無軟片凹印制版電子雕刻機控制原理的研究
2013-12-14 09:05:52董望成周照耀劉亮秦學鋒
機床與液壓 2013年17期
董望成,周照耀,劉亮,秦學鋒
(1. 華南理工大學機械與汽車工程學院,廣東廣州510640;2. 東莞東運機械制造有限公司,廣東東莞523563)
印版的圖文著墨部分凹陷下去,低于印版平面,這種印刷工藝稱為凹版印刷,它與膠印、凸印和柔印組成四大印刷工藝體系,具有承印材料廣泛、承印幅面寬、印品質量好、印刷圖案鮮艷、層次豐富和印刷速度快等獨特優勢,具有廣闊的市場前景[1]。
凹版印刷采用直接印刷方式,墨層厚實,印品有凹凸感,質感強,層次豐富,適合于印刷郵票、有價證券、煙盒,而且是塑料印刷的主要方式[2]。
所謂無軟片雕刻[3],就是用計算機圖文數據來代替電子雕刻的掃描原稿即分色軟片,利用計算機將圖文數據通過接口傳入雕刻機進行雕刻的方法。
采用無軟片雕刻工藝后,降低了顯影、拷貝、軟片等制版成本,同時也省去了軟片記錄、顯影、拷貝、雕刻掃描等工藝,避免了中間誤差對凹印制版的影響,而且可以降低制版成本。為此,無軟片雕刻工藝越來越受到凹印制版廠的重視。
隨著近年來彩色桌面系統及分高端聯網系統的迅猛發展,凹印制版領域在考慮改進傳統電子分色工藝的同時,也考慮到了同時實現無軟片雕刻工藝的問題[4]。文中基于這種需求,為了提高凹版制版的速度和質量,降低制版的成本,深入分析現有研究[5-8]的不足,研究適用于無軟片式電子雕刻系統的網穴深度控制模型,并將模型應用于無軟片凹印制版高速電子雕刻機進行實驗驗證。
1 無軟片凹印雕刻系統描述
凹印制版雕刻技術是直接將數字化的圖文信息通過光電轉換和電磁轉換變成雕刻頭機械運動的過程,從而傳遞到板材上制作成印版滾筒[3]。
傳統電子雕刻的工藝流程如圖1 所示。

圖1 傳統有軟片電子雕刻工藝流程
無軟片凹印制版雕刻的工藝流程如圖2 所示。

圖2 無軟片電子雕刻工藝流程
如圖3 所示,凹版電子雕刻控制系統是由圖像處理系統、雕刻控制系統、運動控制器、雕刻執行系統四部分組成[4]。

圖3 凹印制版雕刻系統結構示意圖
凹印拼版系統負責將畫稿文件(PS,EPS,Tiff,PDF 等)進行RIP 解析,根據客戶的工藝要求,設定工藝參數,然后在設定的版輥軸長和周長的幅面上進行拼版輸出雕刻文件。
雕刻軟件系統在導入雕刻文件后,將圖像數據通過接口寫入運動控制器,并根據圖像尺寸和滾筒周長以及工藝要求計算產生雕刻參數傳遞給運動控制端,此外軟件系統還負責人機交互,提供鍵盤輸入端和顯示輸出端,并配備有雕刻網點測量輸出功能以檢驗雕刻結果。
運動控制器是雕刻控制的重要組成,它將大容量的圖像文件寫入存儲芯片來實現高速無縫傳輸,并通過雕刻參數產生脈沖和方向信號來驅動伺服電機控制進給系統以實現多軸聯動。
在執行機構中,雕刻系統的滾筒旋轉采用伺服電機驅動和帶齒皮帶傳動的方式,雕刻頭的橫向運動采用伺服電機驅動和滾珠絲杠傳動的方式,雕刻頭的軸向運動采用直線電機驅動和絲杠傳動的方式。此外,在凹印版輥的末端安裝有高精度的旋轉編碼器,利用編碼器的反饋信號經過鎖相環的倍頻和整形來實現圖像數據的同步控制,從而實現圖像信息的版輥重現。
2 無軟片電子雕刻機控制原理
2.1 雕刻機電機速度控制
無軟片電子雕刻機[8]在雕刻時凹印滾筒以勻速旋轉,由于滾筒的圓周速度和雕刻頭的雕刻頻率都是勻速的,故形成的網穴間距在圓周方向上也是相等的,相鄰兩排網點相位差為180°,恰好交錯半個網點,并且橫向雕刻重復長度與滾筒每轉1 周雕刻頭在滾筒軸上水平移動的距離相等。
根據系統運動的關系[9],若雕刻頭的震蕩頻率為f,即雕刻一個網點的時間t =1/f,雕刻頭振動一次,即雕刻頭雕刻出一個網點時,滾筒旋轉過的弧長。若滾筒的外徑為R,則滾筒旋轉過的角度為φz,由此可知滾筒的角速度ωz為

其中:α 為網穴角度,d 為網穴在網線方向的分布寬度,L 為沿網線方向的網線數。
根據運動關系[9],滾筒的角速度為ωz,可設定滾筒旋轉一周的時間為t'。若雕刻頭以連續方式沿滾筒軸向水平移動,橫向絲杠與傳動電機采用減速器連接,減速比為ix。設定絲杠螺距為p,若雕刻頭以步進的方式沿滾筒軸向水平移動。在滾筒旋轉一周后,絲杠傳動電機旋轉過的角度為φx,可知x 軸伺服電機的角速度ωx為:

在實際的雕刻系統中,由式(1)和(2)可知,針對已知半徑R 的滾筒,在一定的雕刻頻率下,只需確定網線數L 和網線角度α,即可確定滾筒的旋轉角速度ωx和絲杠的旋轉角速度ωz。所以通過控制滾筒轉動的速度和雕刻頭的橫向進給速度,與雕刻頻率相匹配,即可正確控制所需的網線數與網穴角度,獲得理想的網穴形態和凹版質量。
2.2 網穴深度和形態控制
無軟片電子雕刻系統采用在穩定正弦波信號上疊加數字化圖文信息控制的直流信號驅動雕刻頭。開始雕刻后,由控制板卡產生頻率穩定的正弦信號使雕刻頭在靜態平衡位附近擺動;當機械運動狀態達到雕刻要求后,系統將數字化圖像信息控制的直流信號疊加在正弦信號上共同驅動雕刻頭,直流信號的疊加使銜鐵的極化強度發生變化從而帶動雕刻刀偏離不同的角度,使雕刻刀在不同位置擺動從而雕刻不同深淺的網穴。
作者以文獻[7] 中關于有軟片式 (即含掃描頭)的電子雕刻機的網穴深度控制模型為基礎,結合高速雕刻機的工作原理,推導網穴形態控制模型。
在無軟片電子雕刻系統中,雕刻頭的工作頻率決定了單位時間內雕刻的網穴數,雕刻頭在正弦波的驅動下,每1 個周期完成一次完整的雕刻動作,每一次雕刻動作生成一個完整的網穴。
雕刻頭的雕刻電流I 是由一個交流分量和兩個直流分量疊加形成的,即雕刻頭振動信號I'、圖像信號I1和補償信號I2。圖像信號I1與圖像數據深度相關,它以直流信號的形式來控制雕刻深度h。由于雕刻頭的內部電磁特性等諸多因素的影響,雕刻頭的輸出特性曲線呈非線性變化[7]。因此,需要在拼版輸出時利用圖像算法進行數據補償,使得補償后得到的雕刻深度控制信號和雕刻深度呈近似線性關系[3-4]。
圖像信號I1和補償信號I2均為直流分量,假設直流分量的疊加為I12。當I12=0 時,雕刻頭在雕刻滾筒表面振動,此時雕刻深度為零。雕刻頭振動信號I'使雕刻頭產生高頻振動,如圖4 所示,采用的是正弦波信號,假設其幅值為I0,振動角頻率為ω,則交流分量I'可以表示為


圖4 雕刻電流交流分量波形圖
在實際工作中,在t =0 時刻,雕刻頭位于初始位置;t = T/2 時,此時雕刻頭的振幅最大,雕刻頭接觸滾筒表面,處于臨界雕刻狀態;t = T 時,雕刻頭工作電流表示為

雕刻頭工作電流的波形如圖5 所示,當I >I0時,雕刻頭的金剛石刻刀雕刻滾筒,假設Δt 為刻刀切削時間,則有:

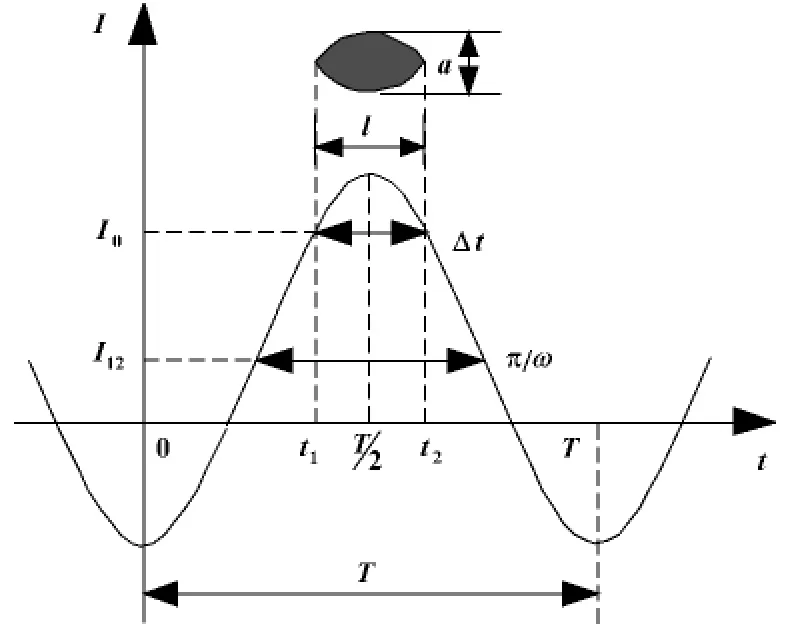
圖5 雕刻電流直流交流疊加波形圖
在t1時刻,顯然,由式(4)可得:

已定義雕刻頭的震蕩頻率為f,則雕刻頭的振動角頻率ω 為

雕刻網點的周向長度l 為

將式 (1)、式 (5)— (6)代入式 (8)中,可得

如圖6 所示,網穴深度與網穴水平寬度和雕刻刀角度有關[3]

其中:h 為網穴深度,w 為網穴的表面寬度,β 為刻刀雕刻角度。

圖6 網穴深度與刻刀角度關系示意圖
假設網點的長寬比為K,且K = l/w,則根據式(9)、(10)可得

已知直流分量與雕刻深度呈線性關系[6-8]:I12∝h,假設I12=k'·h,則

其中:K 為網點的長寬比,α 為網穴角度,L 為雕刻網線數,h 為網穴深度,β 為刻刀雕刻角度,k'為直流分量與深度的線性參數,I0為正弦波分量幅值。
在正常雕刻時,雕刻網線數和網穴角度以及刻刀雕刻角度均為確定值,由式(12)可知,當雕刻深度h 一定時,雕刻網穴的形狀K 由雕刻頭的正弦信號的幅值I0來決定。
3 實驗和結論
在無軟片電子雕刻機實驗平臺,假定雕刻頻率f為8 kHz,滾筒的半徑R 為150 mm,刻刀的雕刻角度β 為120°,絲杠螺距p 為10 mm。當設定網線數L 為70 LPC,網穴角度α 為45°,根據文中的推導,利用式(1)、(2)、(12)可以計算出在正常雕刻時滾筒旋轉速度和雕刻頭的橫向移動速度,并通過調整正弦波分量幅值I0和參數k'來控制網穴形態。圖7 所示是實測網點雕刻結果。

圖7 實測雕刻網穴的顯微圖像
通過對無軟片電子雕刻機的理論推導和實驗驗證,可以得出:
(1)對無軟片電子雕刻機工作過程進行分析,推導出滾筒轉速和雕刻頭進給速度控制模型,可實現對網穴位置的精確控制。
(2)對無軟片電子雕刻機雕刻原理進行分析,推導出網穴形態和深度的控制模型,可實現對網穴深度和形態的精確控制。
【1】天宇.凹印制版技術的發展[J].今日印刷,2005(5):18-19.
【2】金楊.凹版電子雕刻原理及其技術發展[J].印刷技術,1999(4):23 -29.
【3】陳娜.凹版電子雕刻制版綜述[J].包裝技術,2005(5):31 -32.
【4】易麗芳,張逸新. 高速雕刻凹印制版技術[J]. 包裝工程,2006(4):82 -84.
【5】周政普,滿志紅.電子雕刻機及其微機控制系統[J].大連鐵道學院學報,1988,9(3):23 -25.
【6】何麗明.DDJ_160 型電子雕刻機計算機控制程序系統的研究[J].光學機械,1989(2):44 -45.
【7】何麗明.電子雕刻機的控制原理[J]. 吉林工業大學學報,1991(1):26 -30.
【8】朱廣宙,方平,王傳禮,等.現代電子雕刻系統及其關鍵技術[J].現代機械,2003(2):48 -51.
【9】劉亮,何克晶,周照耀,等.基于CTP 技術的凹印制版雕刻機運動控制系統的研究與實現[J].組合機床與自動化加工技術,2011(5):72 -76.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
