新型杠桿式電子卡規
2013-12-23 04:01:12惠兆文周欣劉清義
機械工程師 2013年11期
惠兆文, 周欣, 劉清義
(1.長春汽車工業高等專科學校,長春130011;2.一汽-大眾汽車有限公司,長春130011)
1 引 言
在大批量機械加工生產線(如汽車零件生產線)上,廣泛使用卡規、塞規等專用量具,而測量直徑、厚度等被包容尺寸時,電子卡規一直被大量應用著。電子卡規有容柵式和電感式兩種。容柵式電子卡規測量精度為6μm,很多情況下已經不能滿足需求;電感式電子卡規的精度為2μm,精度稍高,缺點是功能單一,裝配調試難度大,對環境的要求較高。為了克服上述兩種電子卡規的不足,我們開發了一種高精度杠桿式電子卡規,通過彈性杠桿變形元件的放大作用,使電子傳感器的分辨率相對測頭端位移量提高10 倍,因而大大提高了它的測量精度。
2 結構原理
2.1 結構
如圖1 所示為本杠桿式電子卡規的主視圖和側視圖(局部):彈性杠桿變形元件的下端裝有金屬陶瓷定點測頭,變形元件上還裝有精確微調螺釘(通過改變墊片厚度進行調整)。左、右托架用螺釘固定于彈性杠桿變形元件的上部,其位置用彈性限位螺釘和鎖緊螺母調定。殼體與手柄連接,手柄與卡規本體用緊固螺釘連接,卡規本體和彈性杠桿變形元件通過螺釘連接。殼體內裝有液晶控制器、傳感器、發光二極管和發聲器;其中液晶控制器具有控制英制和公制尺寸轉換、相對和絕對尺寸測量、任意位置清零、正負值顯示、數據保持(包括最大值和最小值保持及極限尺寸判斷)、電池耗盡報警等功能。
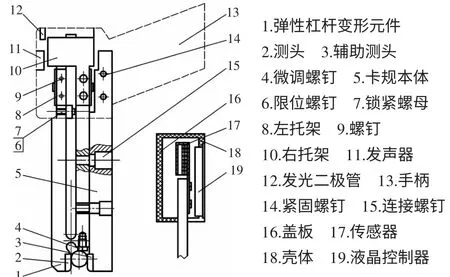
圖1 結構原理圖
2.2 原理
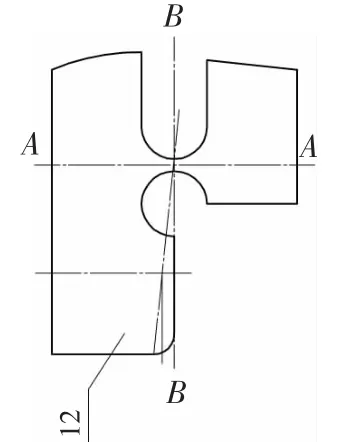
圖2 變形量的放大
將球形或圓柱形工件置于測頭2、輔助測頭3 和微調螺釘4之間即可測得直徑尺寸。原理如下:由圖1 和圖2 可知,被測工件直徑變化時,定點測頭測量點的位置相應變化,彈性杠桿變形元件以A-A 為變形中心面、B-B 為法平面,將工件直徑變化量按1:10 的比例(這個比例可根據需要來設計)傳到另一端容柵電子傳感器上,并通過發光二極管將尺寸顯示在液晶顯示屏上,發聲器會發出提示音。
測量誤差:若定點測頭位移量為0.1,工件直徑為φ30,位移所對應的弧長誤差:sinα=0.1/15,α=0.381974692°,弧長L=2πd×15/360=0.10000074,誤差δ=L-0.1=0.00000074,所以用位移變動量代替弧長變動量的誤差可以忽略不計。
3 結 論
大批量生產中精度與效率都很重要。本卡規用簡單的杠桿原理將工件誤差放大10 倍以上進行測量,不僅大大提高了測量精度,而且操作方便快捷、不需要太高的環境條件,很適合在線檢測。稍加改動還可以設計出杠桿式電子塞規,進而可以測量孔、槽等包容尺寸。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
