一種大長徑比精密階梯內孔的車削方法
2013-12-23 04:01:32黃世忠
機械工程師 2013年11期
關鍵詞:產品
黃世忠
(昆山江錦機械有限公司,江蘇 昆山215331)
1 引 言
在傳統的低速柴油機排氣閥的液壓油缸一般由上、下殼體兩個零件組成,并通過活塞導套連接,因此制造加工難度較低,但其相對位置不易保證且對柴油機性能有所影響。隨著低速柴油機設計的優化升級,目前多數采用整體式液壓油缸替代,然而整體式液壓油缸由于零件細長而導致加工時剛性極差,尤其是該零件的一組精密階梯內孔的加工制造難度大大增加。筆者提供了一種柴油機排氣閥整體式液壓油缸的車削加工方法,該方法主要通過零件自然狀態下加以特殊夾持從而增強其剛性,并輔以專用的精車刀具實現該零件的加工制造,有效保證了形位公差、表面粗糙度,提高了加工效率,降低了加工成本。
2 零件加工難點分析
整體式的柴油機排氣閥液壓油缸如圖1 所示,材料為QT700-2,產品技術要求:高壓泵壓力為82.5MPa,保壓時間為15min;低壓泵壓力為4.0MPa,保壓時間為15min。針對這種外形不規則、長徑比大、同軸度高的精密多孔產品加工,其難點在于大長徑比精密階梯內孔的加工:①內孔φA,以φC 內孔作為基準,加工φA 內孔,要求同軸度≤0.05mm,底平面全跳動≤0.05mm,精度要求0~0.062mm 之間,粗糙度為Ra1.6;②內孔φB,以φC 內孔作為基準,加工φB 內孔,要求同軸度≤0.02mm,精度要求0~0.018mm 之間,粗糙度Ra1.6,長徑比為1∶82;③內孔φC,要求圓柱度≤0.01mm,精度要求0~0.016mm 之間,粗糙度Ra1.6,長徑比為1∶340;④內孔φD,以φC 內孔作為基準,加工φD 內孔,要求同軸度≤0.1mm,精度要求0~0.074mm,粗糙度Ra0.4;⑤外圓φE,以φD 內孔作為基準,加工φE 外圓,要求同軸度≤0.03mm,精度要求-0.036~0.018mm 之間,粗糙度Ra3.2,同時保證φE 外圓端面全跳動≤0.05mm。

圖1
3 加工方案設計
該零件加工方案工藝流程如下:(1)毛坯非加工面打磨、粗加工;(2)按技術要求進行高、低壓泵壓試驗;(3)工件放在專用工裝內,以軸肩定位,加以特殊夾持,一次性精加工各內孔、外圓;(4)珩磨內孔粗糙度為Ra0.4;(5)最終檢驗。
4 加工方法介紹
由于該產品零件外形不規則,重心不在軸心線上,不易裝夾、校調。通過特殊夾持的方式,能夠有效地解決這種長徑比大、同軸度高的精密階梯內孔的加工,保證產品的加工質量,提高效率。本文主要針對大長徑比精密階梯內孔的加工方法進行介紹,主要工步如下:
(1)鉗工修去已粗加工合格產品毛刺,并將其正確裝入精車工具內,通過定位工具將產品定位,再使用(GB/T70.1-2000)內六角圓柱頭螺釘將工裝與產品連接,并使用特殊夾持將產品與工裝變為一體,以提高產品加工時的剛性和防振性能(如圖2 所示)。
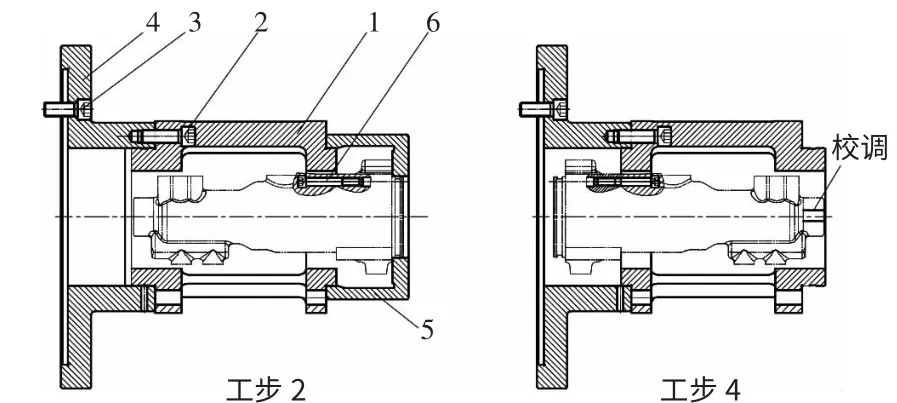
圖2
精車工具需要在三維軟件內與產品和特殊夾持模擬動態平衡,將車工具在適當位置取出部分材質,來保證整體的動態平衡。加工所使用刀具為加長防震刀排,鏜刀選用山特維克產長徑比10 的整體硬質合金刀桿在機床上將其緊固定位,確保具有良好的剛性。
(2)將已進行特殊夾持后的工件通過內六角圓柱頭螺釘將精車工件與過渡盤連接牢固,過渡盤直接與機床主軸連接,進行車削加工(如圖2 工步2 所示):數車精車退刀槽及φE 外圓、環槽、倒角、17 臺階面、φ103 孔、φD 孔(留0.50mm 余量待后續珩磨)、φB 孔(使用刀具如圖3 所示)、內孔油槽至圖紙要求,車φC 孔(使用刀具與圖3 類似)時留0.05~0.10 余量,待后續鉸削(注意:車φB 內孔時需要準確對刀,車刀刀尖高于機床中心0.1~0.15mm)。
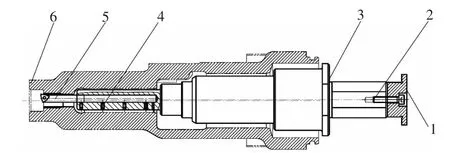
圖3
(3)清洗工件,利用鉸刀導向套,φC 專用鉸刀鉸削φC 內孔至圖尺寸,并根據φC 的實際測量尺寸選配φB鉸刀(如圖4 所示)進行鉸削,φB 鉸刀的定位尺寸與φC的實際測量尺寸間隙最大為0.005mm。由于車床出廠主軸本身的跳動誤差,車削加工很難保證零件的形位公差要求,因此采用特殊的定位鉸削工藝加工φC 內孔,以保證其形位公差。
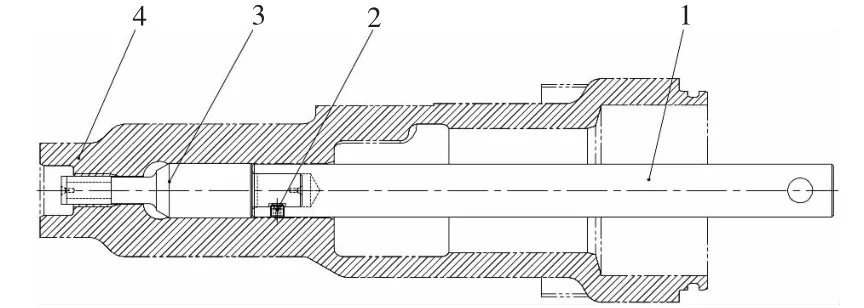
圖4
(4)掉頭,校φB 孔跳動≤0.01mm,進行車削加工(如圖2 工步4 所示):車小端平面至總長402mm、車M20 螺紋、φA 孔、孔口倒角至圖要求。
(5)鉗工分離特殊夾持,使用同軸度檢具(如圖5 所示)測量其同軸度并通過裝配組合產品進行試裝檢驗(如圖6 所示)。
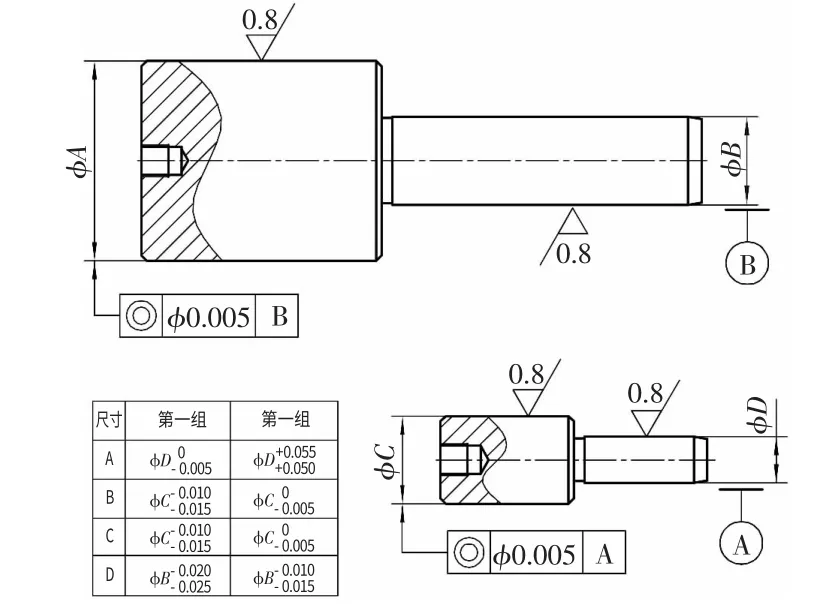
圖5

圖6
同軸度檢具精度要求高,量具廠訂購(主要是通過第一、二組所示公差精確測出產品φB、φC、φD 的同軸度要求至圖1 所示;第一組尺寸用于檢測下偏差,第二組尺寸用于檢測上偏差)。
5 實施的效果
該產品已在我公司實現批量化生產,加工后的產品經過三坐標測量儀和圓度儀全尺寸檢測,零件尺寸及形位公差完全滿足產品圖紙要求,且工藝保證能力穩定,產品質量可靠。該產品在經過裝配及動車試驗后,用戶反饋其可靠性和互換性大大增加,提高了公司針對這種特殊產品加工所采取的特殊夾持方式的特殊機械加工能力,填補了國內同行業特殊加工的空白,深得客戶及同行業者的認可。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
