基于Z脈沖信號的高速高精回零方式研究
2014-01-21 00:52:34王興飛鄭仲謙
電子設計工程 2014年21期
關鍵詞:規劃
王興飛,鄭仲謙,李 松
(華南理工大學 機械與汽車工程學院,廣東 廣州 510640)
隨著電子信息技術的發展,數字化制造技術越來越成為機電一體化時代機床業的核心技術,其代表產物就是數控機床。數控機床可以在提高生產率的同時,保證產品一定的加工質量和加工精度。加工過程中機床各個軸都設定了一個原點,作為軸運動的零點。確定零點位置對機床的精度是至關重要的,回零操作就是要確定位置測量的起點,數控機床的刀具補償、反向間隙補償、螺距誤差補償等精度補償措施能否發揮作用,也完全取決于數控機床的回零精度[1]。
回零方式根據檢測裝置的不同,可以分為柵格法和磁開關法兩種[2]。其中光電開關加光柵尺或者旋轉碼器是最常使用的回零方式。由于光電開關有一定的寬度,所以可以利用光柵尺和旋轉編碼器的Z脈沖信號精確回零。實際應用中一般將回零分為高速尋找光電開關和低速尋找Z脈沖信號兩個階段。然而隨著回零速度的提高,運動軸切換不同速度時,會出現震動現象,并且會因為軸減速產生的一定減速距離而不能在Z脈沖信號處精確停止。
本文針對如何消除高速運動下,軸啟停產生的震動和提高回零精度兩方面闡述改進后的回零過程優化方案。該方案經過實驗仿真和實際測試證明,有效的提高了運動的平穩性、速度和精度,并已成功應用于東莞市升力智能科技有限公司自主研發的通用運動控制卡中。
1 回零速度規劃的改進算法
為解決高速運動狀態下電機的震動現象,在運動開始和結束時,需要加減速過程。梯形速度規劃算法和S形速度規劃是最常見的兩種速度規劃算法。其中由于S形速度規劃的柔性、連續性好,而成為比較理想的速度規劃算法[3-4]。
S形速度曲線一般被抽象為7段式模型,即整個運動被分為加加速段、勻加速段、減加速段、勻速段、加減速段、勻減速段和減減速段,分別對應圖1的①到⑦各個階段。
其中,vs為起始速度,ve為終點速度,V為指定的目標速度;τk(k=1,2…7)為局部時間坐標,表示以各個階段的起始點作為零點的時間表示,τk=t-tk-1。速度規劃過程中位移、速度、加速度和加加速度的關系可用式(1)、(2)、(3)表示。
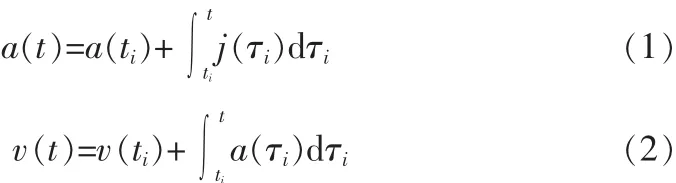
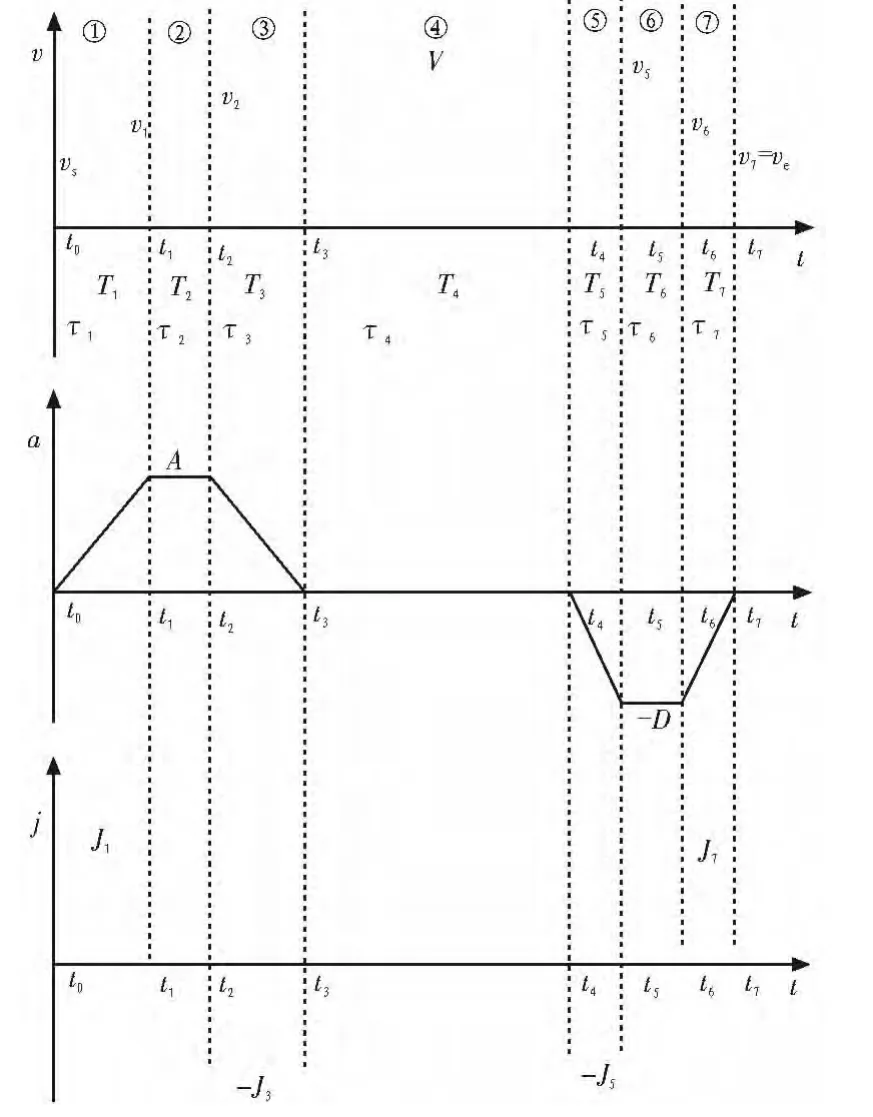
圖1 7階段S形速度規劃示意圖Fig.1 Schematic of 7 stage S-curve velocity planning

然而在此種速度規劃算法中,需要指定運動長度L、目標速度V、最大加速度A、最大減速度D以及第 1、3、5、7階段的加加速度 J1、J3、J5、J7[6-8],才能完成整個速度規劃算法,這個過程計算量大,算法的程序實現復雜。而在某些情況下,若目標速度V太小,可能導致T2和T6等于0,也就是不存在勻加速和勻減速階段;若指定的運動長度太短,也可能導致T2、T4和T6等于0,也就是不存在勻加速,勻速和勻減速階段。這時7階段模型就簡化為了5階段模型,其速度、加速度、加加速度關系如圖2所示,由圖可以看出,精簡以后的速度曲線的各個階段仍然平滑過度,滿足柔性控制方法的要求。
在實際應用中,經常用指定加減速時間的方法來代替設定加速度和加加速度等概念比較抽象的參數。如果假設7階段速度規劃模型中加速時間為,減速時間為,并且①和③、⑤和⑦階段加加速度分別相等,即J1=J3,J5=J7,。那么可知T1=T3,T5=T7,J1T1=J3T3=A,并且存在以下關系式(3)和(4)。

對于由①加加速段、②勻加速段、③減加速段三段組成的加速過程,可得如下關系:

由方程(5)可看出,在加速過程中無法全部解出T1、T2和T1,即在7階段模型中無法通過直接指定加減速時間來實現S形加減速規劃。在5階段模型中,由于沒有勻加速階段和勻減速階段,方程(5)可以解出T1和J1。因此,5階段模型可以在只指定運動距離L、目標速度V、起始速度vs、終止速度ve、加速度時間Ta和減速度時間Td6個變量情況下完成速度規劃,并且保證運動的平穩性。
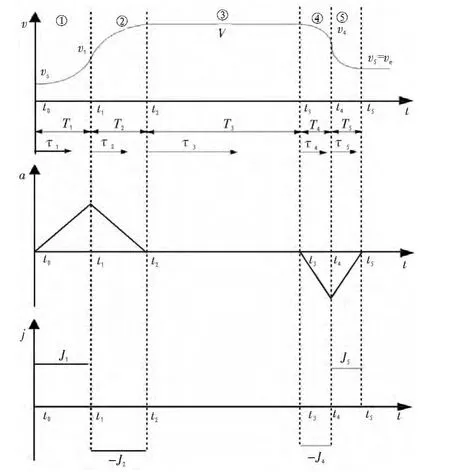
圖2 5階段S形速度規劃示意圖Fig.2 Schematic of 5 stage S-curve velocity planning
2 回零過程狀態分析
在某些回零速度要求較高的場合,由于最后尋找Z脈沖信號階段的速度仍然很高,捕捉到Z脈沖信號時不能及時停止,導致回零精度降低。為解決這一問題,對常用的基于Z脈沖的回零方式進行了改進,即在回零最后階段Z脈沖產生時利用高速鎖存器鎖存精確的零點位置。當回零軸停止后,再根據當前位置和鎖存位置進行誤差補償,以保證較高的回零速度下的回零精度。改善方案的回零過程如圖3所示。
由于各軸運動的起始位置不確定,所以把起始位置分為了在特殊位置和不在特殊位置,特殊位置又包括在零點和正、負限位處,3種情況。
當起始點不在特殊位置時,按照設定的回零方向尋找零點開關。在運動過程中采用周期查詢的方式獲取各軸的位置信息。如果在回零方向上首先遇到了零點開關,則會減速停止。然后,以回零低速向Z脈沖信號存在的方向離開零點開關。當離開零點開關的瞬間又以這個速度向指定方向尋找Z脈沖信號。在檢測到Z脈沖信號時,觸發高速鎖存器鎖存當前編碼器的位置信息,同時使軸立即減速停止。軸停止后再次讀取編碼器的位置信息,并將兩次的讀數相減,即可得到當前位置到Z脈沖點的偏差。最后再讓電機向反方向旋轉此偏差的距離,以補償減速停止后的誤差。至此清除相關寄存器的數值,整個回零過程結束。如果在遇到零點開關前先遇到了限位開關,則需要另電機反向旋轉繼續尋找零點,找到零點后的運動過程和上面的過程相同。
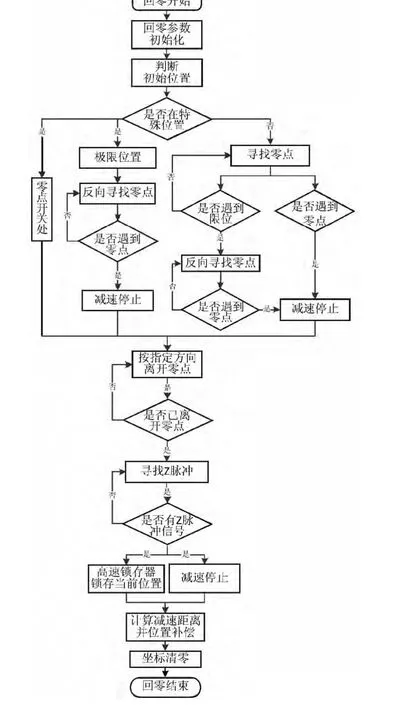
圖3 回零過程流程圖Fig.3 Flowchart of homing process
當起始在特殊位置時,如果在零點處,則直接重復上述的過程;如果在極限開關處,則需要向極限開關的反向運動尋找零點,到零點后同樣重復上述過程。
3 試驗驗證
為檢驗5階段速度規劃曲線的連續性和平滑性,對速度規劃算法進行了軟件的多次仿真測試,其中一次的仿真結果如圖4和圖5所示。
經過多次仿真實驗后可以看出,簡化后的5階段速度規劃曲線仍然可以保證速度和加速度的連續性和平滑性,可以滿足柔性控制的要求。并且在實驗平臺運行過程中,隨著速度的提高,依然可以平穩運行。
為檢驗回零的準確性,搭建了圖6所示的實驗平臺,零點開關安裝在Z脈沖信號的左側。程序設計時已經確定了回零的起始方向,并且是固定的,這里設定的為負方向。
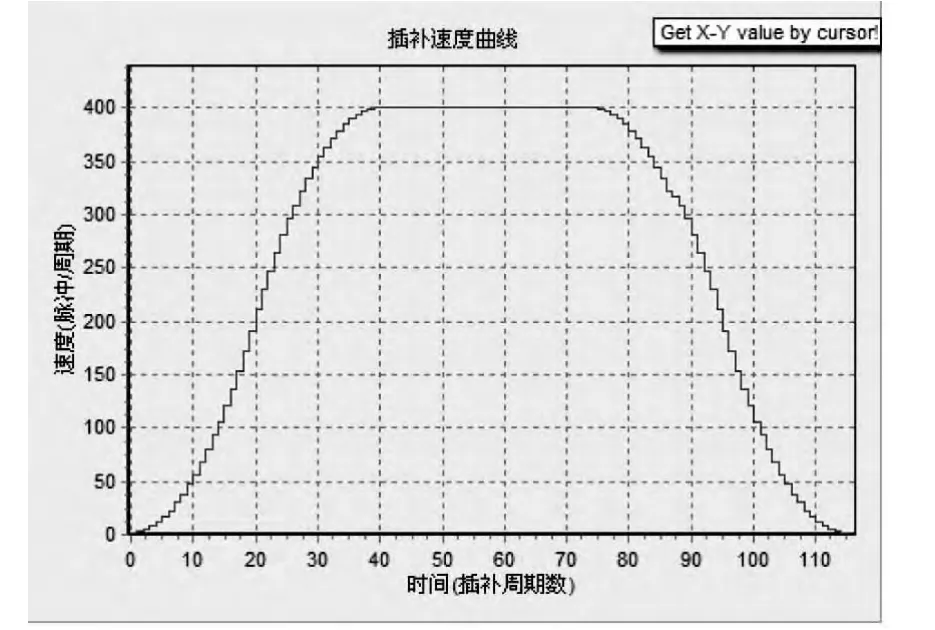
圖4 5階段速度規劃速度曲線仿真圖Fig.4 Velocity simulation diagram of 5 stage velocity planning
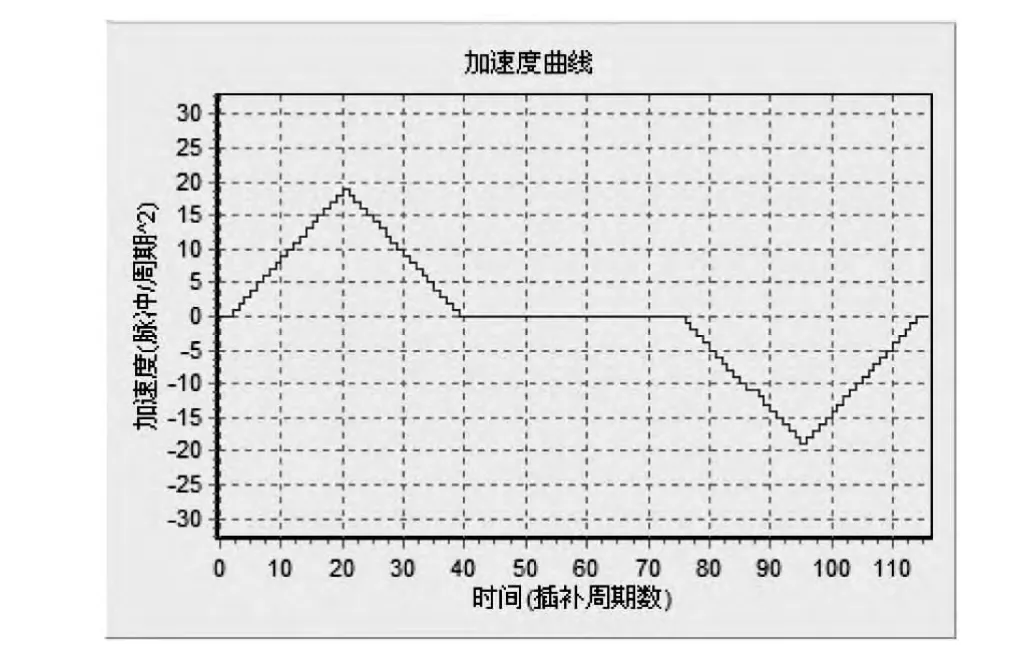
圖5 5階段速度規劃加速度曲線仿真圖Fig.5 Acceleration simulation diagram of 5 stage velocity planning
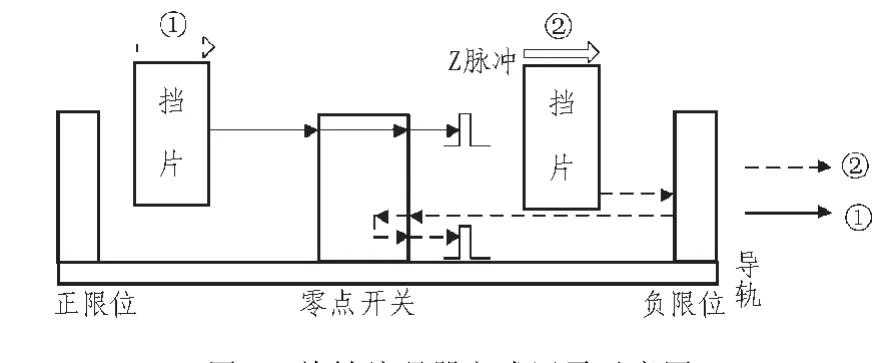
圖6 旋轉編碼器方式回零示意圖Fig.6 Schematic ofrotary encoder homing
如果從①位置開始回零,則運動軸將先以高速向負方向尋找零點。當遇到零點開關后減速停止,并開始以低速繼續前進至越過零點。越過了零點以后開始繼續以低速向負方向運動,遇到Z脈沖以后立即停止。如果從②位置開始回零,在這種情況下會先遇到負限位,這里需要在負限位出將軸運動方向調轉,并繼續尋找零點。當到達零點開關后減速停止,并以低速再次反向運動,直到離開零點開關。然后繼續以低速尋找到Z脈沖信號后,軸立即停止。軸停止后,根據當前位置和鎖存位置加以補償,回零結束。
回零過程的改善方案,是針對回零的最后一個階段,也就是低速找Z脈沖的階段提高速度后精度降低提出的。為測量有無高速鎖存以及回零最后階段的速度對回零精度的影響,在實驗中采用了激光干涉儀測量回零結束后的位置誤差。試驗分為低速無鎖存、相對較高速度無鎖存和相對較高速度有鎖存三種情況分別測量。實驗中設定速度值與測量的部分結果如表1所示。
從試驗數據可以看出,當Z脈沖處沒有高速鎖存時,回零最后一個階段的速度越大誤差也越大。速度為0.2 m/s時誤差已經達到了80 μm左右。而貼片機、FPC補強機等高精度機床的最低精度要求也需要達到50 μm以內。隨著速度的不斷提高誤差將進一步增大,顯然沒有高速鎖存的情況下,回零最后一個階段必須較低的速度。然而,在Z脈沖處觸發高速鎖存的情況下,即使速度提高到0.5 m/s都可以很準確的定位到零點,而且回零誤差在1~2 μm左右。由此可見,此時回零精度即可滿足部分高精度機床的要求。
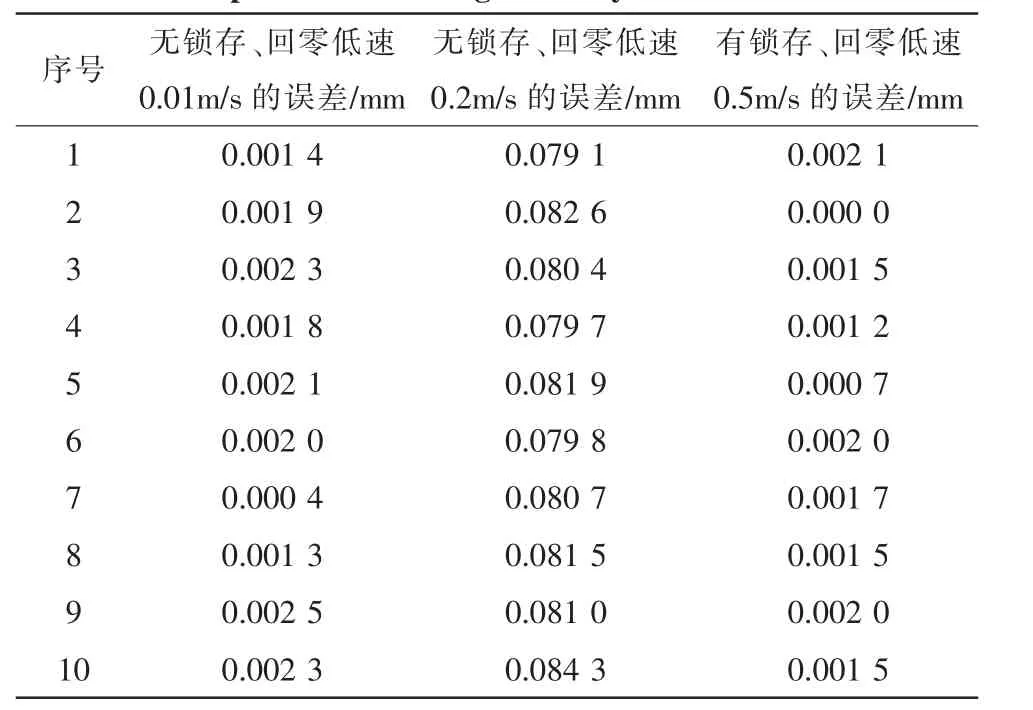
表1 不同條件下回零精度對比Tab.1 Comparison of homing accuracy in different conditions
4 結束語
通過在實際機床中大量測試,結果表明以上提出的解決方案,提高了回零的速度,消除了高速運動下的震動現象,并同時保證了較高了精度。此回零方式配合反向間隙補償、螺距誤差補償等補償算法即可滿足機床自動運行過程中的精度要求。回零精準是自動化設備能夠實現高精度運行的重要前提,因此本方案為高速高精自動化設備的研發打下了良好的基礎,并可以推廣應用至光柵尺等其他回零方法中。
[1]鄒金橋,姜曉強,徐文源.基于數控機床柵格法回零機制的分析及故障診斷[J].組合機床與自動化加工技術,2006(11):63-64.ZOU Jin-qiao,JIANG Xiao-chao,XU Wen-yuan.The analysis and fault diagnosis of returning home with grid method based on CNC machine tools[J].Modular Machine Tool&Automatic Manufacturing Technique,2006(11):63-64.
[2]陳偉娜.基于DSP的運動控制算法研究與實現[D].華南理工大學,2012.
[3]朱曉春,屈波,孫來業,等.S曲線加減速控制方法研究[J].中國制造業信息化,2006,35(23):38-40.ZHU Xiao-chun,QU Bo,SUN Lai-ye,et al.Study on the accelaration/decelaration control method for S -curve[J].ManufactureInformation EngineeringofChina,2006,35(23):38-40.
[4]郭新貴,李從心.S曲線加減速算法研究[J].機床與液壓,2002(5):60-62.GUO Xin-gui,LI Cong-xin.Studying S-shape acceleration/deceleration algorithm[J].Hydromechatronics Engineering,2002(5):60-62.
[5]KaanErkorkmaz,AltintasY.High speed CNC system design:Part I:jerk limited trajectory generation and quintic spline interpolation [J].International Journal Machine Tools&Manufacture,2001,41(9):1323-1345
[6]胡鴻豪.CNC系統直線加減速優化算法[J].機床與液壓,2008,36(5):287-289.HU Hong-hao.Linear acceleration and deceleration optimization algorithm for CNC machine tools[J].Hydromechatronics Engineering,2008,36(5):287-289.
[7]李曉輝,鄔義杰,冷洪濱.S曲線加減速控制新方法的研究[J].組合機床與自動化加工技術,2007(10):50-53.LI Xiao-hui,WU Yi-jie,LENG Hong-bin.Research on a new S -curve acceleration and deceleration control method[J].ModularMachineTool&AutomaticManufacturingTechnique,2007,10:50-53.
[8]趙光.CNC插補過程中加減速控制算法的研究[D].濟南:山東科技大學,2007.
猜你喜歡
房地產導刊(2021年6期)2021-07-22 09:12:46
中國石油石化(2021年9期)2021-07-17 09:24:00
中國農民合作社(2020年12期)2020-12-18 09:09:58
公民與法治(2020年11期)2020-07-25 02:02:06
河南水利年鑒(2020年0期)2020-06-09 05:43:30
領導決策信息(2018年50期)2018-02-22 06:17:16
商周刊(2017年5期)2017-08-22 03:35:26
制造技術與機床(2017年3期)2017-06-23 08:11:34
中國衛生(2016年2期)2016-11-12 13:22:16
華東科技(2016年10期)2016-11-11 06:17:41
