使用球磨機給礦量優化浮選液位控制的應用
2014-01-01 02:56:42彭秀云范凌霄黃玉珍梁劍峰李晶兵
銅業工程 2014年6期
彭秀云,范凌霄,黃玉珍,梁劍峰,李晶兵
(1.北京礦冶研究總院,北京102628;2.江西銅業集團公司德興銅礦,江西 德興334200)
1 引言
選礦廠工藝流程一般包括碎礦、磨礦、浮選及精礦脫水幾個工段。浮選過程是有用礦物成分的選別和富集過程,浮選槽的礦漿在攪拌、充氣和浮選藥劑的作用下,有用金屬成分被活化吸附后,帶到泡沫層中,經刮出就成為了精礦,相反,礦漿中的脈石和其他成分經藥劑作用下沉為尾礦[1]。
對于浮選過程的主要控制目標是:保持合格的最終精礦品位;提高有用成分的回收率;降低藥劑等原材料的消耗量[1]。
隨著浮選機容積的增大和自動控制技術的不斷革新,為了滿足選礦生產過程中安全性、產品質量、生產效益、環境保護等要求,浮選過程自動控制程度越來越高[2]。浮選槽液位的變化直接影響精礦品位和回收率,因而,浮選槽液位的穩定控制是浮選過程穩定生產的關鍵參數[3]。然而,對于浮選過程而言,品位指標與關鍵控制變量間具有強非線性、不確定性等綜合復雜性,常規或單一控制方法難以實現工藝指標的優化控制[4]。
本文針對浮選生產過程的特點,將反饋與前饋相結合,使用球磨機給礦量變化的參數,優化了浮選液位控制系統。
泗州選礦廠作為德興銅礦的主要產能企業,承擔著日處理量3.8萬t的生產任務。選礦廠分一期和二期兩個選礦車間,一期共12臺球磨機,日處理量約達到18000t/d,二期共10臺球磨機,日處理量約達到20000t/d。因此,如何保證浮選工藝流程的穩定是控制系統需要解決的問題。因一期和二期配置相同,我們選取二期作為主要研究對象。
粗選作業分四個作業,分別為粗一、粗二、掃一和掃二,每個作業由兩臺浮選機組成。浮選機選用北京礦冶研究總院KYF-130立充氣攪拌式浮選機。其控制系統為每作業配置一套液位回路,共4套液位回路,每個回路由檢測裝置,控制器和執行機構組成。系統可以通過就地的控制箱進行就地手動控制,也可以通過遠程PLC集中控制系統進行遠程手動和遠程自動控制。由于粗一是浮選的關鍵作業,也是首先受到給礦量擾動的作業,同時也是影響后續作業穩定性的主要原因。因此,本文重點研究粗一作業的給礦量擾動對控制系統的影響。
2 浮選液位優化控制算法
2.1 液位控制控制算法
圖2為典型的PID控制回路。液位控制算法中,常規PID已經不能再滿足大型浮選機液位系統的非線性和大滯后性要求[5]。為減少在球磨機開停球時,給礦量的擾動對浮選作業的影響,增加了等可浮作業(粗選一)的前饋控制,使系統即時響應這種變化,穩定后續作業流程。
2.2 擾動量計算
圖3為PID子程序內擾動前饋量的計算原理。
2.3 模擬給礦量擾動
由于控制系統無法讀取到給礦量的適時數據,因此采用了人工手動設定開停球信息,估算開停球時給礦量的變化,以及延遲時間、作用時間。
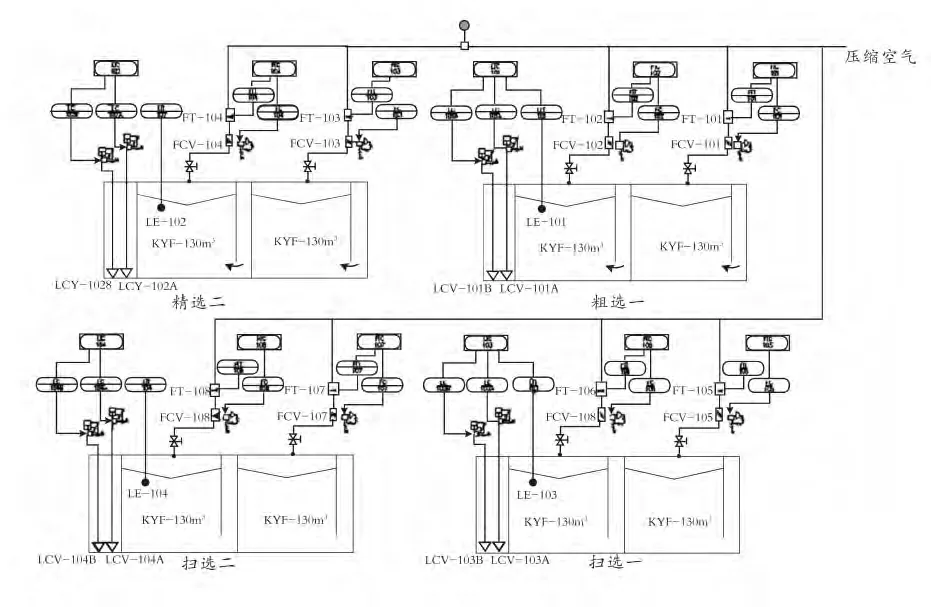
圖1 浮選過程P&I圖
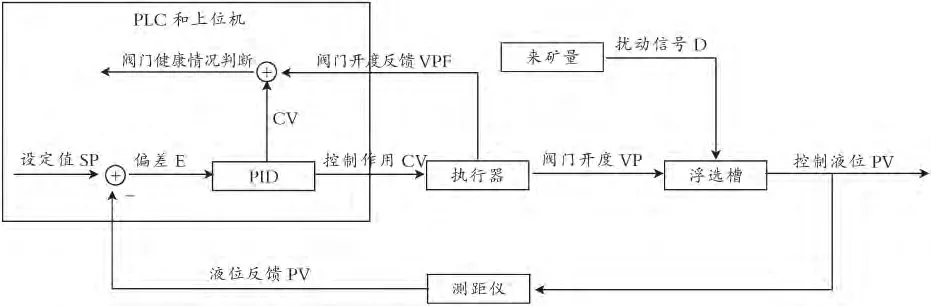
圖2 PID控制算法
二期共10臺球磨機,其處理量為826.5t/h,按照給礦濃度32%,礦漿比重1.25g/ml計算,額定的給礦流量為2066.25m3/h。
二期的球磨機給礦量分別為:228t/h(大球磨),66.5t/h(小球磨)*9。
(1)按照一臺大球停開車或者兩臺小球停車時,加入前饋控制。
給礦延時時間為30s,給礦作用時間為60s,給礦系數為FK。
ΔQlmt=FK* Qmax/Num=FK*2066.25/10=FK*206.625。
此時,要求166.25<ΔQlmt<332.5m3/h,即0.8<FK<1.6。
初步設定 FK=1.5。按照如下公式計算前饋量。
Bias=K*100* ΔQ/Qmax。
(2)按照兩臺小球66.5t/h(332.5m3/h)停車或者開啟時,加入前饋控制其前饋量為:
Bias=K*100*133/756=K*17.59。
初步設定為 K=0.3,則 BIAS=5.277。建議Kmax=0.4。
3 控制效果及運行指標分析
3.1 球磨機給礦量擾動條件下浮選液位的控制效果
控制系統分析了在球磨機不同開停工況下,測試了不同的前饋控制系數K對控制效果的影響。得到K=0.3時效果最佳。
(1)K=0.2時,13∶43∶00開了2臺66.5t/h球磨機,Δ(PV-SP)max=563-545=18mm。
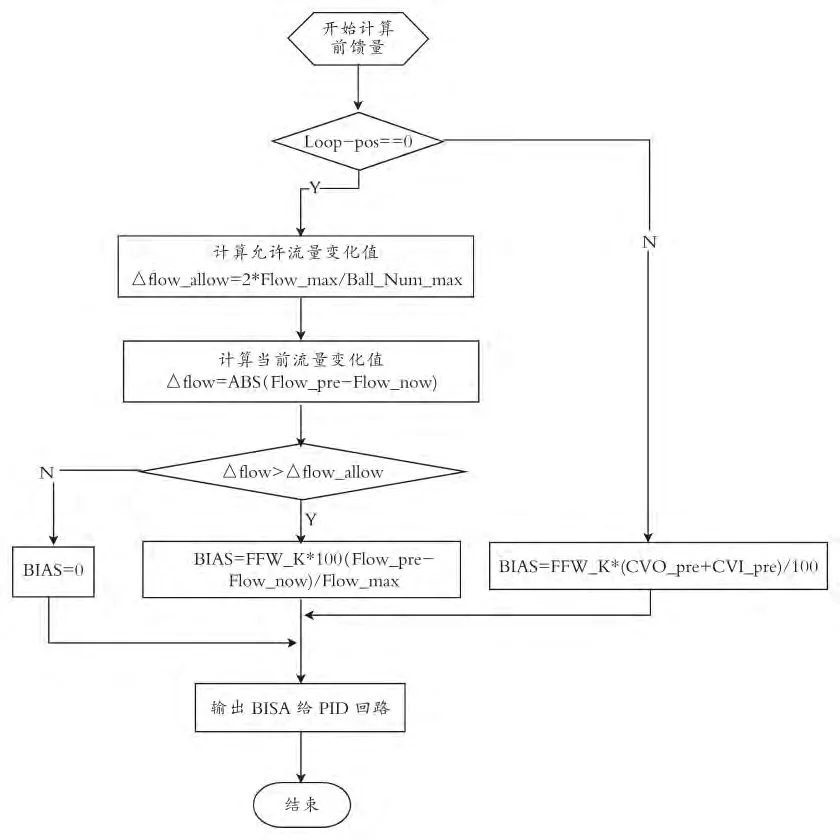
圖3 PID子程序內擾動前饋量計算
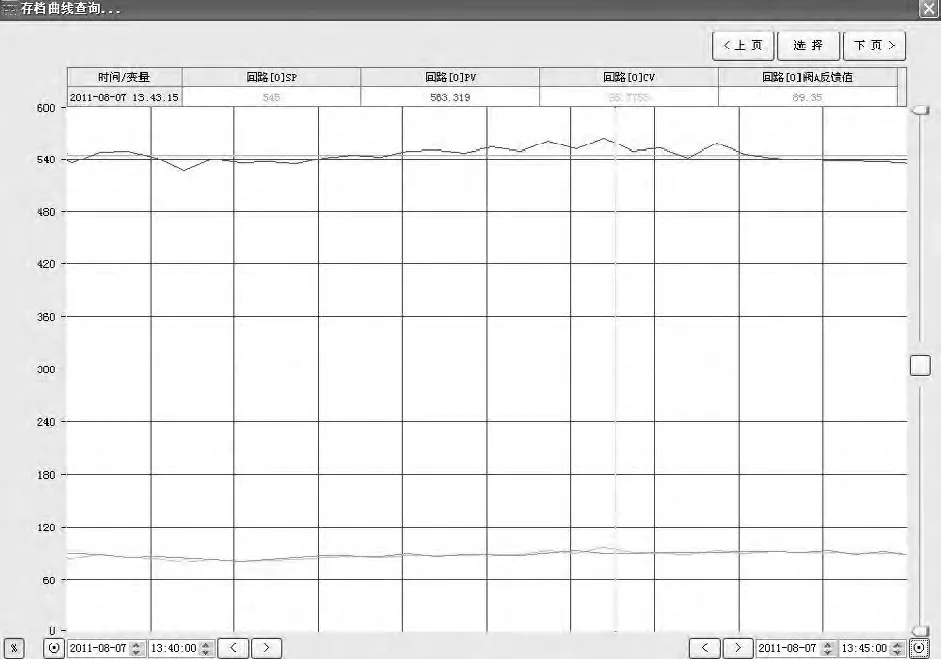
圖4 K=0.2開2臺小球磨5分鐘控制曲線
(2)K=0.4 時,14∶01∶55 停了1 臺228t/h,3 臺66.5t/h球磨機,Δ(PV-SP)max=559-545=14mm。
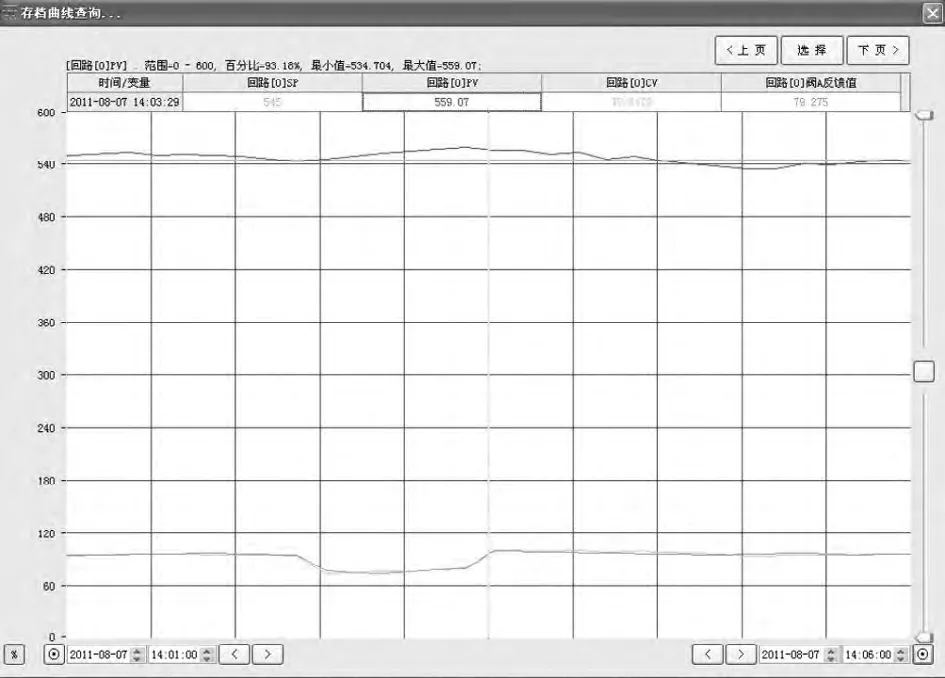
圖5 K=0.4停1臺大3臺小球磨5分鐘控制曲線
(3)K=0.3 時,14∶06∶10 開了1 臺228t/h,3 臺66.5t/h球磨機,Δ(PV-SP)max=554-545=9mm。
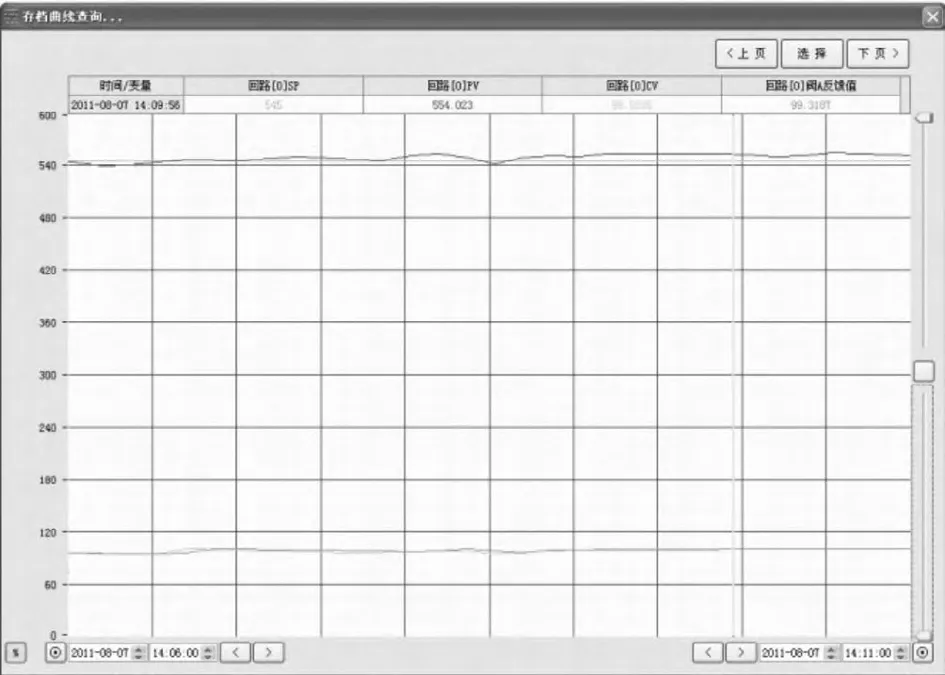
圖6 K=0.3開1臺大3臺小球磨5分鐘控制曲線
3.2 球磨機給礦量擾動條件下運行指標
優化后的控制系統在7月經過調試后8月1日投入使用,從表1中可以看到粗選回收率較7月份的87.2%提高到了8月份的88.3%,大約1%左右。
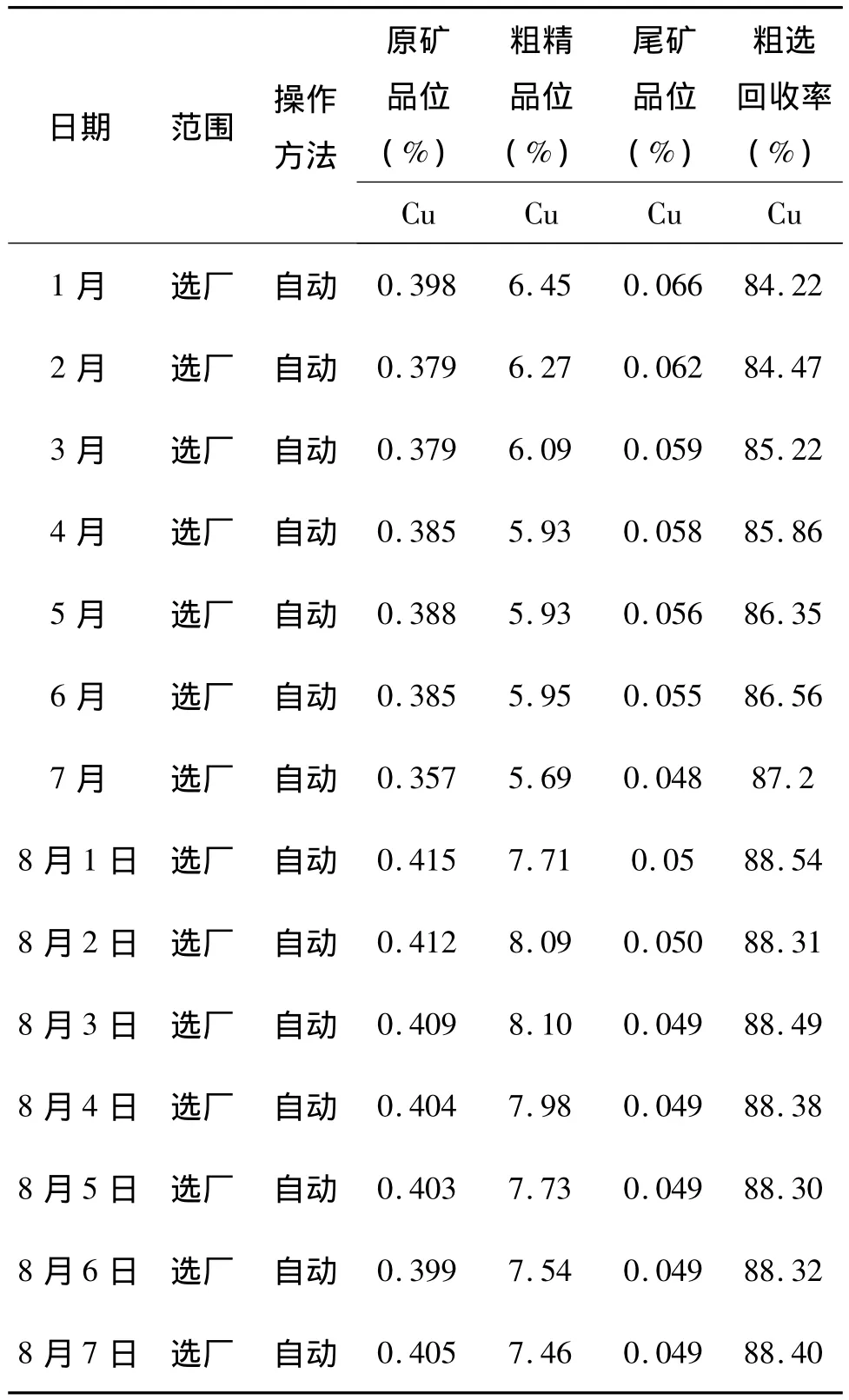
表1 運行指標統計表
4 監控畫面優化
優化后的監控系統增加了球磨機開停信息手動設定功能及其信息。
(1)選擇開停球磨機信息。以及當前運行球磨機數量和總的球磨機數量顯示。
(2)各球磨機處理量顯示和設定。以及當前給礦量和額定給礦量統計顯示,當前給礦量流量和額定給礦流量量統計顯示。
(3)給礦變化延遲時間、作用時間和給礦系數的設定和顯示。
5 總結
經過優化后的浮選液位控制系統運行穩定。在正常給礦穩定的情況下,系統運行穩定;給礦量發生變化后,控制系統能及時調整。
由于浮選過程比較復雜,除了物理反應外,還包括化學反應。且浮選過程內部機理復雜,內部工況無法直接測量,浮選槽之間的連接也很復雜,能夠直接監測的物理量也很少[6]。未來的研究工作可分析不同的工藝條件對生產指標和回收率的影響,這將是一個很重要的研究課題。
[1]蔡幼忠.浮選槽的液位檢測控制探討[J].有色礦山,2002,31(6):35-45.
[2]沈政昌.浮選機發展歷史及發展趨勢[J].有色金屬(選礦部分),2011,(1):34-46.
[3]邵之苗,高揚.銅選礦廠浮選過程控制系統的研究與應用[J].礦冶,2012-03,21(1):73-76.
[4]李海波,鄭秀萍,柴天佑.浮選過程混合智能優化設定控制方法[J].東北大學學報(自然科學版),2013-1,33(1):1-5.
[5]武濤,楊文旺,李強等.大型充氣機械攪拌式浮選機控制系統的設計與應用[J].有色金屬(選礦部分),2012,(5):62-73.
[6]王云峰.浮選機液位在線檢測分析與神經網絡預測研究[J].電子設計工程,2012-1,20(2):171-173.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
故事大王(2016年7期)2016-09-22 17:30:08
汽車維護與修理(2015年2期)2015-02-28 12:15:41
兒童故事畫報(2013年3期)2013-06-24 05:40:30