數控銑齒機工件箱平衡配重的改進設計
2013-12-14 09:00:38王超俊
機床與液壓 2013年10期
王超俊
( 河南廣播電視大學,河南鄭州450000)
數控銑齒機的工件箱主要由蝸輪、蝸桿、伺服電機、工件箱箱體及工件拉緊油缸等幾部分組成,其主要功能是夾緊被加工齒輪并使其按照一定的規律轉動。工件箱具體結構及在銑齒機總成中的布置如圖1所示。
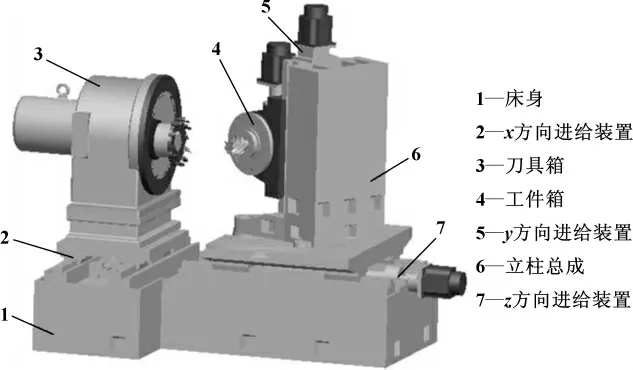
圖1 數控銑齒機立體總成
1 工件箱重力平衡配重的必要性
工件箱作為數控銑齒機的垂直運動部件,通過伺服電機帶動螺旋絲杠實現沿立柱導軌的垂直運動,因重力的作用,向下運動時的驅動力與重力方向相同,向上運動時的驅動力與重力方向相反,如果不采取措施對重力進行平衡,不僅影響到工件箱的運動平穩性,而且傳動滾珠絲杠始終承擔著工件箱的重力,會導致滾珠絲杠的磨損,降低滾珠絲杠的傳動精度,從而影響機床精度的保持性。此外,采用滾珠絲杠傳動時,由于滾珠絲杠無自鎖功能,當控制系統失電時,工件箱會因重力而下滑,這是不容許的。因此,有必要對工件箱的重力平衡問題進行研究并加以解決。
2 工件箱配重塊平衡配重
粗切數控銑齒機床工件箱的平衡配重采用如圖2所示的配重塊配重平衡方法來進行平衡配重。所述的配重塊平衡機構由立柱體內腔中的配重塊、鏈條、鏈輪、鏈輪座,工件箱等組成。鏈條的兩端分別連接工件箱和配重塊,當交流伺服電機帶動滾珠絲杠工作時,工件箱沿著立柱導軌上下移動,鏈條的另一端連接配重塊,工件箱上下移動時,帶動鏈條通過滑輪改變作用力的方向后,拖動配重塊與工件箱做反方向的移動,以達到配重的目的。
雖然配重塊平衡配重結構簡單,工作可靠,但是,配重塊平衡配重會增大銑齒機的整體質量。此外,由于工件箱與配重塊之間是非剛性連接,工件箱向下運動時運動慣量等于工件箱慣量與配重塊慣量之和;向上運動時總慣量僅為工件箱慣量,運動加速度必須小于配重塊自由落體加速度,這使工件箱的速度和加速度都受到限制,因此高速、高精的數控精切銑齒機不適合選用配重塊平衡配重。
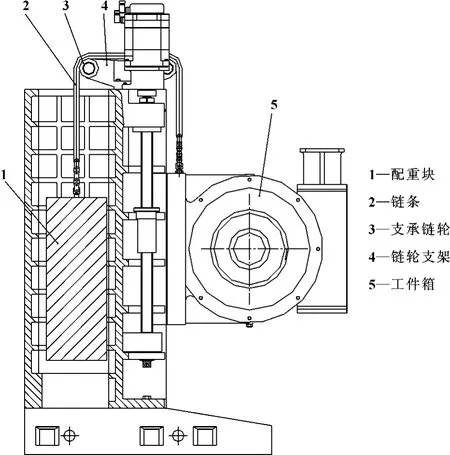
圖2 工件箱重物配重示意圖
3 工件箱液壓平衡配重
3.1 液壓平衡配重
液壓平衡配重的方法就是在工件箱重力的反方向增加一個與工件箱重力相等的液壓力,抵消工件箱重力的作用,從而減少主軸絲杠副的單面磨損,保持機床精度及運動的平穩性,能極大地提高滾珠絲杠副的壽命。當主軸伺服控制系統或液壓站電源失電時可實現自鎖,從而確保機床控制系統安全、可靠地運行。另外液壓平衡配重可調節,直至系統平衡。當系統突然斷電時可實現自鎖,壓力不足時系統可提供報警信號,采用風冷卻系統散熱,方便可靠,油壓專用電機使結構更緊湊;變量泵可自動調節流量,減少功耗。
3.2 液壓平衡配重方案設計
液壓平衡裝置布局位置很重要,應該與主驅動軸對稱布局,這樣平衡缸受力均勻。分析該機床結構,受立柱體尺寸所限以及工件箱行程要求,采用與工件箱平行的方式在立柱體的兩側安裝2 個油缸,油缸在液壓系統工作的情況下產生與工件箱重力大小相等、方向相反的液壓力,從而減輕滾珠絲杠副工作載荷,達到平衡配重的目的。如圖3 所示。
3.3 銑齒機液壓系統原理圖
根據系統的功能需要,初步擬定的數控銑齒機液壓系統如圖4 所示。夾緊油缸系統溢流閥8 起調定夾緊油缸壓力的作用;SP1 壓力繼電器起控制夾緊油缸工作壓力的作用,當SP1 發出信號后,銑齒機進給機構才開始加工工件。液壓平衡系統采用了兩個溢流閥,無減壓閥。平衡壓力由溢流閥12 調定,溢流閥14 的調定壓力應大于溢流閥12,當運動部件向下運動時,單向閥截止,單向閥上端的壓力會大于平衡壓力,此時,溢流閥14 開啟。氣體加載式蓄能器15 主要起液流緩沖作用,其充氣壓力等于0.8 倍的平衡壓力。當運動部件靜止或向下運動時,蓄能器會儲存部分液流量;當運動部件向上運動時,蓄能器會釋放部分液流量,以補充液流量的不足。
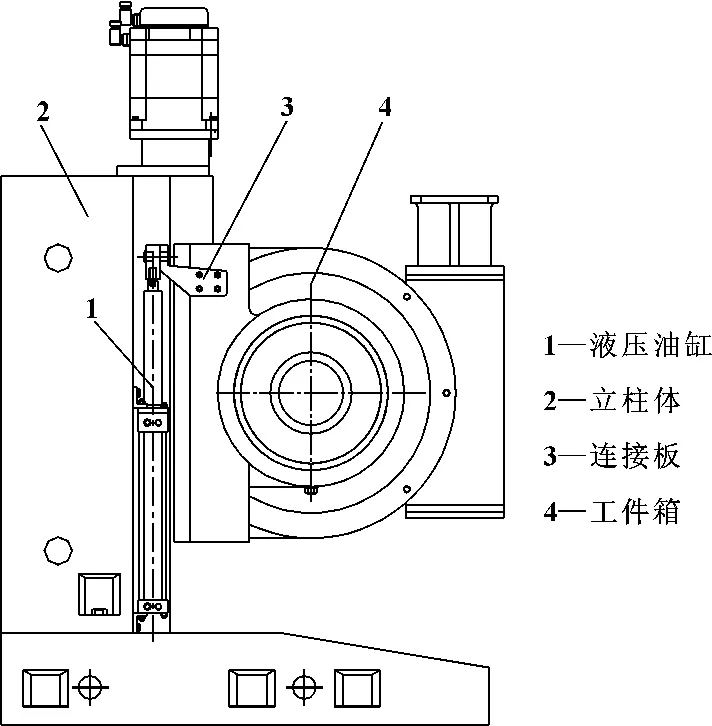
圖3 液壓平衡配重方案示意圖
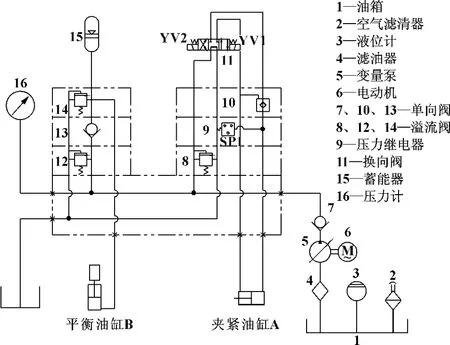
圖4 液壓原理圖
4 結論
分析了數控銑齒機工件箱配重塊平衡配重方案存在的問題,介紹了液壓平衡配重的原理,設計出了液壓平衡配重的新方案,同時給出了液壓原理圖。該方案已進行樣機試制,實踐證明:只要各元器件選擇適當,該工件箱運動的速度和加速度都能達到較大的值,從而滿足機床高速、高精度的性能要求。
【1】邱新橋,張桂英,張晨陽.機床垂直運動部件重力平衡方法的研究[J].機械制造,2004(1):39 -41.
【2】辛濤,張黨勃,李偉龍.立式車床液壓重力平衡系統設計改進的研究[J].機械工程師,2012(1):104 -105.
【3】陸慧琴.機床液壓平衡系統分析[J]. 精密制造與自動化,2001(1):15 -17.
