一種新式高效軸承內圈滾道磨床控制系統的研制
2013-12-14 09:00:38朱成華
機床與液壓 2013年10期
朱成華
( 成都工業學院,四川成都611730)
目前,成批磨削圓柱滾子軸承和圓錐滾子軸承的內圈道和外圈外圓的磨削工藝是采用兩臺磨床分別進行粗、精磨削。磨床的控制系統采用繼電器進行控制,控制部分體積龐大,響應時間長,且可靠性不高,經常出現故障,磨削工件的功能單一。針對這種情況,在完成機械部分改造的基礎上,對磨床控制系統進行了技術改造,將兩臺磨床的功能集中到一臺磨床上,實現粗、精磨一次完成。
1 改進后的軸承內圈滾道磨床的機械結構與功能
改進后的軸承內圈滾道磨床主要由床身、進給手輪、工作臺、位置行程擋塊、砂輪修正器、托板、磨頭和驅動工作臺手輪等組成。機床工作臺可變速手動和液壓無級傳動;砂輪架橫進給可手動和切入半自動循環;砂輪架可液壓快速進退;砂輪半自動修整和自動補償;頭架上裝有無心夾具,液壓控制的上下料機械手取下加工好的工件,此時無心夾具上磁,將工件夾牢。工件卡盤由電機帶動作旋轉運動。同時自動量儀的側爪也由液壓控制轉進工件內部張開,隨時監測軸承內圈的內徑。架頭除了作旋轉運動外,還由液壓部分控制作進給運動,即作水平方向的運動。磨架裝在工作臺上,工作臺由液壓控制作縱向運動。這種縱向運動也分兩種情況:工作臺快速進入工件及工作臺以磨速作往復運動,當磨削完一個工件之后頭架跳出,工作臺快速返回。為了保證精磨的質量,砂輪在粗磨后安排一次砂輪修整。此時工作臺以修整速度右行,砂輪修整器倒下,工作臺以磨削速度左行,讓砂輪修整器上的金鋼筆修磨砂輪。完畢后修整器抬起,繼續精磨。為了提高工件光潔度,在精磨完后還安排一次無進給的光磨,尺寸未到、則進行微量補償進給。
2 改進后磨床的運行形式及控制要求
磨床共有5 臺電動機,砂輪電機是主要運動電機,直接帶動砂輪旋轉,對工件磨削加工。磨削加工時,由頭架和尾架把工件心軸頂緊,頭架電機旋動頭架帶動工件旋轉,由于加工工件的直徑大小及精磨、粗磨要求的不同,通過調節頭架頂頭的轉速來滿足。冷卻電動機帶動冷卻泵供給工件冷卻液,同時利用冷卻液帶走磨下的鐵屑。油泵電機供給各部件潤滑油。
磨床的控制要求為砂輪電機、冷卻泵電機、頭架電機、油泵電機都只作單方向旋轉;砂輪電動機的旋轉運動不要求調速,由一臺三相異步電動機拖動即可;電磁吸盤應有吸牢工件的正向勵磁,松開工件的斷開勵磁,以及抵消剩磁,便于取下工件的反方向勵磁控制環節;為保證加工精度,使其運行平穩,要供給各部件潤滑油;滿足加工工件的直徑大小、磨削精度的要求、要求頭架電機的轉速能調節;保護環節應包括各電路的短路保護、電動機過載保護、電磁吸盤不足的零電壓保護等;必要的信號指示及照明。
3 磨床控制系統硬件設計
根據工件工藝的要求,控制系統設定了手動、自動、粗磨、精磨、無進給磨削,定時等方案。手動/自動轉換,當轉換開關旋轉至手動狀態時,自動不起作用,系統通過操作面板上不同的手動控制按鈕來完成各道工序;當轉換開關旋轉至自動狀態時,按下啟動信號,PLC 則按預先設計的符合工藝要求的程序運行。粗磨階段、精磨、無進給磨削階段:主軸高速運轉。選用PLC 對無進給磨削定時進行控制,工件加工時間可根據工藝要求選擇不同的磨削時間。PLC 控制系統的I/O 分配如表1 所示。
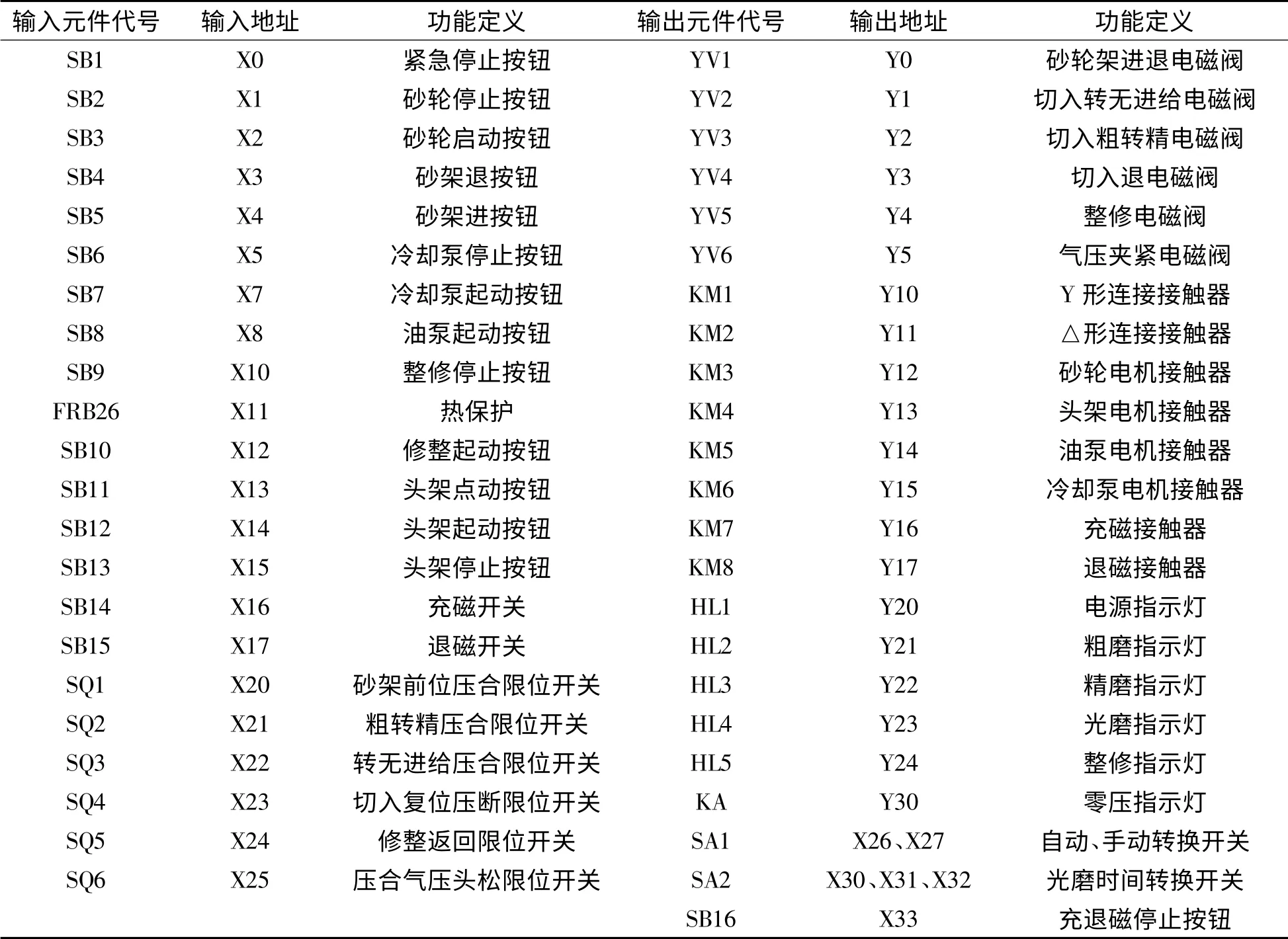
表1 改進后磨床的PLC 控制系統I/O 分配表
3.1 磨床主電路設計
磨床的主電路如圖1 所示。
3.2 磨床PLC 控制電路設計
磨床PLC 控制電路如圖2 所示。主電源線經端子接入電箱并通過總開關QS1 及總熔斷器供給機床電源,在各項準備工作完成并檢查配線可靠無誤后,應先接通外部供電電源,然后閉合機床電箱的總電源開關QS1,這時操作臺上的電源指示燈應亮。首先按動操作臺上的按鈕SB3,接觸器KM5 吸合,油泵電機M3 起動;供給機床各部件潤滑油,然后通過旋鈕SA1 選擇工作方式即手動半自動。
在方式確定之后,開始裝工件。3M2150 裝工件時,在頭架為停止的狀態時,踩壓腳踏板,松開工件夾緊裝置,裝入工件,再松開踏板,這時工件應被夾緊,在頭架旋轉狀態下,腳踏板將不起任何作用。在手動方式下按下SB3,降壓起動砂輪電機M1。頭架電機M2 可以通過SA4 選擇3 種速度,其速度確定后按壓SB5 使砂輪架快進并使冷卻泵M4 起動。
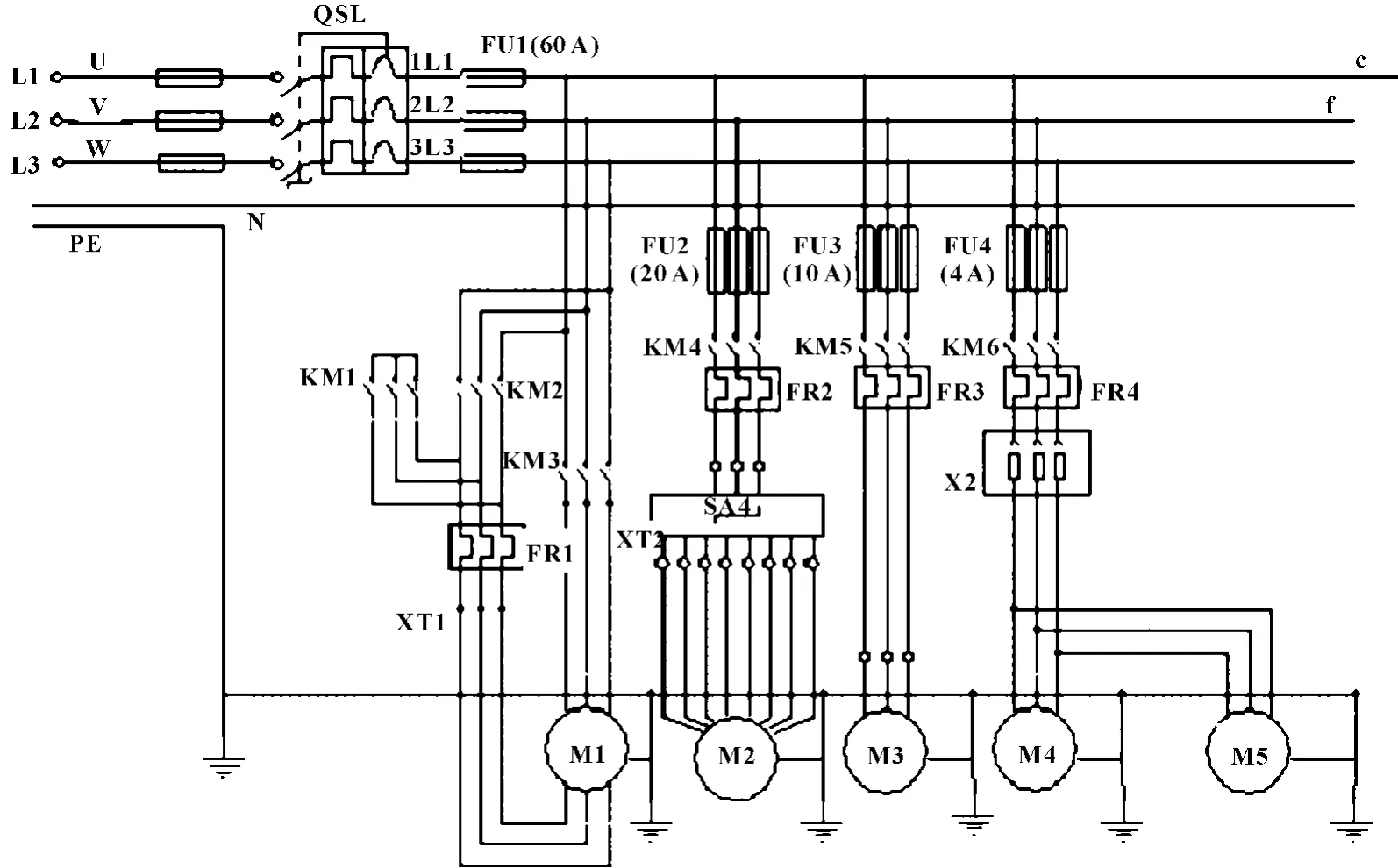
圖1 磨床的主電路如圖
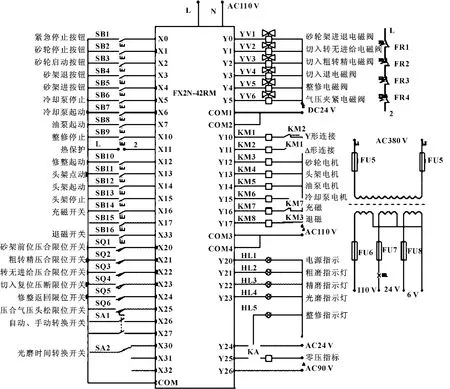
圖2 磨床PLC 控制電路原理圖
在手動狀態下,即SA1 在調整方式,切入缸進行到底,此時手動搖橫進給機構可進行磨削,到尺寸后退手輪按SB4 砂輪架快退,完成一個循環,此時可適當調整SQ1 為半自動磨削做好準備。在半自動方式下首先將SA1 選到半自動位置,切入缸復位,這時按SB14 砂輪可快進,壓合SQ1、YV2 和YV3 吸合開始粗磨,擋鐵壓合SQ2 釋放YV3,機床粗磨轉精磨,壓合SQ3 后,YV2 釋放,機床由精磨轉無進給磨削。無進給磨削時間可用SA1 來選擇。共分三擋:10 s、20 s、30 s;當延遲時間到后,砂輪架快退,切入缸退回直到壓合行程開關SQ4 后停止,取下工件,此時為一個半自動循環結束。修整砂輪只有在砂輪架后退位置進行,按下按鈕SB10,電磁閥YV5 得電,開始修整,當壓合行程開關SQ5 或按下按鈕SB9 時,修整結束,修整器退回,在整個修整過程中指示燈HL5 亮,結束后滅。機床在磨削過程中,分別在粗磨階段、精磨階段、無進給磨削階段指示燈HL2、HL3、HL4 分別亮。
3.3 電磁吸盤電路設計
電磁吸盤是固定加工工件的一種夾具,利用通電導體在鐵心中產生的磁場吸牢鐵磁材料的工件,以便加工。它與機械夾具相比,有夾緊迅速、不傷工件、一次能吸牢多個小工件,以及工件發熱后可以自由伸縮等特點。電磁吸盤在磨床上使用十分廣泛。保護裝置由放電電阻R 和電容C 以及零壓繼電器KA 組成。R、C 組成放電回路,吸收電磁吸盤YH 線圈斷電時產生的自感電動勢。零壓繼電器KA保證了當電源電壓不足而使電磁吸盤吸不牢工件時,砂輪電動機和頭架電動機停轉,以免導致工件被砂輪打出的事故。
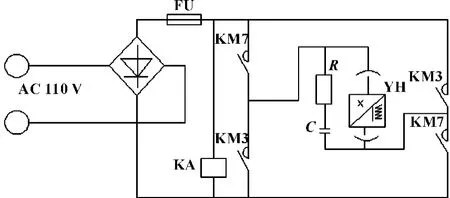
圖3 電磁吸盤接線圖
4 PLC 控制系統的軟件系統設計
限于篇幅,只列出磨床機構動作循環,以此作為PLC 梯形圖編寫思路,磨床動作循環如圖4 所示,粗精自動切入工作循環圖如圖5 所示,對具體梯形圖不作贅述。
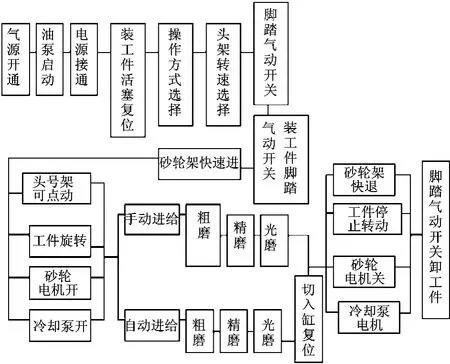
圖4 磨床動作循環圖
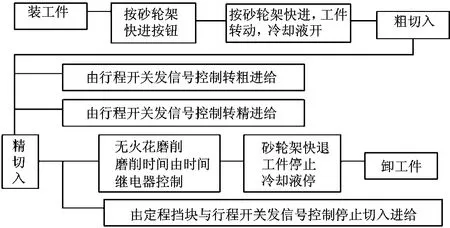
圖5 粗精自動轉換工作循環圖
5 結論
經實際運行,改進后的磨床大大提高了圓柱滾子軸承和圓錐滾子軸承的內圈道和外圈外圓的磨削效率,降低了成本,且實現了手動與自動控制方式選擇,操作方便。采用PLC 控制去掉了原磨床的中間繼電器,時間繼電器等,使線路簡化,維修方便,提高了系統的可靠性。
【1】朱成華,許先果,劉擁軍,等.基于PLC 的汽車曲軸支承座砂帶研磨機的研制[J].制造業自動化,2004(12):3-34.
【2】朱成華,王付軍,王飛.顱骨快速柔性無模成型系統的研究[J].機床與液壓,2009,37(1):49 -51.
【3】朱成華.三坐標機測量機動態誤差與測球半徑補償誤差的研究[J].機床與液壓,2009,37(4):120 -122.
【4】于松坤,張恕遠,紀兆毅,等.螺母擰緊機控制系統的設計[J].機床與液壓,2009,37(4):117 -119.
【5】王永章.機床的數字控制技術[M].哈爾濱:哈爾濱大學出版社,1991.
【61】李明哲.特種成形與連接技術[M].北京:高等教育出版社,2005.
【7】楊威.加工自由曲面的機器人砂帶研磨系統研究[D].長春:吉林大學,2007.
【8】芮延年,傅戈雁.現代可靠性設計[M].北京:國防工業出版社,2006.
