成組技術在零件分類編碼中的應用
2013-12-10 03:51:00袁維
裝備制造技術 2013年6期
袁 維
(湖北新冶鋼機制事業部,湖北 黃石435000)
目前在我國機械制造業中普遍的生產特點為:產品項目多、批量小、數量少,生產準備工作量大、計劃性差、各車間通用設備比較多,產品制造過程復雜,很多產品的制作過程涉及到幾個生產車間,生產周期相對比較長,對用戶需求變化的反應也較慢,生產效率低及不利于生產的協調計劃、組織管理等。為了提高工藝文件的品質,減少工藝人員的重復勞動,實現工藝文件標準化和管理上的合理化,我們可以運用成組技術的原理和方法,對加工零件進行分類編碼。
1 成組技術的基本原理
所謂成組技術,就是用科學的方法將企業生產的多種產品、部(組)件和零件,按照特定的相似性準則(分類系統)分類歸組,并按零件族的工藝要求配備相應的工裝設備,采用適當的布置形式組織成組加工,從而實現產品設計、生產準備、工藝制造和生產管理的合理化和科學化,以達到擴大生產的目的。其基本原理如圖1所示。
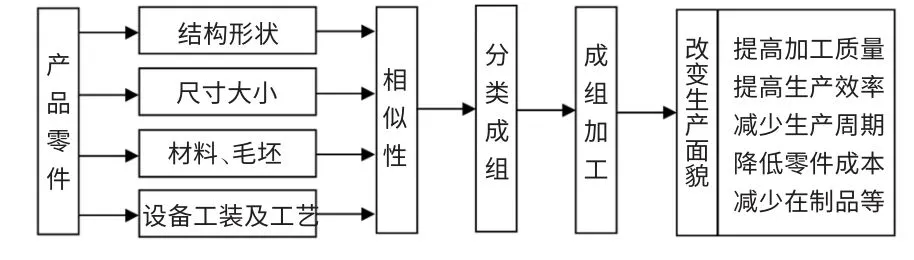
圖1 成組技術的基本原理
2 零件分類編碼方法
零件分類編組的目的是減少零件品種和形成零件組。本文探討的分類編號是在我國JLBM-1分類編碼系統的基礎上,根據具體情況來編制零件編碼的。整個零件編碼由15位數組成,其基本結構如表1所示。
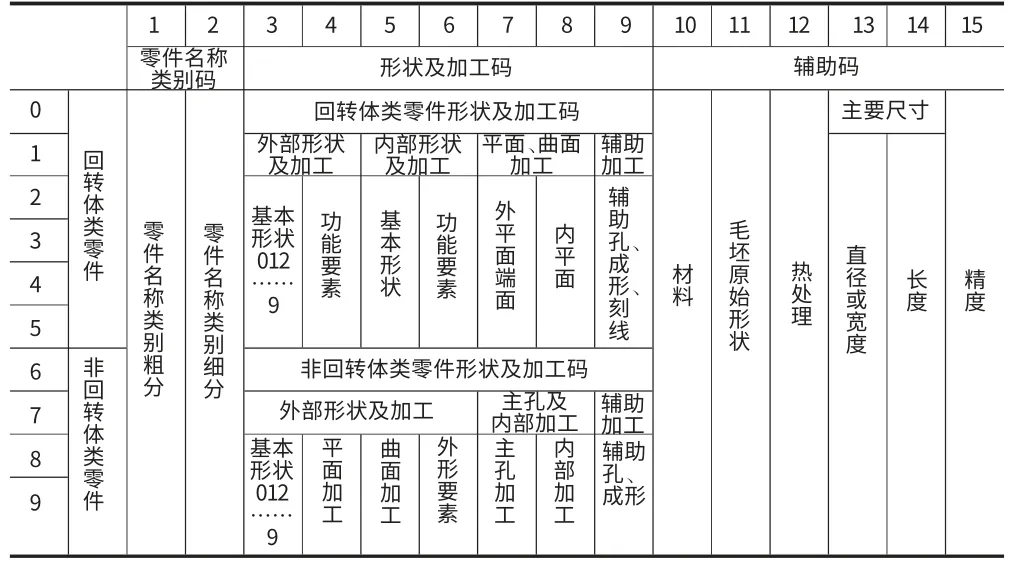
表1 分類編碼系統的基本結構
系統的一、二碼位表示零件的名稱類別,采用零件的功能和名稱作為標志以便于檢索。但由于零件的名稱極不統一,同名的零件可能其結構形狀截然不同,不同名的零件卻可能有相似的結構形狀,因此為防止混亂,在分類前必須先對零件名稱進行標準化和統一。系統名稱類別分類表第三~九碼位是性狀及加工碼,分別表示回轉體零件和非回轉體零件的外部形狀、內部形狀、平面、孔及其加工與輔助加工的種類。十~十五碼位是輔助碼,表示零件的材料、毛坯、熱處理、主要尺寸和精度的特征。精度碼規定了低精度、中等精度、高精度和超高精度四個檔次。在中等精度和高精度兩個檔次中,再按有精度要求的不同加工表面而細分為幾個類型,以不同的特征碼來表示。
在按某些相似特征將零件分類時,應注意兩個方面:
(1)相似性標準不能太高,要求過嚴,以致使零件不易匯集成組。這樣會導致不重要的特征差別掩蓋了實際存在著的、并可利用的相似性。
(2)相似性標準不能太低,過于粗略,以至于歸屬于同一組的零件種數太多,使組內零件間差異性太大,從而不能很好地利用零件的相似性。
傳統的手工編碼,即由人根據系統的編碼準則,對照零件圖及其加工工藝,編出零件的相關代碼。這種方法速度慢,特別是碼位較多時,編碼工作量大,人工難以承受,且編碼出錯的比率也較高。因此目前,采用計算機輔助編碼系統軟件用人機對話的方式對零件進行自動編碼,這樣可以節省人力,加快速度,并且可以大大降低編碼出錯的比率。零件分類編碼系統流程如圖2所示。程序設有兩個數據文件,分別存儲零件族特征矩陣和待分類零件的編碼(識別碼和分類碼)。分類步驟為:先取一個零件族特征矩陣,令其與所有的待分類零件逐個相匹配,凡是與其相匹配的皆歸屬于該零件族,照此循環直至所有零件族特征矩陣依次與待分類的各零件皆進行過匹配為止。
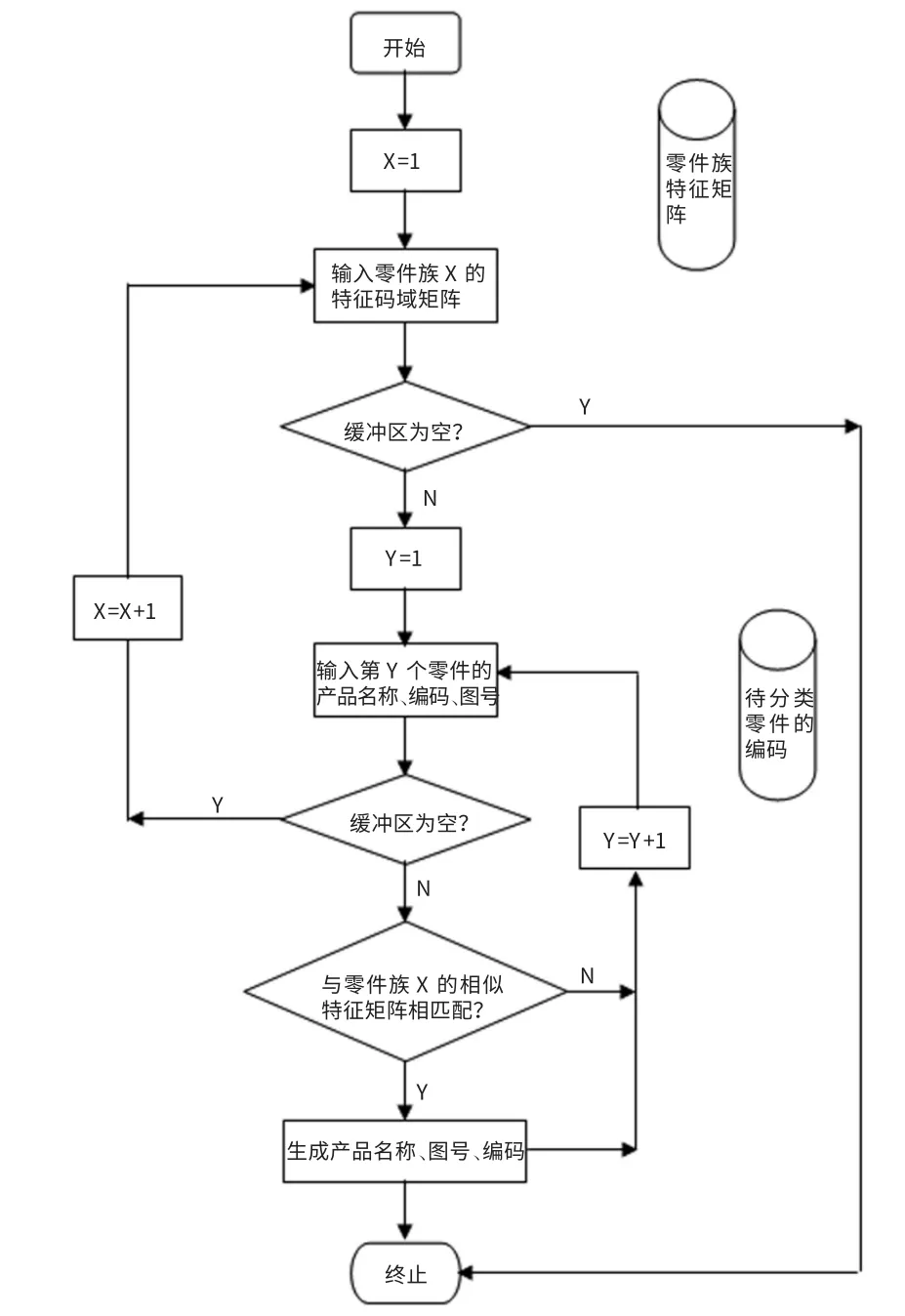
圖2 零件分類編碼系統流程圖
3 零件分類編碼的作用
采用成組技術將零件進行分類編碼,并非只對零件的分類分組有用,其主要功能還在于能搜集和檢索有關零件從設計、工藝到生產的各種信息。
(1)利用零件分類編碼結果得出企業的零件頻譜,通過對企業的產品分類編碼匯總,統計出其中每個碼位上的各個代碼出現的頻率,可得出企業產品零件總體在每個結構—工藝特征上的統計分布,這些統計分布便構成企業的產品零件頻譜,集中反映了這個企業在產品設計、制造工藝和生產等方面的基本數據,是企業據以進行生產合理化和制訂技術改造方針的重要原始資料。
(2)零件分類編碼的結果是實現設計—工藝標準化的基礎,通過分類編碼,能匯集出相似結構—工藝的零件組,為實現相似零件的結構標準化、通用化和系列化,以及為制造相似零件所用的工藝規程及其工藝裝備的標準化、專業化、自動化奠定了基礎,有利于高效、優質、低成本地開發新產品。
(3)零件分類編碼的結果提供了有效的檢索手段,利用分類編碼結果,按類組整理已有的有關零件的各種技術和生產方面的資料,然后便可按零件的分類碼進行檢索提取,可大大節約不必要的重復勞動,充分做到物盡其用,有利于提高企業的經濟效益。
(4)零件分類編碼系統的推廣應用有利于實現專業化生產,如果零件分類編碼系統的應用延伸到整個行業,乃至整個部門,則能從行業的或部門的產品中找出更多的結構—工藝相似的零部件來,組織成先進的按零部件專業化的集中生產,以克服將相似零部件按產品專業化生產的弊病。
(5)零件分類編碼系統的應用有助于生產信息管理和使用的合理化,借助計算機進行零件信息管理,使零件歸并成類,大大壓縮同類零件的重復信息的儲存容量,便于零件信息的檢索和存取,實現零件信息的條理化和系統化。
4 結束語
利用成組技術進行零件分類編碼,力求滿足行業中各種不同產品零件的分類之用,但是由于機械產品小如精密儀表,大至重型機械,產品零件的品種范圍極廣,所以想要用一個產品零件編碼系統包羅萬象,那是不大可能的。為此,系統中的形狀加工環節完全可以由企業根據各自產品零件的結構—工藝特征自行設計安排,而零件功能—名稱、材料種類與毛坯類型、熱處理、主要尺寸、精度等環節則應該成為JLBM-1系統的基本組成部分。做好這部分的統一工作,使之具有通用性,不僅是提高企業生產效率和經濟效益,進而是提高企業競爭力的有效措施,對提高機械工業的制造技術水平和振興我國機械工業也將有著極其重要的作用。
[1]許香穗,蔡建國.成組技術[M].北京:機械工業出版社,2000.
猜你喜歡
數學小靈通(1-2年級)(2021年4期)2021-06-09 06:25:56
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年10期)2019-06-03 10:12:04
中學生數理化·七年級數學人教版(2019年4期)2019-05-20 10:06:32
中學生數理化·七年級數學人教版(2018年6期)2018-06-26 08:36:06
初中生世界·七年級(2017年9期)2017-10-13 22:27:46
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
銅業工程(2015年4期)2015-12-29 02:48:39
