液壓支架結構件焊接工藝研究
2014-01-12 05:56:10厲華
同煤科技 2014年1期
厲 華
0 引言
隨著液壓支架設計向技術含量大、自重輕型化、材質高強化的方向發展,液壓支架使用的低合金結構鋼鋼板由七八十年代的Q345(50 kg 級)發展到了九十年代的Q420(55 kg 級)、Q460(60 kg 級)。近幾年來,由于大工作阻力液壓支架和薄煤層液壓支架的快速發展,Q550(70 kg 級)、Q690(80 kg 級)鋼材得到了較多采用。這些高強度低合金結構鋼材隨著強度等級的提高,焊接性能變差,脆性增加,焊接應力較難消除[1],對焊接作業環境、焊接設備、焊接材料、焊接作業人員等焊接作業條件和焊接電流、焊接電壓、預熱措施、焊后熱處理方法等工藝參數以及焊接過程的控制措施都提出了更高的要求。
大同煤礦集團公司中央機廠從2006 年制造ZY6400/12/28 型液壓支架首次使用Q690、Q550 高強度結構鋼板開始,到2008 年制造ZF15000/27.5/42 型放頂煤液壓支架、2011 年制造ZY6200/9.5/17 型液壓支架、ZZ5200/12/23 型液壓支架,大幅度使用了強度等級為700 MPa 以上高強度低合金結構鋼。面對這種情況,筆者對低合金高強度結構鋼焊接工藝進行了反復實驗,認真研究,取得了一些成果。
1 焊接工藝試驗
為了得到焊接最佳工藝參數,在不同的工作環境,選用不同的焊接設備,采用高強匹配、等強匹配、低強匹配3 種方法,選用不同的焊接材料以及不同的焊接工藝參數制作了大量試件,進行了拉伸試驗、彎曲試驗、沖擊試驗、金相分析,掌握了大量的第一手資料;再結合多年來液壓支架結構件焊接經驗,制定出了一套行之有效的焊接工藝規范,經過工業性實驗效果非常好。
2 焊接工藝確定
2.1 焊接作業環境要求
大同地處高寒區,氣候寒冷多風,一年里長時間處于風沙肆虐之中,晝暖夜寒,平時風力也在3~4級,7~8 級大風習以為常。根據多年來的實踐及實驗證明,液壓支架結構件高強度低合金結構鋼焊接在該地區必須滿足以下工作環境要求:
(1)焊接必須在車間內進行,且工作場地必須距車間大門5 m 以上,以滿足氣體保護焊風速≤2 m/s的要求。若遇大風天氣,焊接工作現場還需設防風棚或其他防風措施,天熱使用風扇時氣流不得對著施焊處。
(2)焊接作業區溫度不得低于5 ℃。若低于5 ℃時,應將構件始焊部位1 m 范圍內各方向大于2 倍板厚厚度且不小于100 mm 范圍內的母材加熱到20℃以上方可施焊,其他部位通過焊接自身溫度確保不低于20℃。
(3)焊接作業區相對濕度不得大于90%。當焊件表面潮濕或有冰雪覆蓋及雨雪天氣不滿足要求時,應采取加熱去濕措施,即對需要焊接的區域用氧-乙炔火焰進行整體性烘干,除去焊縫兩邊的水蒸氣。
2.2 對焊接作業人員的要求
(1)參與焊接的作業人員必須經培訓合格并持有在有效期內的焊工合格證方可從事焊接。
(2)凡未取得焊工合格證或新從事焊接作業的焊工必須簽訂《師徒合同》,在師傅指導下從事一些非重要零件的焊接(如膠管卡、閥連接板),不得單獨頂崗。學徒期滿經培訓合格后方可單獨上崗。
(3)工廠應經常對焊工進行新工藝、新設備方面的技術培訓,不斷提高焊工業務水平和操作能力。未經培訓合格不得從事新工藝、新設備方面的操作。
2.3 對生產設備的要求
(1)焊機主機所有金屬外殼必須可靠接零或接地,以防觸電事故的發生。
(2)焊接主機各調節手把應靈活,焊接條件調節范圍廣,擁有焊接參數存儲、顯示功能。
(3)焊接電纜必須絕緣良好,外皮不得有破損,不得用金屬體代用地線。
(4)一次電源、二次電源接線柱必須安全可靠。
(5)焊機監視儀表(電流表、電壓表、減壓器)要求處于校準狀態。
(6)為了保證焊接有穩定可靠的焊接性,應優先選用逆變式弧焊機及CO2氣體保護焊機[2]。
2.4 對生產工裝的要求
(1)焊接工裝必須牢固可靠,且可多方向調整。
(2)焊接工裝必須滿足產品能實現平角焊及平焊的需求。
2.5 對焊接材料的要求
(1)焊接必須使用合格供方產品。供方必須具備生產許可證,產品隨行文件齊全,并定期對供方進行評審。
(2)首次使用的焊接新材料或母材,必須進行焊接性能試驗及可焊工藝性試驗(含拉力試驗、彎曲試驗),合格后方可投入使用。
(3)焊接材料的防護應采取防潮、防銹措施。使用前必須對焊條進行正確烘干。銹蝕變質的材料不得投入重要焊縫使用[3]。
(4)鍍銅焊絲的鍍銅層要均勻光滑,不應有脫落現象。焊絲表面不得有毛刺、劃痕、銹蝕和氧化皮等[3]。
(5)焊接使用保護氣體純度≥99.5%,水分含量≤0.005%。
(6)鋼材焊接材料的選用一般采用等強匹配的原則[2]。
2.6 對施焊工藝的要求
2.6.1 施焊前的準備工作
(1)施焊前必須認真閱讀產品圖紙及工藝文件,熟記焊接部位及焊接尺寸要求,發現有不理解或不清楚部分,必須及時與班組長及主管技術人員聯系,以求得正確解答和必要的更正。
(2)施焊前,必須認真檢查施焊現場5 m 范圍內有無易燃易爆物體。
(3)施焊前,必須按要求對焊接作業環境、焊接設備、焊接工裝等進行必要的檢查。
(4)施焊前,必須用鋼絲刷或角磨機對焊接部位20 mm 范圍內的油污、鐵銹進行清理,并用氧乙炔火焰進行局部預熱烘干(焊縫周圍100 mm 范圍)。
2.6.2 焊接作業過程
2.6.2.1 焊機的選用
支架焊接選用CO2半自動焊機,設備規格為500型~600 型。
2.6.2.2 焊絲的選用
①Q345,選用H08Mn2SiA (I)CO2鍍銅焊絲(實心)。
②Q420,選用H08MnSiA 藥芯焊絲或實心鍍銅焊絲。
③Q460,選用GHS-60 高強度CO2實芯焊絲。
④Q550,選用GHS-70 高強度CO2實芯焊絲。
⑤Q690,選用GHS-80 高強度CO2實芯焊絲。根據我廠多年的生產實際需求,支架焊接一般統一選用φ1.2 mm 焊絲。
2.6.2.3 焊前預熱方法選擇
本著既保證產品質量,又降低成本,改善焊工工作條件的原則,對Q690 與Q690、Q690 與Q550、Q690 與Q460、Q550 與Q550、Q550 與Q460、Q460與Q460 等多種不同強度鋼板組焊方式,分別采用了不預熱、氧-乙炔火焰局部預熱、加熱爐整體預熱3種工藝方案進行了施焊。
以Q690 為主的鋼板焊接,必須入加熱爐整體進行焊前預熱,預熱溫度150℃~200℃;且焊接過程中應經常進行點溫計監測層間溫度,低于100℃時應重新入爐加熱至150℃~200℃。Q550 以下強度等級的鋼板不必進行入爐預熱措施,開始焊接前用氧-乙炔火焰對始焊部位焊縫兩側80 mm~100 mm 范圍內預熱1.5 m~2 m,溫度150℃~200℃,以提高始焊溫度,施焊過程通過焊接自身電阻熱保證層間溫度80℃~100℃之間。
2.6.2.4 焊接過程控制
為了保證預熱效果,使焊件層間溫度滿足焊接要求,焊接過程廢棄了過去長期使用的單人包件制,改為作業小組包件制,即3~4 人組成一個作業小組,對同一工件預熱后不間斷連續焊接,中間采取多人輪換方法,直至該道焊接工序組件全部焊接完畢進入焊后熱處理為止。
焊接采用兩人對稱焊接方法控制焊接變形。且要求加強焊接工藝監控,嚴格限定焊接電流,防止電流太小產生未熔合,未焊透現象;電流太大導致焊縫熱影響區增大,焊縫嚴重脆化,造成焊縫開裂。
2.6.2.5 焊接電流及電弧電壓選定
①δ12 mm 以下鋼板,選用240 A~260 A 焊接電流,25 V~27 V 電弧電壓。
②δ12 mm~δ20 mm 鋼板,選用280 A~320 A 焊接電流,30 V~32 V 電弧電壓。
③δ>20 mm~25 mm 鋼板,選用330 A~350 A 焊接電流,33 V~35 V 電弧電壓。
④δ>25 mm 鋼板,選用350 A~380 A 焊接電流,36 V~38 V 電弧電壓。
打底焊為了保證焊透,蓋面焊為了便于鋼水流動、表面美觀,應采用較大電流;填充焊為了減小焊接熱輸入,防止變形和減小應力,應采取較小電流。
2.6.2.6 其他工藝參數選定
干伸長度L=17 mm~22 mm;送絲速度V=16 m/min~20 m/min;氣體流量1 150 L/h~1 250 L/h。
2.6.2.7 焊接
焊接采用多層多道焊(見圖1)。
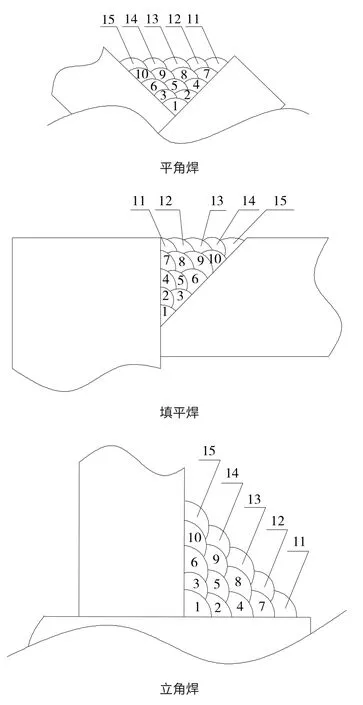
圖1 多層多道焊示意
焊角高12 mm,焊接層數3~4 層,6~10 道;焊角高15 mm,焊接層數4~5 層,10~15 道;焊角高20 mm,焊接層數5~6層,15~20道;焊角高25 mm,焊接層數6~7層,20~26道。其中,打底焊3 mm~4 mm,填充焊每層3 mm~4 mm,蓋面焊2 mm~3 mm。
2.6.2.8 焊接順序及形式
為了防止焊接變形,降低焊接應力,焊接采用先焊立焊縫、后焊橫焊縫,先焊短焊縫、后焊長焊縫的順序。在液壓支架焊接中按下列順序進行。
①為使支架形成一個整體框架,在整體施焊前應對頂(底)板與主(立)筋焊縫平焊4 mm~5 mm 一層,防止在調運過程造成定位焊縫開裂。
②采用平角焊方法焊接各立筋板與主筋板的立向焊縫,即圖2 中的H1(采用兩次反轉方法分別施焊筋板兩側焊縫)。
③采用平角焊方法焊接主筋與頂(底)板寬度方向的焊縫,即圖2 中的H2(采用兩次反轉方法分別施焊主筋板兩側焊縫)。
④采用平角焊方法焊接主筋與頂(底)板長度方向焊縫,即圖2 中的H3。

圖2 焊縫位置類型示意
①②③④焊接工序完成后,轉鉚工組點區蓋蓋板。
⑤采用平焊方法施焊蓋板與主筋板填平焊縫,先焊寬度方向,再焊長度方向。
⑥采用平角焊方法施焊蓋板與主筋板角焊縫,先焊寬度方向,再焊長度方向。
⑦采用平焊方法施焊蓋板其他焊縫。
⑧轉機加工鏜削連接孔。
⑨焊接其他附屬零件后交驗。
2.6.2.9 焊后熱處理方法選用
應執行以下措施:
①Q690 鋼板為主要母材制成的工件,每一道工序焊接完畢都必須馬上入爐進行焊后熱處理,加熱溫度450℃~500℃,保溫2.5 h 后將工件運至避風部位空冷至常溫再進入下一道工序組點。
②Q550 鋼板為主要母材制成的工件,主要零件焊接時,重要焊縫必須立即入爐進行焊后熱處理,加熱溫度450℃~500℃,保溫2.5 h 后將工件運至避風部位空冷至常溫。
2.6.2.10 焊接過程自檢與互檢
①施工前,應認真檢查定位焊質量(焊點長度15 mm~20 mm,間隔250 mm~300 mm,組點間隙≤2 mm),若發現定位焊質量不合格,需及時找有關人員進行處理(返修或更換零件)。
②施焊前,必須認真檢查驗證鉚工組點合格驗收標識,無標識者不得投入施焊。
③焊工每焊完一道一層,必須認真清理焊縫周圍的焊瘤、飛濺物,若發現有焊接缺陷,必須用角磨機將不合格部位清理后重新施焊。
④焊工每焊完一道工序,經自檢合格后交付專職檢驗員驗收合格并做出標識后方可轉入下道工序組點、施焊。
⑤整件產品焊接完畢,焊工必須在規定部位用電弧燒出焊工編號后方可交付檢驗以便于追溯。
⑥產品完工后必須經專職檢驗人員驗收合格方可出廠,對于圖3 所示的重要焊縫還需進行探傷處理。焊縫質量要求達到GB 3323-87 規定的Ⅱ級以上焊縫要求[4]。
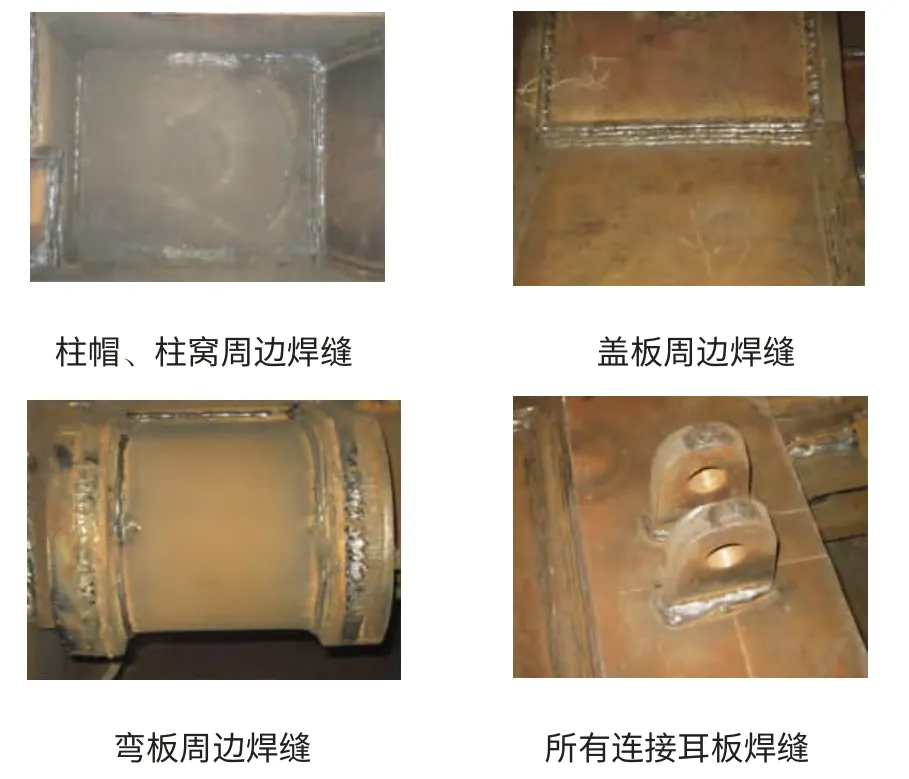
圖3 液壓支架重要焊縫示意
3 結論
該工藝自2006 年以來,經過反復實踐,多次修改,已逐步趨向完善,先后用于大板厚、大采高、大噸位、大工作阻力液壓支架焊接及小板厚、超輕型薄煤層液壓支架焊接,均取得了良好的效果。但是高強度低合金結構鋼的焊接情況復雜多變,裂紋及強韌性問題尤為突出,控制各種焊接因素使焊接區形成高強度高韌性焊接接頭,金屬藥芯焊絲具有調整母材合金金屬成分的優點,是高強度焊材的發展方向。
[1]王笑天.金屬材料學[M].西安:西安交通大學出版社,1989.
[2]俞尚知.焊接工藝人員手冊[M].上海:上海科學技術出版社,1991.
[3]楊道明,朱勛.金屬力學性能與失效分析[M].北京:機械工業出版社,1991.
[4]濮良貴,紀名剛.機械設計[M].北京:高等教育出版社,2001.
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
