電液閥在裝車站臺上的應用
2013-12-23 04:00:44郭立秀張傳盛
科技傳播 2013年23期
蘭 明,郭立秀,張傳盛
中國石油吉林石化公司鐵路運輸部,吉林吉林 132000
吉化煉油廠裝洗車間共有三個裝車站臺,自柴油站臺建成以來,一直使用球閥作為裝車控制閥,通過成品罐區人為開關泵出口閥門大小控制柴油裝車流速。因柴油罐位高低不同,柴油泵出口流量有大有小,泵出口閥門開度大、罐位高時流量易超出車間規定范圍,對裝車安全不利;罐位低時裝車流量比規定值低很多。上述兩種情況,操作人員都會要求罐區人員調整流量。罐區控制室與泵房距離較遠,來回調節一次閥門需要十多分鐘,而且操作人員不一定一次調整到位,需要多次調整才能合格。增加了操作人員勞動強度。為此,經工廠研究決定,將三個站臺裝車球閥改為可以自動調節流速的電液閥。下面將電液閥安裝、調試使用過程中好的經驗與大家分享。
1 電液閥的安裝順序
裝車三站臺裝車閥門長度、法蘭規格與電液閥完全相同,管線不需要動火,只需用氮氣吹掃干凈后即可以進行更換。因此首先對裝車三站臺裝車切斷閥進行更換,利用一個白天的時間就將舊的裝車閥門更換成電液閥,在電液閥控制程序未調試合格前,柴油急需裝車時將電液閥改成手動,操作人員監視裝車量,到量時手動關閉裝車切斷閥。
待三站臺電液閥控制程序調試合格后對二站臺進行氮氣、蒸汽吹掃,分析測爆合格后進行動火將舊法蘭切割下來,焊接新法蘭安裝電液閥,并將三站臺電液閥控制程序拷入二站臺裝車控制程序內,裝車時觀察裝車程序運行情況,不合理的程序立即聯系儀表修改,至裝車正常后,采用相同方法對一站臺裝車切斷閥進行更換。按照上述順序更換電液閥,未造成柴油罐區堵罐現象,保證了柴油正常裝車出廠。
2 調試過程
2.1 采用自壓裝車方式進行調試
調試前先確定裝車最大和最小流量允許值,每個槽車最后3t 裝車流速數值后,聯系柴油罐區打開罐底出口閥和柴油付油泵出入口閥門,站臺開始裝車,發現電液閥開關狀態是否正常,不正常時直接關閉油品品種閥門,通過調節電液閥出入口閥或修改相關參數,至電液閥運行正常后聯系罐區啟泵,檢查電液閥運行狀態,發現異常及時調節電液閥參數或出入口閥門開關大小至電液閥運行正常為止。
2.2 其它站臺微小調節
裝車三站臺電液閥調試合格后將程序拷到一、二站臺,因三站臺使用新罐區,罐位高,自壓裝車流速相當于另外兩個站臺開泵時的流速,因此,初始裝車流速設為5000kg/h,閥門開閥延時為10s。
改到一、二站臺裝車調試時,因這兩個站臺使用舊罐區管線,罐位低,初始流速也低,打開電液閥,10 秒鐘內最大流速也超不過5000kg/h,閥門即立即關閉,反復點開閥確認,流速也達不到設定值,致使站臺無法正常裝車。根據這種情況,將初始裝車流速調至300kg/h ~500kg/h 裝車正常。
3 修改裝車規定
裝車閥門未改為電液閥時,裝車規定最后一車與設定值差15 噸時要求成品罐區停泵,停泵時管線內壓力仍然較高,通過自壓裝車也能達到裝車設定值,但使用電液閥裝車后,電液閥內安裝有彈簧,對管線內壓力有減緩作用,如果還按原裝車規定值停泵時,裝車量一般還差5 噸時管線內已經沒有量了,需重新聯系罐區啟泵后才能裝到設定值,給操作帶來了不便。經過不斷裝車摸索,車間規定柴油最后一車還差7 噸時再聯系柴油罐區停泵,按此操作,閥門能正常關閉,柴油實際裝車量與設定值相差量在合理范圍內。
4 結論
柴油裝車控制閥改為電液閥后,裝車流量隨時可以通過裝車控制程序自動控制,流量平穩波動范圍較小(見下圖1),省去了人為開關閥門調節流速等操作,保證了裝車安全,節省了人力。但在電液閥安裝與調試過程中各個站臺要根據實際情況具體問題具體分析,找到適合本站臺最佳的裝車控制參數,避免照抄照搬造成操作上的失誤與不便。
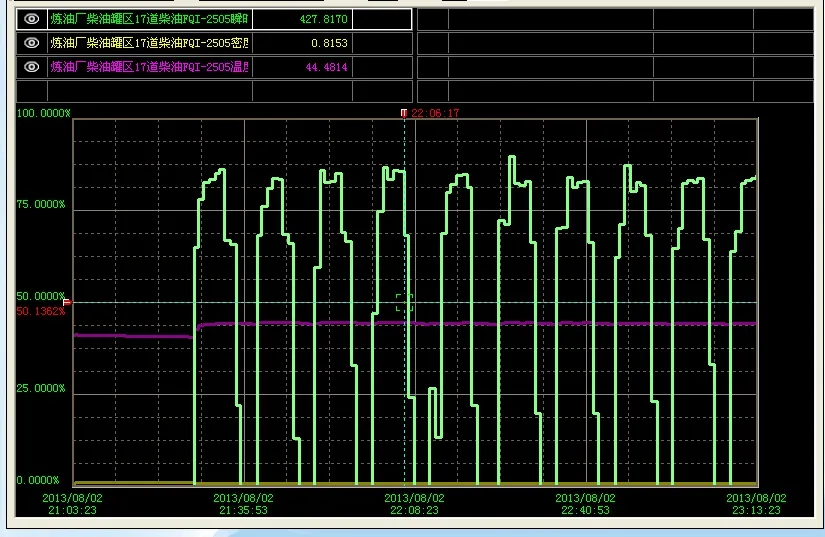
圖1
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:08
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
電子制作(2018年12期)2018-08-01 00:47:44
智富時代(2018年5期)2018-07-18 17:52:04
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05