X70管線鋼管環(huán)焊縫寬板拉伸試驗
2014-01-23 03:38:56姚登樽隋永莉姚學全范玉然
焊管 2014年6期
姚登樽, 隋永莉, 孫 哲, 姚學全, 范玉然
(1.中國石油天然氣管道科學研究院,河北 廊坊 065000;
2.中國石油天然氣油氣管道輸送安全國家工程實驗室,河北 廊坊 065000;
3.中國石油天然氣管道局第一工程分公司,河北 廊坊 065000)
0 前 言
隨著油氣輸送壓力要求的不斷提高,管線鋼向著更高強度的方向發(fā)展,管道環(huán)焊縫的受力情況也日趨苛刻。在施工過程中,焊接接頭往往會發(fā)生組織性能的劣化并存在各種缺陷,致使焊縫處出現(xiàn)應力集中,容易引起裂紋的失穩(wěn)擴展,導致安全事故。正確評估焊縫中的各種缺陷,能夠防止裂紋擴展,確保管道運行安全,同時可有效降低焊縫返修率,降低施工成本,提高施工效率[1-3]。
寬板拉伸試驗方法是管道環(huán)焊縫缺陷評估的重要手段。與常規(guī)環(huán)焊縫缺陷評估方法相比,寬板拉伸試驗具有其獨特的優(yōu)越性[4-5]。斷裂韌性隨著試件約束水平增加而降低,常用的鋼材斷裂性能測試試件(SENB和CT試件),裂紋尖端會產生較高的約束,這與管道現(xiàn)場缺陷情況存在很大的差別[6-7]。寬板拉伸試驗測試材料尺寸大,焊縫缺陷約束更接近于真實管道情況,測得的斷裂韌性值更接近于管道的真實水平。因而,近年來寬板拉伸試驗被越來越多地應用于管線鋼管環(huán)焊縫評估和應變設計中[8]。
本研究借助寬板拉伸試驗方法,對X70管線鋼管環(huán)焊接頭進行了缺陷評估試驗,研究環(huán)焊縫裂紋缺陷在管道受力和變形過程中的變化行為,評估帶缺陷焊縫的安全性,為管道應變設計提供基礎參考數據。
1 焊接工藝
本研究采用的X70管線鋼管外徑為1016mm,壁厚為17.5mm。環(huán)焊接頭焊接工藝為低氫焊條手工電弧焊 (SMAW)+自保護藥芯焊絲半自動焊(FCAW)焊接工藝,具體工藝參數見表1。焊接接頭坡口為V形坡口,坡口角度22.5°±0.5°,鈍邊1.5~1.8mm,對口間隙2.5~4.0mm。焊接前進行預熱處理,預熱溫度為100℃,層間溫度控制在60~100℃。

表1 X70管線鋼管環(huán)焊接工藝參數
2 小尺寸試樣性能
在寬板拉伸試樣取樣對應位置進行了小尺寸試樣取樣,并進行了系列X70管線鋼及環(huán)焊縫性能試驗,為前期寬板拉伸有限元模擬分析提供基礎數據,并為后期數據對比分析提供參考。X70母材拉伸試驗和焊縫拉伸試驗結果如圖1所示。從圖1中可以看出,表1焊接工藝制備的X70管線鋼管環(huán)焊縫為高強匹配焊縫。表2為 X70焊縫及熱影響區(qū)的CTOD試驗結果,可以看出熱影響區(qū)的斷裂韌性要明顯好于焊縫中心。
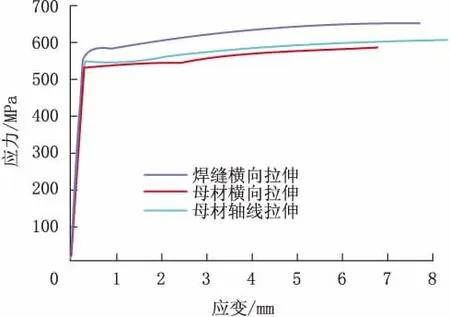
圖1 X70管線鋼及環(huán)焊縫小尺寸試樣拉伸結果
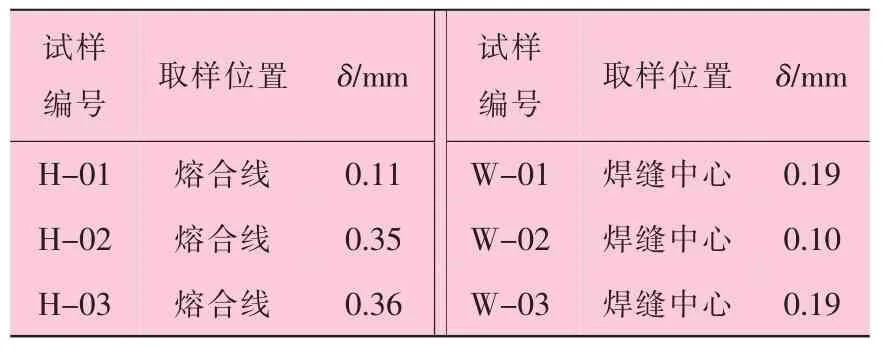
表2 X70管線鋼環(huán)焊接頭CTOD試驗結果
3 有限元模擬
根據小尺寸試驗提供的管材和焊縫性能參數,結合環(huán)焊縫的真實形貌特征,通過ABQUS軟件建立了X70管線鋼環(huán)焊縫缺陷寬板拉伸試驗有限元分析模型(如圖2所示)。在模型的焊縫中心處預制不同尺寸的裂紋缺陷,研究寬板拉伸試驗加載過程中不同缺陷的裂紋張開情況(如圖3所示)。從圖3可以看出,對應不同的裂紋缺陷尺寸,相同軸向應變量下,焊縫缺陷的張開位移明顯不同。根據管道應變設計方法,取管材的遠程應變量2%~3%,從圖中可以看出當裂紋缺陷尺寸取3.5mm×50mm時,焊縫安全,因而本研究中的寬板拉伸試驗焊縫缺陷尺寸為3.5mm× 50 mm。通過有限元模擬,計算出了X70環(huán)焊縫裂紋擴展動力曲線,為焊縫缺陷尺寸選擇提供了理論依據。
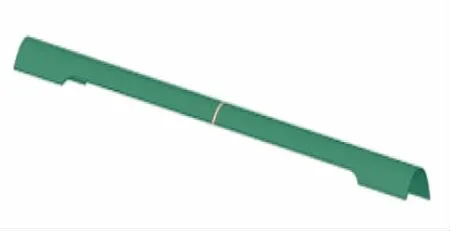
圖2 X70管線鋼環(huán)焊縫寬板拉伸試驗有限元模型
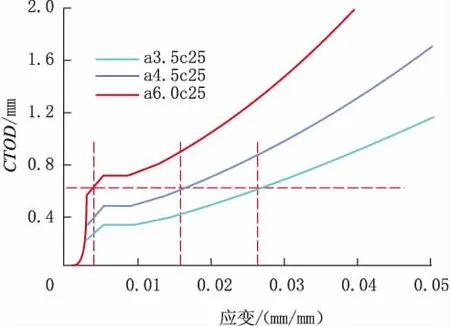
圖3 X70管線鋼寬板拉伸試驗裂紋驅動力曲線
4 寬板拉伸試驗準備
在對接焊鋼管上切取寬板拉伸試樣弧板,并在焊縫中心處采用EDM電火花方法制備雙臺階型裂紋缺陷[9],如圖4所示。環(huán)焊縫位于板長的中心位置,板寬700mm,兩側減寬段的長度應為1 575mm。兩端部的寬度和長度分別為875mm和350mm。端部與減寬段之間應該用平滑和連續(xù)的過渡圓弧進行連接,過渡圓弧的半徑為210mm。

圖4 X70管線鋼環(huán)焊縫寬板拉伸試樣
制定了X70寬板拉伸試驗數據采集方案和傳感器布置方案,如圖5所示,采集試驗過程中板材的應力-應變行為及焊縫缺陷處的裂紋張開情況。圖6為試樣表面各種傳感器布置實景圖。試驗過程中主要采集的信號包括點應變信號、區(qū)域應變信號、溫度信號和裂紋張開位移信號等。
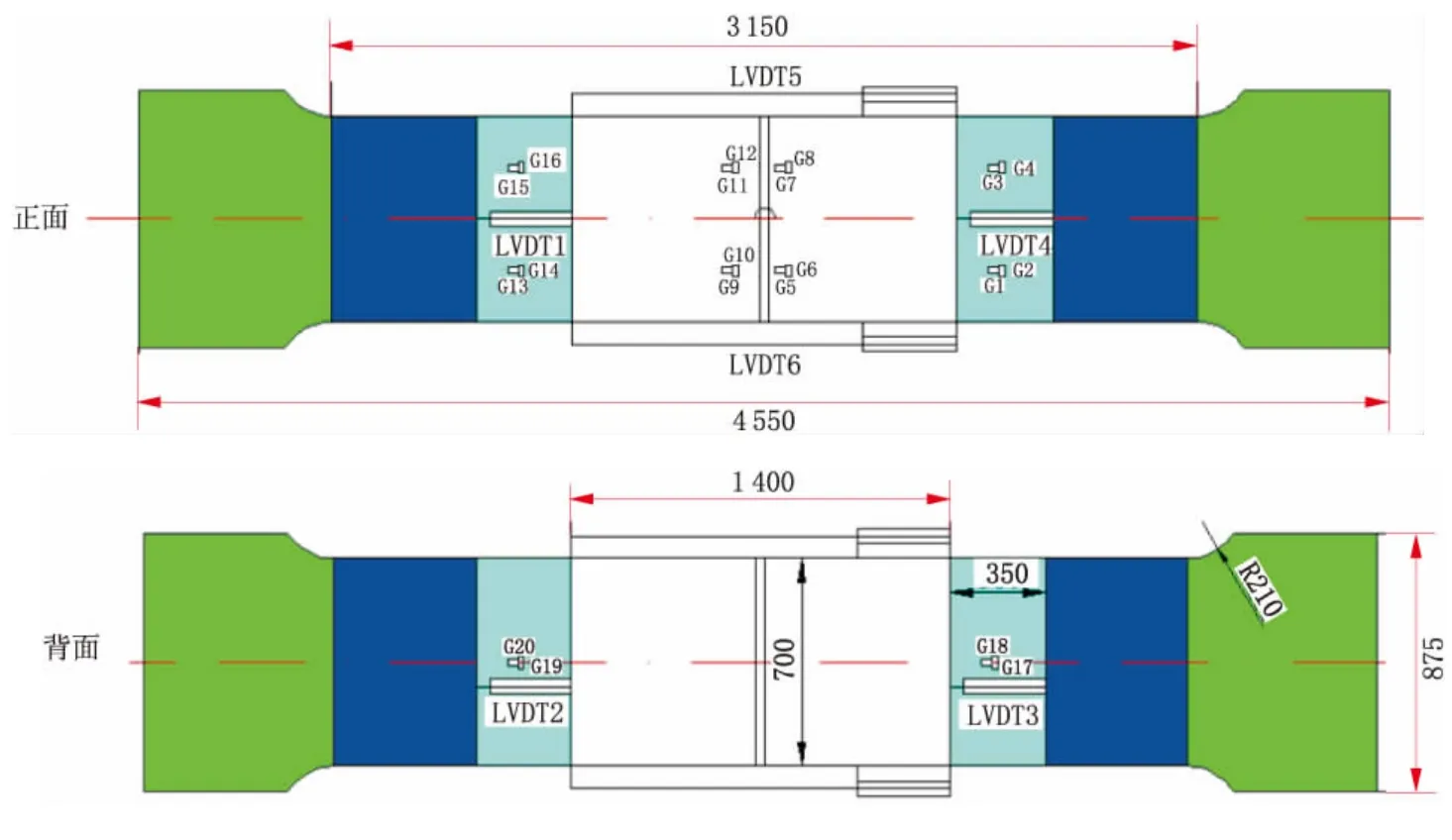
圖5 X70管線鋼環(huán)焊縫寬板拉伸試樣尺寸及信號采集傳感器布置方案

圖6 實際信號采集傳感器布置圖
5 試驗結果
試驗采用單試樣柔度法進行試驗控制[8-9],繪制多次加載/卸載過程應力-應變曲線及裂紋張開位移曲線,結果如圖7所示。可以看出,焊縫左側和右側的管材因為性能差異,試驗過程中發(fā)生的變形情況不同,管材的變形主要發(fā)生在焊縫左側的管材上。試驗過程中,平均遠端平均應變可以達到3.2%,焊縫裂紋缺陷仍處于平穩(wěn)擴展階段。
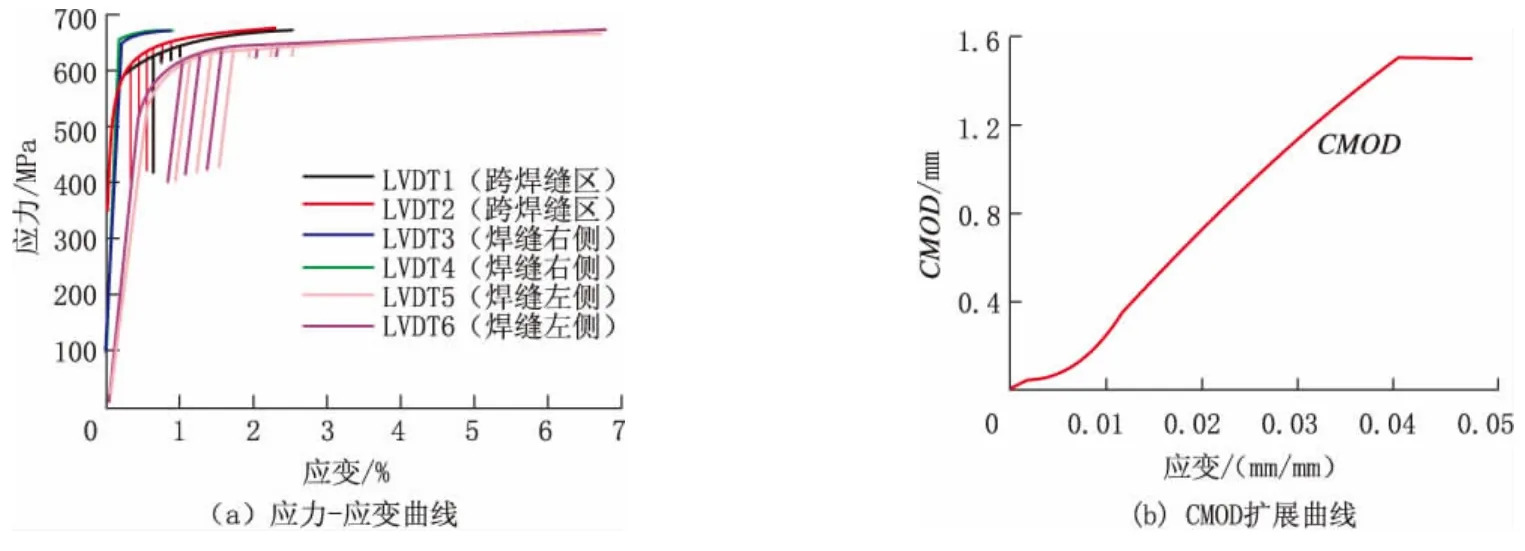
圖7 管材應力-應變曲線及裂紋CMOD擴展曲線
拉伸試驗結束后,對焊縫缺陷處進行取樣分析,缺陷處的金相照片如圖8所示。從圖8可以看出,裂紋在試驗后明顯張開,裂紋前端發(fā)生鈍化,尚未發(fā)生失穩(wěn)擴展,缺陷依然可靠。
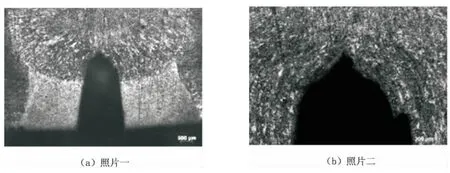
圖8 裂紋擴展截面金相照片
圖9為裂紋斷面的掃描電鏡分析結果。從圖9可以看出,裂紋在試驗過程中發(fā)生的是韌性擴展,擴展區(qū)特征形貌為韌窩組織,韌性裂紋擴展量約350μm,未發(fā)生失穩(wěn)擴展。
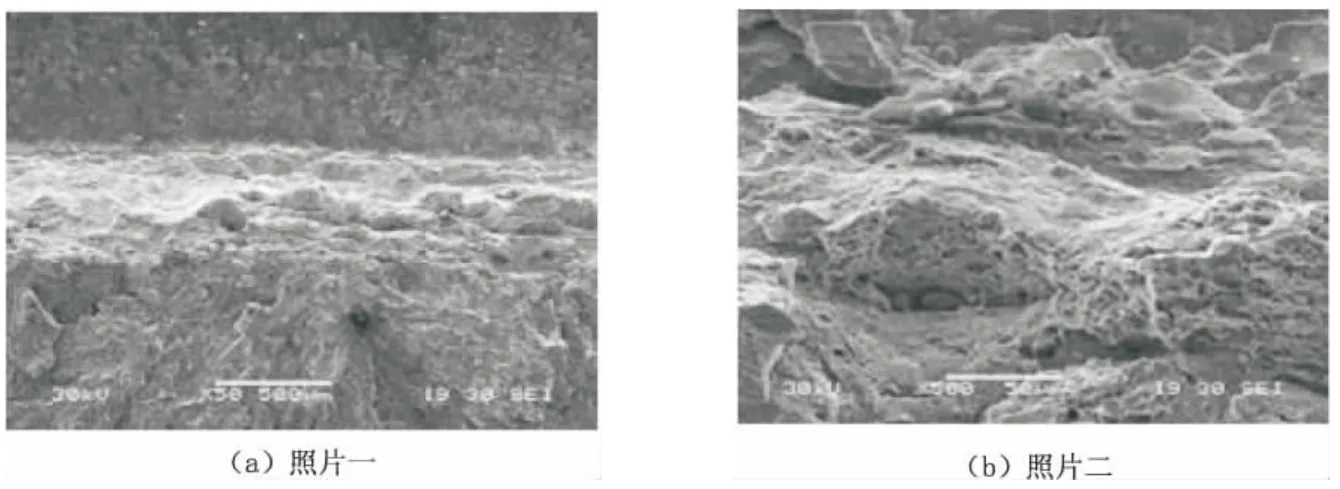
圖9 裂紋斷面掃描電鏡照片
綜上可以看出, X70管線鋼高強匹配環(huán)焊縫當含有尺寸為3.5mm×50mm的裂紋缺陷時,管道整體軸向應變在3.2%以下,焊縫裂紋缺陷不發(fā)生失穩(wěn)擴展,管道整體仍處于安全狀態(tài)。結合寬板拉伸試驗不能夠反應內壓影響的特點[10],建議管道應變設計時,以上X70管道的最大應變設計量為1.5%。
6 結 論
通過寬板拉伸試驗方法,對高強匹配X70管線鋼環(huán)焊縫裂紋缺陷進行了安全性評估。通過以上試驗結果可以得出:
(1)試驗過程中,由于X70板材性能的差異,導致變形主要發(fā)生在焊縫左側板材上,整體變形不均勻。
(2)在不考慮內壓影響的情況下,本研究中焊接工藝制備的X70高強匹配環(huán)焊縫,在含有3.5mm×50mm尺寸的裂紋缺陷情況下,管道整體軸向應變可達3.2%,裂紋不發(fā)生失穩(wěn)擴展,缺陷依然可靠。
[1]駱建武,覃海濤.高鋼級管線鋼斷裂韌性確定方法研究[J].焊管,2009,32(07):33-37.
[2]羅金恒,趙新偉,李新華,等.X80管線鋼斷裂韌性研究[J].壓力容器,2007,2(08):6-9.
[3]張華,趙新偉,羅金恒,等.X80管線鋼斷裂韌性及失效評估圖研究[J].壓力容器,2009,26(12):1-4.
[4]WANG Yongyi,LIU Ming,SONG Yaxin.Second Generation Models for Strain-based Design[R].U.S.Department of Transportation Pipeline and Hazardous Materials Safety Administration,PRCIReportPR-ABD-1-Project2.2011.
[5]FAIRCHILD D P,CHENGW,FORD S J,MINNAAR K. Recent Advances in Curved Wide Plate Testing and Implications for Strain-based Design[C]//Proceedings of the Sixteenth(2007)International Off shore and Polar Engineering Conference.Lisbon,Portugal:[s.n.],2007.
[6]PARK D Y,TYSONW R,GIANETTO JA,et al.Small Scale Low Constraint Fracture Toughness Test Discussion and Analysis[R].U.S.Departmentof Transportation Pipeline and Hazardous Materials Safety Administration, PHMSA Report277-T-07.2011.
[7]SHEN G,GIANETTO JA,TYSON W R.Development of Procedure for Low-constraint Toughness Testing Using a Single-specimen Technique[R].U.S.Department of Transportation Pipeline and Hazardous Materials Safety Administration,PHMSA Report277-T-03.2011.
[8]WANG Yongyi,HONG gang.Curved Wide Plate Test Results and Transferability of Test Specimens[R].U.S. Department of Transportation Pipeline and Hazardous Materials Safety Administration,PHMSA Report277-T-11.2012.
[9]姚登樽,周寶庫.管線鋼寬板拉伸試驗概述[J].焊管,2013,36(07):53-56.
[10]WANG Yongyi,LIU Ming.Validation and Documentation of Tensile Strain Limit Design Models for Pipelines[R]. Pipeline Research Council International,Inc.,PR-ABD-1.2010.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24