動力轉向器轉閥外圓跳動對靜特性的影響
2013-12-14 09:09:56陳誠顧晉
機床與液壓 2013年17期
陳誠,顧晉
(1. 湖北汽車工業學院科技學院,湖北十堰442002;2. 東風汽車傳動軸有限公司,湖北十堰442054)
轉閥式動力轉向器轉閥刃口的結構對轉向器靜特性有著重要影響,零件加工時由于外圓圓跳動誤差的存在,導致轉閥刃口局部形狀發生急劇變化,使實際靜特性曲線不穩定,并與理想曲線有較大差異,最終使動力轉向器總成性能下降。
關于轉閥油槽和閥芯凸鍵的尺寸及分度誤差對靜特性的影響已經有所研究,但目前尚無對轉閥外圓圓跳動影響的定量分析。對影響刃口形狀的因素進行計算和分析,從工藝角度考慮如何減小或消除這些因素的影響,從而可以提高刃口形狀精度,保證動力轉向器的靜特性曲線穩定并符合要求。
1 轉閥靜特性設計計算

圖1 動力轉向器轉閥示意圖
動力轉向器轉閥一般由閥套、閥芯和扭桿構成。文中論述的整體式轉閥是將閥套和螺桿軸做成一體、閥芯和輸入軸做成一體,因此由螺桿軸、輸入軸和扭桿組合成轉閥。如圖1 所示,螺桿軸和輸入軸上都加工有油孔,螺桿軸內孔上用撈槽機加工的油槽和輸入軸外圓銑削加工出的凸鍵(也稱為棱)配合,形成轉閥的主體部分。
轉向時,輸入軸相對于螺桿軸轉動,輸入軸的棱一側間隙逐漸開大,過流面積逐漸增大;而另一側間隙逐漸減小,過流面積逐漸減小,直到完全關閉,形成建立壓力的過程。在進行轉閥結構設計時,就是通過改變閥刃口的結構,來改變閥口關閉時過流面積變化的速度,從而實現對液壓壓力變化的最佳控制。
轉閥靜特性包括手力特性曲線和和靈敏度性能曲線。助力油壓對應于轉向手力矩構成手力特性曲線,對應于轉閥轉角則構成靈敏度性能曲線。因為扭桿本身是一個線性扭簧,所以這兩條曲線呈比例關系。但轉向手力矩包括摩擦附加變量,在測試時出現滯后現象,因此只選擇靈敏度性能曲線進行分析。
現以長坡口(也稱刃口或棱邊)轉閥為例,計算轉閥的靈敏度特性。假設:轉向器無內泄漏;加工無誤差;沿途壓力損失不計;轉向器活塞不動。
如圖2 所示,輸入軸外圓半徑為R,預開間隙寬度為A2,刃口軸向長度為W2,在輸入軸的刃口上加工有半徑為R2、寬度為A1、軸向長度為W 的圓弧形坡口。α1為預開隙夾角,α2為坡口棱邊與閥套油槽夾角。常流式轉向器液壓油流量是恒定的,通過單個閥口的流量QE為:

式中:Q 為通過轉閥的總流量(mm3/s);n 為并聯閥的總數量。

圖2 長坡口轉閥刃口示意圖
同時,可將轉閥閥口看作一個長方形薄壁小孔,不考慮坡口,則其流量公式為:

式中:p 為工作油壓(MPa);η 為液壓油動力黏度(Pa·s)。
轉閥從中間常流狀態到一側間隙完全閉合,經過兩個階段,下面分別計算:
(1)輸入軸預開間隙完全閉合前,即輸入軸相對螺桿軸轉角φ=0 ~α1時,見圖2。
無坡口的一段閥口,其軸向寬度為(W2-W),其瞬時寬度b'為:

式中:R 為輸入軸外圓半徑(mm);φ 為相對轉角(°)。
有坡口的一段閥口,見圖3,寬度為b,即圖中的AB 段,∠AOB=α1-φ,在△AOB 中,根據余弦定理

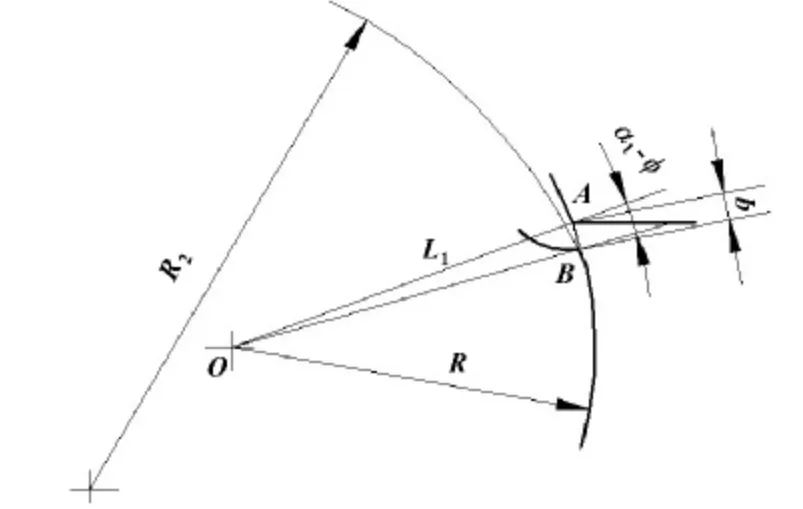
圖3 預開隙閉合前坡口瞬時寬度幾何計算
將式(3)、(4)代入式(1)、(2)中,可得:

(2)預開間隙閉合后,閥口全部閉合前,即φ=α1~α2時,見圖4。

圖4 預開隙閉合后坡口瞬時寬度幾何計算
圖中L2為偏心距,β 為閥槽邊角。這時只有坡口段節流。在△O1OC 中,O1C =b +R2,根據余弦定理:

因此可以得出這一階段壓力相對于轉角的公式,即:

由式(5)、(6)即可得出轉閥在單方向上的靈敏度曲線,即壓力p 關于轉角φ 的函數。
2 圓跳動對靈敏度的影響
圖5 為輸入軸精磨刃口截面圖。

圖5 輸入軸刃口截面圖
在△AOB 中,OA = R,AB = R2,OB = L2(偏心距),點A 為刃口上任意一點。根據余弦定理得:

輸入軸外圓在加工時,如果點A 外圓產生跳動Δr,即相當于外圓半徑產生微小變量(Δr <<R),則點A'相對于豎直方向夾角改變為θ',因此代入式(7)得:

由于實際生產過程中外圓跳動要求比較嚴格,因此可以只考慮外圓跳動不大于0.02 的情況。
將AB =23.8,OA =14.25,OB =10,Δr =0.02分別代入式(7)、(8)中,可分別得到θ 和θ'。經計算得:θ=157.5°、θ' =157°;θ-θ' =0.5°。
同理可得:Δr = 0.01 時,θ - θ' = 0.3°;Δr =0.005 時,θ-θ' =0.1°。
因此可以計算出當產生角度增量時,刃口寬度A1相應的變化量ΔA1如下:
Δr=0.005 時,ΔA1=Rsin0.1 =14.25 ×0.001 7 =0.024
Δr=0.01 時,ΔA1=Rsin0.3 =14.25 ×0.005 2 =0.07
Δr=0.02 時,ΔA1=Rsin0.5 =14.25 ×0.008 7 =0.13
因此可以得出結論:輸入軸刃口處外圓精磨加工時產生相對大的圓跳動,則將使刃口寬度發生變化。
由式(5)和(6)可以看出:如果外圓跳動導致刃口寬度增加,將增大輸入軸相對螺桿軸的轉角,即閥口全部閉合的轉角增大,靈敏度曲線開口相對于理想曲線將變寬。從直線行駛到快速轉向的臨界轉換區增大,使動力轉向器的路感變弱;同時使原地轉向力增大,手感相對沉重。
從前面的分析計算知,必須要將精磨后的輸入軸外圓跳動限制在不大于0.005,才能保證刃口寬度誤差在不大于0.05 范圍內。
3 外圓跳動原因分析與改善
由于生產過程中影響輸入軸刃口寬度超差的因素較多,暫不考慮熱處理前加工六分油槽精度以及熱處理變形產生的影響,僅針對熱處理后輸入軸加工工藝進行簡要分析。
熱處理后的輸入軸加工工藝為:先對輸入軸兩端中心孔進行研磨,然后以兩中心孔定位精磨兩端外圓,最后以兩中心孔定位精磨刃口。
中心孔是輸入軸在熱處理后磨削加工中的定位基準,因此應嚴格要求中心孔的研磨精度;其次,可以用工藝保證能力更好的數控外圓磨床取代高精度外圓磨床,用于精磨輸入軸刃口;最后,還可以采用復合型磨床加工輸入軸,利用中心孔定位,一次裝夾就將外圓及刃口加工完成。不但提高生產效率,更重要的是可以解決中心孔兩次定位裝夾產生的外圓跳動問題,使得其誤差理論上只是機床加工誤差,最大程度上消除外圓跳動對刃口的影響。
4 結論
轉閥坡口形狀、長度和寬度直接影響到動力轉向器靜特性是否合乎理想曲線以及是否穩定。建立輸入軸外圓跳動與刃口寬度變化的數學關系,對深入研究轉閥靜特性有重要意義。
采用合理的工藝可以盡可能消除外圓跳動造成的影響。但是,由于輸入軸6 個棱的刃口寬度隨著外圓跳動產生的是相對不均衡的變化,其影響比較復雜,有待進一步研究。
【1】畢大寧.汽車轉閥式動力轉向器的設計與應用[M].北京:人民交通出版社,1998.
【2】張楓念. 動力轉向器性能計算的研究[J]. 傳動技術,2007(3):9 -13.
【3】曾炯立.動力轉向器閥油槽尺寸和分度誤差對壓力靜特性的影響.汽車科技[J],2005(3):20 -22.
【4】左鍵民.液壓與氣壓傳動[M].2 版.北京:機械工業出版社,1999.
【5】過學訊,鄧亞東.汽車設計[M].北京:人民交通出版社,2005.
【6】劉超.動力轉向器的力特性曲線分析與應用[J]. 汽車技術,2004(5):11 -13.
【7】日本汽車技術會.汽車技術手冊(設計篇)[M].長春:長春汽車研究所,1997.
【8】黃達時,彭華東,羅茂瓊,等.CQ 轉閥式系列動力轉向器的設計[J].重慶重汽科技,2001(1):5 -8.
