研損。加潤滑油,排除潤滑故障,調整伺服電機控制系統,更換損壞軸承,更換或修理絲杠。
(2)反向誤差大,加工精度不穩定。絲杠軸聯軸器錐套松動絲杠軸滑板配合壓板過緊或過松絲杠軸滑板配合楔鐵過緊或過松滾珠絲杠預緊力過緊或過松滾珠絲杠螺母端面與結合面不垂直,結合過松絲杠支座軸承預緊力過緊或過松其他機械干涉潤滑油不足或沒有滾珠絲杠制造誤差大或軸向竄動。重新緊固并用百分表反復測試,重新調整或修研,用O.03mm塞尺塞不入為合格,重新調整或修研,使接觸率達70%以上,用0.03mm塞尺塞不入為合格,排除干涉部位,修理、調整或加墊處理,修理調整,用控制系統自動補償功能消除間隙,用儀器測量并調整絲杠竄動,調節至各導軌面均有潤滑油,調整預緊力。檢查軸向竄動值,使其誤差≤0.015mm。
(3)滾珠絲杠在運轉中轉矩過大。二滑板配合壓板過緊或研損滾珠絲杠螺母反向器損壞,滾珠絲杠卡死或軸端螺母預緊力過大絲杠研損伺服電動機與滾珠絲杠聯結不同軸無潤滑油伺服電動機過熱報警超程開關失靈造成機械故障。重新調整或修研壓板,使0.04mm塞尺塞不入為合格,修復或更換絲杠并精心調整,更換,調整同軸度并緊固連接座,調整潤滑油路,檢查故障并排除。
(4)絲杠螺母潤滑不良。分油器是否分油,油管是否堵塞。清除污物使油管暢通檢查定量分油器。
(5)滾珠絲杠副噪聲。滾珠絲杠軸承壓蓋壓合不良,滾珠絲杠潤滑不良,絲杠支承軸承可能破損電動機與絲杠聯軸器松動,滾珠產生破損。調整壓蓋,使其壓緊軸承,檢查分油器和油路,使潤滑油充足,更換滾珠,如軸承破損更換新軸承,擰緊連軸器鎖緊螺釘。
(6)滾珠絲杠不靈活。絲杠彎曲變形軸向預加載荷太大絲杠與導軌不平行螺母軸線與導軌不平行。
(7)滾珠絲杠副傳動狀況不良。用潤滑脂潤滑的絲杠需要移動工作臺取下套罩,涂上潤滑脂滾珠絲杠副潤滑狀況不良。
2.滾珠絲杠副維修實例
(1)跟蹤誤差過大報警。XK713加工過程中,X軸出現跟蹤誤差過大報警。該機床采用閉環控制系統,伺服電機與絲杠采用直聯的連結方式。在檢查系統控制參數無誤后,拆開電機防護罩,在電機伺服帶電的情況下,用手擰動絲杠,發現絲杠與電機有相對位移,可以判斷是由于電機與絲杠連接的脹緊套松動所致,緊定緊固螺釘后,故障消除。
(2)位移中產生機械抖動。CK6136車床在Z向移動時有明顯的機械抖動。該機床在Z向移動時,明顯感受到機械抖動,在檢查系統參數無誤后,將Z軸電機卸下,單獨轉動電機,電機運行平穩。用扳手轉動絲杠,振動手感明顯。拆下Z軸絲杠防護罩,發現絲杠上有很多小鐵屑及污物,初步判斷為絲杠故障引起的機械抖動。拆下滾珠絲杠副,打開絲杠螺母,發現螺母反向器內也有很多小鐵屑及污物,造成鋼球運轉流動不暢,時有阻滯現象。用汽油認真清洗,清除雜物,重新安裝,調整好間隙,故障排除。
五、小結
數控機床進給系統中的機械傳動裝置和器件具有高壽命、高剛度、無間隙、高靈敏度和低噪聲。數控機床的進給運動鏈中,采用絲杠螺母副較普遍。在日常維護中要經常檢查潤滑狀況,機械精度每年檢測調整一次,新機床可兩年檢測調整一次,以確保機床的加工精度。 W13.12-11