船舶結構角焊縫裂紋分析及改進措施
2014-02-07 10:09:32張兆光李紹祥
船舶標準化工程師
2014年3期
張兆光,李紹祥
(中海工業(江蘇)有限公司,江蘇揚州 225211)
0 引言
集裝箱船舶結構中存在大量角焊縫焊接,集裝箱船舶典型角焊縫示意圖如圖1所示,在集裝箱船總組階段,現場發現角焊縫存在沿焊縫長度方向的縱向裂紋(圖2),而且還存在不斷延伸的現象,給生產帶來了困難。
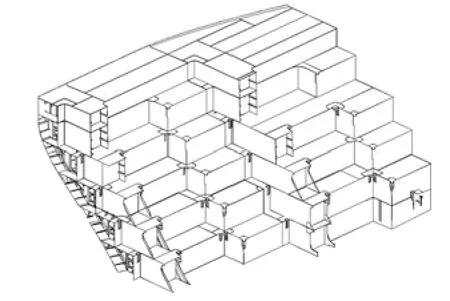
圖1 集裝箱船舶典型角焊縫示意圖

圖2 縱向裂紋
結構角焊縫產生裂紋實屬罕見,發現裂紋的結構母材鋼為一般船體結構A級鋼,焊接采用藥芯焊絲CO2氣體保護焊。結構裝配采用定位焊固定,在裝配間隙不小于5mm的部位加開單邊坡口,并用“T”型碼固定。
焊接材料是經過船級社焊接工藝試驗合格,所有批次的焊材在入庫時都進行過試驗評定合格的,因此裂紋的產生與母材、焊材及焊接工藝無關。
1 產生裂紋原因初步分析
現場發現裂紋后,對該區域內所有角焊縫進行了PT檢測,發現多處裂紋并存在延伸跡象,針對該現象從以下幾點進行了分析。
1)裝配定位焊。在裝配完成時發現現場定位焊存在夾渣、未熔合及裂紋情況,當時只是刨除了發現有缺陷的定位焊縫,由于自身重力分段結構角焊縫處存在一定的外張力,導致局部定位焊縫出現開裂現象。
2)裝配間隙。由于搭載定位是對分段余量的修割,導致整條角焊縫存在一定間隙和間隙大小不一等現象,只是針對裝配間隙不小于 5mm的部位加開單邊坡口(圖3)。
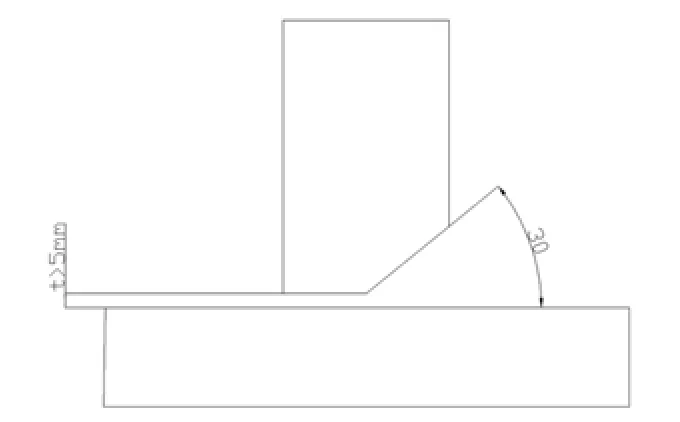
圖3 單邊坡口
3)焊接環境。由于板材自身存在一定濕氣和焊接周圍環境也存在一定潮濕,也可能是產生裂紋的一個因素。……
登錄APP查看全文
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03