汽車轉向器調整圈數控鉆孔專機的研制
2013-12-14 09:00:38王勇徐春梅
機床與液壓 2013年10期
王勇,徐春梅
( 西南科技大學工程技術中心,四川綿陽621010)
某公司生產的EQ1040 型汽車動力轉向器調整圈圓周上分布有4 個螺栓過孔,用于連接外套,如圖1所示。
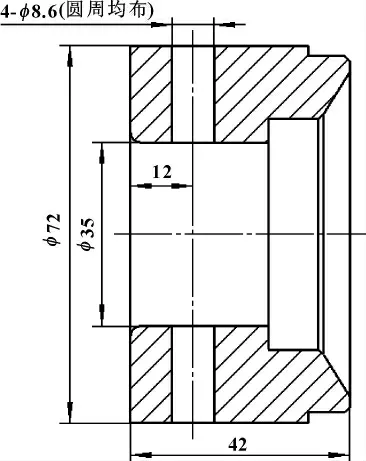
圖1 轉向器調整圈簡圖
以前的圓周孔加工工藝是采用專用鉆模,在Z50立鉆上,由操作工人手工鉆孔完成。隨著近年來汽車產品利潤下降和人工成本上漲,過去的加工工藝已經不能滿足要求。提高生產效率,降低人工成本是當前汽車產品大批量生產的當務之急。一般而言,只有四軸加工中心可以有效地完成圓周上的鉆孔,然而加工中心的價格和使用成本較高,對制造企業來說,投入與產出比值不理想。經過與技術人員共同研究,決定對公司現有的X6232 萬能銑床進行改造,研制出數控鉆孔專機,以節約成本。文中就數控鉆孔專機的整體結構、電氣系統及鉆孔加工程序進行論述。
1 數控鉆孔專機的整體設計
X6232 工具銑床為升降臺結構,適用于加工各種中小型零件。其整體改造方案為:
(1)對銑床主軸和3 個進給方向的導軌進行大修,恢復機械精度;
(2)在工作臺上加裝一個中心高度為125 mm 的萬能分度頭,以定位鍵在機床縱向工作臺T 型槽內定位,保證分度頭主軸中心線與工作臺縱向進給方向平行。使用手柄移動工作臺橫向方向,使銑床主軸中心線與分度頭主軸中心線在工件鉆孔處垂直相交,確定好位置后,鎖死銑床的縱向和橫向,使其不再移動;
(3)保留主軸電機、冷卻泵電機。拆除銑床升降方向和分度頭的手柄,同時將升降方向普通絲桿更換為FL2506-5/750 型滾珠絲桿副,基本導程6 mm。根據產品工藝要求,選配伺服電機與驅動單元,分別控制銑床升降方向和分度頭的運動,增加相應的電路,采用國產經濟型數控系統實現控制目的[1]。
2 主電路及控制電路設計
根據工藝過程的控制要求,其主電路如圖2 所示。
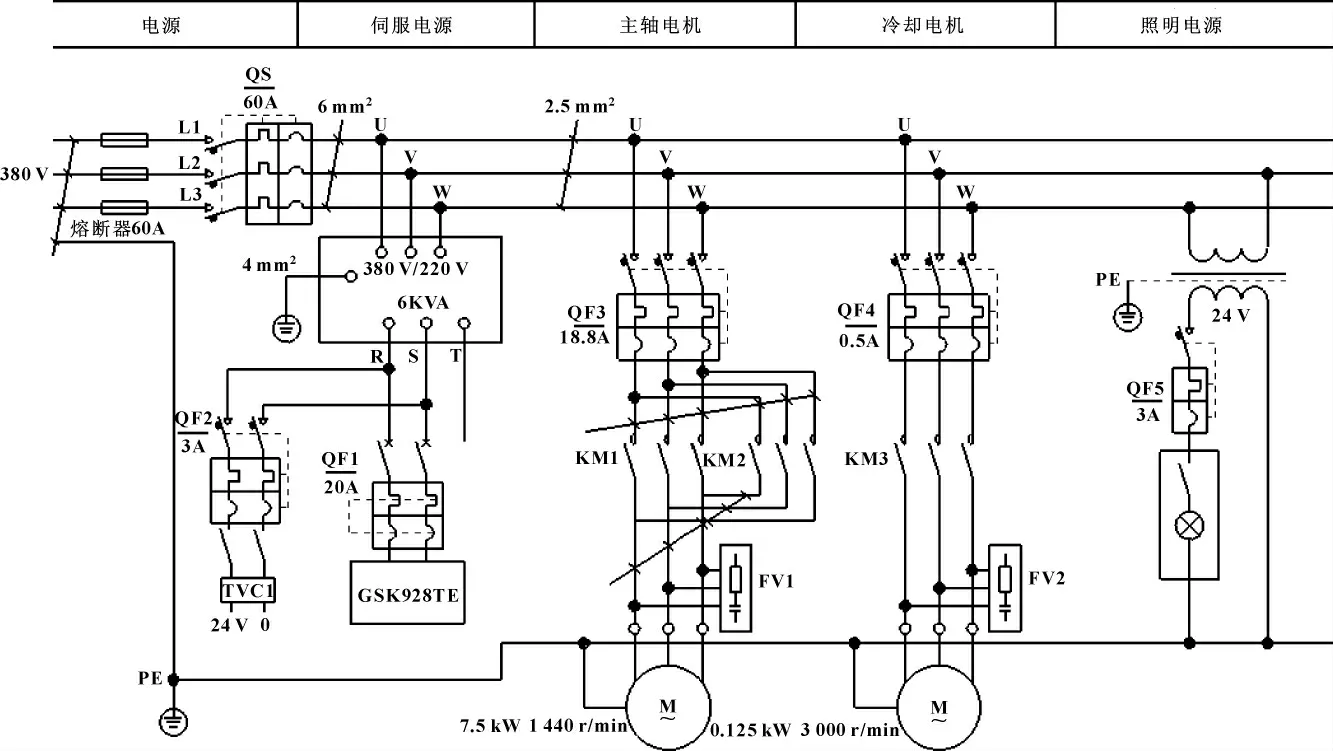
圖2 機床主電路
主電路中,QS 為電源總開關,控制整個機床的電源通斷;在伺服電源中,經過隔離變壓器和浪涌吸收器的保護,經QF1 斷路器為數控系統供電220 V;同時,隔離變壓器輸出的220 V 電源,經QF2 斷路器保護,由VC1 變壓為24 V DC 供數控系統使用;銑床主軸電機為原有的7.5 kW 三相異步電動機,冷卻電機為原有的125 W 三相異步電動機;另有變壓器輸出24 V 電源接照明燈[2]。
數控系統選用廣州數控GSK928TE 系統,具有較高的性價比,可實現2 軸聯動,具備直線插補、固定加工循環等功能。
控制電路如圖3 所示:KM1 實現主軸電機正轉,KM2 實現主軸電機反轉;SQ1 為行程開關,防止主軸碰撞工作臺;SA1 為緊急制動主軸的手動旋鈕;KM3 為切削液泵電機,另有兩個電氣柜冷卻風扇電機由QF6 負責開關。
鉆孔專機升降方向設為GSK928TE 數控系統的x向,選用130SJT-M100B 交流伺服電機,適配廣數DA98D-15 伺服驅動單元,電子齒輪比G=分頻分子/分頻分母=3/5,即輸入指令脈沖為6 000 時,伺服電機旋轉1 圈,由于絲桿螺距為6 mm,所以工作臺進給6 mm 距離;分度頭設為GSK928TE 數控系統的z向,選用130SJT-M040D 交流伺服電機,適配廣數DA98D-10 伺服驅動單元,電子齒輪比G=分頻分子/分頻分母=9/10,即輸入指令脈沖為9 000 時,伺服電機旋轉1 圈,分度頭轉9°。數控系統連接如圖4 所示[3-4]。
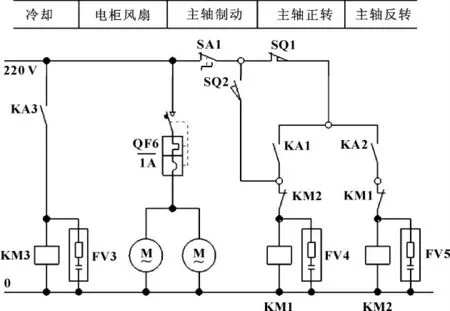
圖3 機床控制電路
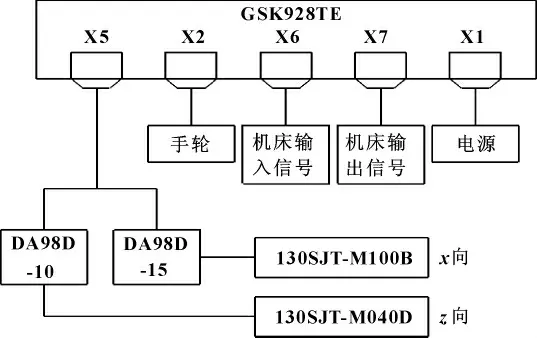
圖4 數控系統連接圖
3 鉆孔宏程序
根據鉆孔工藝,工進→鉆孔→工退→分度頭轉90°→再次工進,重復4 次,編寫宏程序如下:
O0002
G0 X75 Z0;
M03;
M08;
#1 = 0;(將分度頭初始角度賦值給變量#1)
#2 = 90;(將每次分度頭轉角90°賦值給變量#2)
#3 = 360;(將工件完成加工時的分度頭角度360°賦值給變量#3)
N10 G0 Z#1;
G01 X55 F200;(鉆孔深度到55 mm)G0 U5;(退屑5 mm)
G01 X30 F200;(鉆通深度30 mm)
G0 X75;(退出鉆頭到75 mm 高度)
#1 = #1 + #2;
IF[#1 EQ #3]GOTO 10;(在#1 變量等于#3 變量的條件下,轉移到N10 語句執行,實現4 次循環鉆孔動作)
G0 X100;M30;
以上鉆孔程序結構簡單,還可根據工件尺寸、孔分度角度、孔深度尺寸,修改程序中的相應變量和參數,通用性好,靈活性強[5-6]。
4 結論
對X6232 工具銑床的機械和電氣部分進行改造,采用GSK928TE 經濟型數控系統實現控制功能,得到的數控鉆孔專機具有結構堅固、動作可靠等優點。并且,所編寫的鉆孔宏程序簡單清晰,充分發揮了機床性能。在生產中,工人操作便利,工作效率高,為企業節省了設備和人工成本,創造了良好的效益。
【1】孟俊煥.X52A 型普通立式銑床的數控化改造設計[J].機床與液壓,2010,38(2):113 -115.
【2】銀燕杰,李眾立,廖曉波,等.普通萬能工具銑床的數控改造設計[J].機床與液壓,2011,39(10):134 -136.
【3】廣州數控設備有限公司.DA98D 全數字式交流伺服驅動單元[M].
【4】廣州數控設備有限公司.GSK928TEⅡ車床數控系統使用手冊[M].
【5】韓全立,王宏穎.宏程序在數控編程中的應用技巧及編程實例[J].機床與液壓,2010,38(12):29 -32.
【6】陳銀清.宏程序編程在數控加工中的應用研究[J]. 機床與液壓,2009,37(5):42 -45.
