太陽能用不銹鋼冷軋產(chǎn)品厚度影響因素的分析與改進(jìn)
2014-01-01 03:00:00寧波寶新不銹鋼有限公司杜海憲高松超喬愛民包玉龍尹靜
太陽能 2014年2期
寧波寶新不銹鋼有限公司 ■ 杜海憲 高松超 喬愛民 包玉龍 尹靜
0 引言
根據(jù)用戶需求,目前冷軋不銹鋼產(chǎn)品厚度有逐漸向薄料發(fā)展的趨勢,太陽能、沖壓制品、精密軋制等行業(yè),對產(chǎn)品厚度精度要求越來越高。如太陽能行業(yè)所需不銹鋼冷軋產(chǎn)品,厚度基本為0.3~0.5 mm,要求產(chǎn)品厚度穩(wěn)定,長度方向上厚度波動少。寧波寶新不銹鋼有限公司(以下簡稱寧波寶新)以生產(chǎn)不銹鋼薄規(guī)格冷軋產(chǎn)品為主,產(chǎn)品厚度控制精度高,較好地滿足了太陽能行業(yè)的使用需求。
影響冷軋不銹鋼薄規(guī)格產(chǎn)品厚度的因素較多,主要為原料合金成分、原料熱凸度、測厚儀狀態(tài)穩(wěn)定性、質(zhì)量設(shè)計、鋼卷頭尾AGC厚度控制、軋機(jī)操作人員的技能水平等。
本文對不銹鋼冷軋薄規(guī)格產(chǎn)品厚度各主要影響因素進(jìn)行分析,提出解決問題的思路和方向,以SUS304鋼種為例進(jìn)行闡述。
1 不銹鋼冷軋機(jī)厚度測量原理與特性
1.1 測量原理
目前不銹鋼冷軋通常采用X 射線測厚儀,其工作原理是:X射線源產(chǎn)生設(shè)定強(qiáng)度的輻射,經(jīng)不銹鋼吸收后,傳感器接收、檢測穿過帶鋼的X射線,再轉(zhuǎn)換成電壓,從而計算出待測量的不銹鋼厚度。其計算公式為:

式中,I為通過不銹鋼的X射線強(qiáng)度;I0為放射源產(chǎn)生的X射線強(qiáng)度;μ為不銹鋼的吸收系數(shù);ρ為不銹鋼密度;H為不銹鋼厚度。
不銹鋼與普碳鋼的測量原理相同,但不銹鋼合金元素多、鋼種牌號多,與普碳鋼相比,不銹鋼冷軋的厚度測量具有較大的差異性和特殊性。
1.2 不銹鋼對測厚儀測量的影響
1) 不銹鋼合金元素較多,如SUS304鋼種,除常見的Cr、Ni等主要元素外,還有Cu、Nb 等微量合金元素,不同的爐次,合金元素含量存在一定差異,必將會影響測量精度。
2) 不同的產(chǎn)品標(biāo)準(zhǔn),不同的用戶需求,即使對于SUS304同一鋼種牌號,實際合金元素可能也會存在較大差異,對厚度測量精度產(chǎn)生較大影響。
3) 不銹鋼冷軋產(chǎn)品厚度越大,對X射線的吸收越強(qiáng),如合金元素等發(fā)生變化時,將增大測量誤差,因此厚規(guī)格產(chǎn)品對測量條件的變化更為敏感。太陽能用產(chǎn)品常見厚度為0.3~0.5 mm,厚度較薄,合金元素等條件變化時,導(dǎo)致的厚度波動相對較小,但考慮到太陽能產(chǎn)品對厚度的高精度要求,合金成分變化所產(chǎn)生的影響也必須進(jìn)行控制和消除。
2 厚度質(zhì)量設(shè)計
不銹鋼冷軋生產(chǎn)時首先要進(jìn)行質(zhì)量設(shè)計,主要內(nèi)容包括:出廠產(chǎn)品厚度公差確定、工藝流程確定、各工序工藝要求等,其中涉及到產(chǎn)品厚度的為酸洗(主要為冷酸線)、軋機(jī)、修磨、平整等工序。
確定產(chǎn)品厚度的原則:首先要根據(jù)用戶的使用需求,確定成品基準(zhǔn)厚度及上下限公差,確定軋制目標(biāo)厚度,同時要考慮原料熱凸度值。冷酸機(jī)組的厚度減薄量按來料厚度的0.5%考慮,平整機(jī)組的厚度減薄量按實際延伸率考慮。
對于太陽能產(chǎn)品,在質(zhì)量設(shè)計中,首先要考慮到其對厚度公差要求高的特性,確定嚴(yán)格的成品上下限范圍;然后再根據(jù)原料熱凸度、酸洗和平整工序的厚度減薄量,確定合適的軋制目標(biāo)厚度。如成品厚度存在異常,調(diào)查分析后,再對軋制厚度進(jìn)行調(diào)整、改進(jìn)。這樣從質(zhì)量設(shè)計就開始按照用戶的使用要求,系統(tǒng)考慮薄規(guī)格產(chǎn)品的厚度影響因素,從而在生產(chǎn)制造流程上保證了產(chǎn)品的厚度精度。
3 原料合金成分的影響
原寧波寶新原料供應(yīng)廠家較多,近年逐漸集中在國內(nèi)某廠家,少量從國外廠家進(jìn)口。各不銹鋼廠家因煉鋼原料、合金成分控制策略等的不同,即使同一鋼種牌號,合金成分也會存在較大差異。
以國內(nèi)某廠家與國外某廠家為例,進(jìn)行SUS304鋼種合金成分對比,相關(guān)參數(shù)見表1。

表1 SUS304典型合金元素質(zhì)量分?jǐn)?shù)(單位:%)
從表1可知,兩個廠家的合金成分差異在于C、Mn、N等主要合金元素上。另外,Cu、Mo、Ti、Nb等微量合金元素國內(nèi)某廠家控制精度略差,波動大;國外某廠家控制精度較高,分析與煉鋼原料關(guān)聯(lián)很大。國外不銹鋼使用成熟,廢鋼資源充足,煉鋼原料中廢鋼比例大,煉鋼時各合金元素易受控;而國內(nèi)廢鋼資源相對較少,面臨生產(chǎn)成本壓力大等問題,煉鋼原料中低鎳礦比例大,導(dǎo)致微量合金元素控制精度受限。另外,煉鋼工序不同時期生產(chǎn)的鋼卷,因煉鋼原料有差異,微量合金元素也可能有較大波動。
合金元素的原子量越高,對測厚儀X射線的吸收率越高。與合金補(bǔ)償?shù)臉?biāo)準(zhǔn)樣板比較,當(dāng)前所軋制的鋼卷重金屬元素含量差異越大,則導(dǎo)致厚度檢測偏差越大。
因此,對于不同的原料廠家,需重新制作相應(yīng)的厚度標(biāo)準(zhǔn)樣板,分別進(jìn)行合金補(bǔ)償。另外,對于同一生產(chǎn)廠家的原料,對原料的合金成分(如Ni、Cu等)也制定了內(nèi)控標(biāo)準(zhǔn),從源頭來保證薄規(guī)格產(chǎn)品的厚度測量和控制精度。
4 熱凸度的影響
原料熱凸度對冷軋不銹鋼的厚度影響主要為兩方面:
1) 軋機(jī)測厚儀測量的為帶鋼中部厚度,如熱凸度過大,會出現(xiàn)帶鋼中部厚度控制正常,而邊部超薄等問題。
通過現(xiàn)場鋼卷熱凸度的跟蹤與統(tǒng)計分析,發(fā)現(xiàn)原料經(jīng)常會出現(xiàn)帶鋼單側(cè)熱凸度過大的問題,如圖1所示。其中,帶鋼寬度方向上的厚度測量點,每25 mm間隔取1點測量厚度。
圖1表示薄規(guī)格產(chǎn)品的熱凸度出現(xiàn)異常,中部厚度控制正常,但由于帶鋼單側(cè)熱凸度過大,導(dǎo)致該側(cè)超薄,不能滿足太陽能產(chǎn)品的使用要求。另外,熱凸度過大,易導(dǎo)致鋼卷跑偏、板形出現(xiàn)異常,從而影響厚度控制的精度和長度。
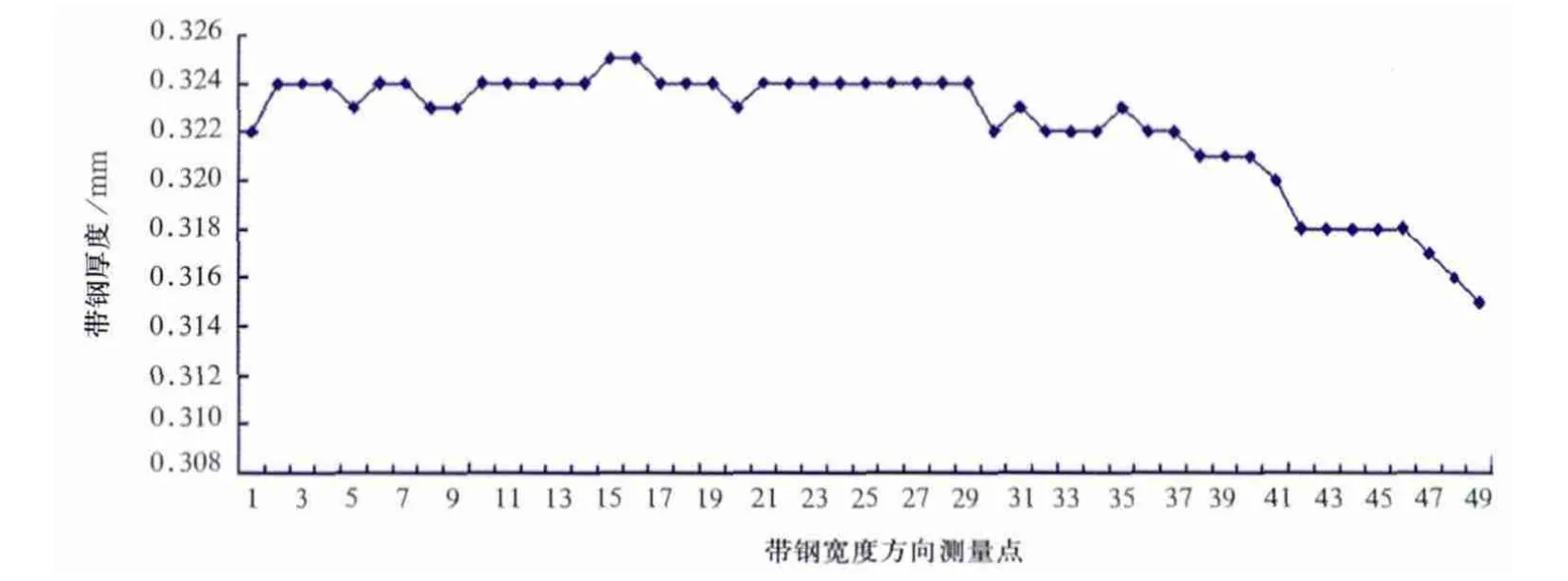
圖1 典型的薄規(guī)格產(chǎn)品熱凸度異常曲線
2) 軋制時,操作人員人工測量帶鋼邊部厚度,再加上一定的熱凸度數(shù)值,與測厚儀測量的中部厚度進(jìn)行對比,以判斷當(dāng)前厚度檢測和控制是否正常。如帶鋼熱凸度過小或過大,會造成軋機(jī)操作人員誤判為測厚儀出現(xiàn)異常、需設(shè)備人員處理等,影響正常軋制。
因此,為保證冷軋時順利軋制和厚度控制,希望將熱軋鋼卷的凸度控制在較小(1.5%)、對稱并且穩(wěn)定的范圍內(nèi)。
5 鋼卷頭尾厚度控制的影響
由于多輥可逆式軋機(jī)固有的特性,鋼卷頭尾與卷筒接觸散熱或與空氣等外界進(jìn)行熱交換,頭尾帶鋼溫度較低、加工硬化大,軋制力相對較大。特別是軋制薄規(guī)格產(chǎn)品時,AGC控制難度進(jìn)一步加大,此時AGC控制為非穩(wěn)態(tài)過程,厚度不易控制。另外,為避免軋制力、板形等因素劇烈變化所導(dǎo)致的鋼卷頭部絞、斷帶軋制事故,頭部啟動速度較低,此時AGC控制系統(tǒng)的增益較小,使頭部厚度控制響應(yīng)速度受到一定限制。
軋制0.3~0.5 mm的薄規(guī)格產(chǎn)品時,鋼卷頭尾厚度控制是主要問題。相比較之下,鋼卷中部AGC厚度控制成熟穩(wěn)定,響應(yīng)速度快,厚度波動范圍通常為5,完全可滿足太陽能行業(yè)的加工和使用要求。
薄規(guī)格產(chǎn)品軋制最終道次的典型實測厚度曲線如圖2所示。其中,縱坐標(biāo)表示厚度波動值,為帶鋼實際厚度與設(shè)定值之間的差值。從圖2可看出,鋼卷頭部超厚較多,AGC未能有效調(diào)節(jié),導(dǎo)致出現(xiàn)約30 m的超厚,無法滿足太陽能用戶的使用要求,需在成品機(jī)組進(jìn)行切除。
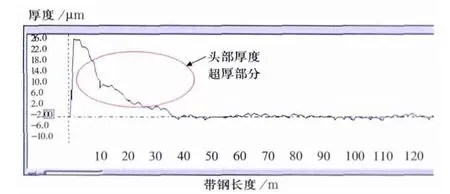
圖2 典型的薄規(guī)格產(chǎn)品軋制厚度曲線
解決和改進(jìn)方案為:
5.1 鋼卷頭部軋制力設(shè)定
軋機(jī)數(shù)學(xué)模型計算的軋制力預(yù)設(shè)定值,是根據(jù)鋼種加工硬化指數(shù)、道次壓下量、寬度 等計算得出的,為鋼卷中部正常軋制時的計算值。但鋼卷頭尾超厚、溫降大,軋制力普遍要比中部正常軋制時大約50~100 t,因此數(shù)學(xué)模型不能滿足現(xiàn)場實際需求。
1) 計劃對原數(shù)學(xué)模型進(jìn)行改進(jìn),重新開發(fā)新的軋制力計算模型。根據(jù)鋼卷頭部實際厚度進(jìn)行軋制力計算,提高頭部軋制力設(shè)定精度,減少超厚帶鋼長度。
2) 人工提高軋制力設(shè)定精度。為保證表面質(zhì)量,軋制時最后兩個道次要更換工作輥,此時諸多條件發(fā)生變化,如工作輥輥徑變化、工作輥尚未與帶鋼充分磨合等,會導(dǎo)致軋制力發(fā)生變化。
在原數(shù)學(xué)模型未改進(jìn)前,臨時采用人工設(shè)定方法,即考慮當(dāng)前的工作輥輥徑大小,以上一道次尾部的實際軋制力數(shù)值為準(zhǔn),減去20~50 t,即為當(dāng)前道次的頭部設(shè)定值。
5.2 操作因素的影響
軋機(jī)AGC增益直接與軋制速度相關(guān),軋制速度越快,厚度修正能力越強(qiáng)。軋制時,操作人員調(diào)節(jié)和觀察帶鋼板形,如板形正常,則要盡快升速,此時AGC增益變大,軋制力調(diào)節(jié)響應(yīng)速度加快,可更好地消除厚度差異。
6 測厚儀工作狀態(tài)的影響
軋制時要保證厚度控制穩(wěn)定,測厚儀的準(zhǔn)確測量是前提條件。
現(xiàn)場軋制時,因測厚儀射線源等設(shè)備出現(xiàn)故障,檢測精度出現(xiàn)偏差,有時厚度偏差較小,軋機(jī)操作人員未能及時發(fā)現(xiàn),導(dǎo)致多卷帶鋼厚度控制異常。
因此,為保證厚度控制精度,首先要保證測厚儀處于穩(wěn)定、可靠的工作狀態(tài),需大大縮短測厚儀標(biāo)定時間,減小測量系統(tǒng)誤差。另外利用檢修時間,用合金補(bǔ)償標(biāo)準(zhǔn)樣板對測厚儀進(jìn)行檢查,驗證測厚儀的工作狀態(tài)是否正常。
7 結(jié)論
1) 目前太陽能用戶對不銹鋼薄規(guī)格冷軋產(chǎn)品的厚度精度要求越來越高,現(xiàn)場影響因素較多,主要為原料合金成分、原料熱凸度、測厚儀狀態(tài)穩(wěn)定性、質(zhì)量設(shè)計、軋機(jī)操作人員的技能水平等。
2) 寧波寶新在前期工作基礎(chǔ)上,對影響產(chǎn)品厚度的各影響因素分別采取了相關(guān)措施,進(jìn)一步提高了產(chǎn)品的厚度控制精度。目前寧波寶新的薄規(guī)格產(chǎn)品厚度控制水平在國內(nèi)處于領(lǐng)先地位,較好地滿足了太陽能等行業(yè)和用戶的使用需求。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:23:50
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
玩具(2009年10期)2009-11-04 02:33:14