ZJ17 卷接機組供絲系統設計參數分析及改進
2014-02-08 09:06:36龔道平
煙草科技 2014年10期
關鍵詞:系統
龔道平
常德煙草機械有限責任公司,湖南省常德市長庚路99號 415000
目前國內卷煙生產企業廣泛應用的ZJ17 卷接機組[1],與其配套使用的包裝機組生產能力為400 包/分鐘。隨著企業設備管理、維護保養和操作水平的提高,包裝機組的有效運行效率達97%,而ZJ17 卷接機組額定生產能力僅為7000 支/分鐘,已無法滿足下游包裝機組的生產要求。研究發現,與PROTOS2-2 卷接機組相比較,ZJ17 機組供絲系統的煙絲松散、梗簽分離和回絲系統等裝置在加工工藝及性能參數等方面存在設計缺陷,造成煙絲分布不均勻、煙絲分選速度偏低、梗簽分離不徹底和煙絲造碎嚴重等問題,導致ZJ17 機組加工煙絲的能力不足,無法直接升速至8000 支/分鐘。祝智斌等[2]通過改進吸絲帶輪、煙支成型等部分,將ZJ17 機組的生產能力提升至8000 支/分鐘,但由于未對供絲系統的工藝過程及相關部件進行系統改進,升速后的ZJ17 機組未能達到預期效果。關存春等[3]采用流化床技術對供絲系統進行了局部改進,有效降低了煙絲造碎率,但未能解決ZJ17 機組與包裝機組生產能力不匹配的問題。為此,通過對PROTOS2-2 卷接機組供絲系統設計參數及結構進行分析研究,對ZJ17 卷接機組供絲系統進行了改進,以提高ZJ17 卷接機組的煙絲加工處理能力,滿足包裝機組的生產需求。
1 存在問題
ZJ17 卷接機組供絲系統主要由機架、輸送帶、拋絲輥、螺旋回梗機構、風室、計量輥等部分構成[4],見圖1。其工藝流程是:煙絲落入計量料槽(11)后,針輥(9)定量地從計量料槽中取出煙絲,彈絲轆(8)以恒定的轉速將煙絲從針輥里取出,再鋪放在輸送帶(2)上。煙絲在摩擦力作用下,被輸送帶以2.22 m/s 的線速度拋向風分裝置(7)產生的噴射氣流中,質量較輕的煙絲被噴射氣流吹向拋絲輥(4)后,被拋向風室(6)的吸絲帶,質量較重的煙絲和梗簽則在慣性的作用下落入螺旋回梗機構(5)的料槽內。螺旋回梗機構將較重的煙絲和梗簽送至寬度為140 mm 的氣室中,在風室負壓的作用下,較輕的煙絲向上直接吸附在風室的吸絲帶上,稍重的梗簽則落入梗簽箱。
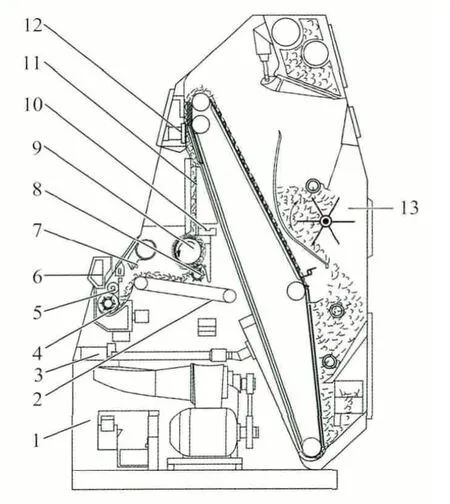
圖1 改進前ZJ17 卷接機組供絲系統結構圖
ZJ17 卷接機組供絲系統在生產過程中主要存在以下問題:①梗簽分離裝置去除梗簽不徹底。首先,輸送帶和風分裝置組成的一次分選裝置工作時,煙絲速度為2.22 m/s,升速至8000 支/分鐘后,輸送帶上煙絲層的厚度增加了14.3%。由于煙絲中夾雜的過長煙絲未經處理,梗簽易被過長煙絲夾裹至拋絲輥,導致成品煙支中的梗簽難以被分離;其次,螺旋回梗機構和氣室組成的二次分選裝置的有效寬度僅為140 mm,造成梗簽二次分離時梗簽和煙絲分離不徹底。②拋絲輥對煙絲產生造碎。拋絲輥等部件組成的勻絲機構,因拋絲輥在有限的空間里高速旋轉,對煙絲進行撕扯、搓揉,導致短煙絲和煙末增加、煙支空頭率上升[5]。③回絲系統有漏灰和漏煙絲現象。由于采用皮帶輸送方式,皮帶裸露在外且有張緊機構,無法將煙絲回收通道設計成全密封結構,因此存在漏灰、漏煙絲及堵絲現象。④風室升降結構存在安全隱患。風室升起后僅采用一根氣彈簧進行支撐,在氣彈簧突然失效時易造成安全事故。
2 供絲系統設計參數分析
為解決ZJ17 卷接機組供絲系統供絲能力不足問題,對PROTOS2-2[6]卷接機組的設計參數及結構進行了分析和研究。與ZJ17 采用的輸送帶及拋絲輥技術相比,PROTOS2-2 供絲系統采用了攤鋪輥和流化床技術,即對煙絲中的過長煙絲進行過濾并整理,加快煙絲的分選速度,對完成梗簽分離后的煙絲采用氣力方式進行處理,形成均勻且蓬松的煙絲層,再將煙絲平穩地輸送至風室,有效提高了供絲系統處理煙絲的能力。
2.1 攤鋪輥銷釘間距
PROTOS2-2 中增設的攤鋪輥主要是提高供絲系統加工煙絲的能力。該裝置由均勻分布在機架上的定銷釘和均勻分布在旋轉輥上的動銷釘組成,這些銷釘構成了對過長煙絲起過濾作用的篩網,長度小于銷釘間距的煙絲在下落過程中可直接穿過篩網,落入計量料槽;而長度大于該間距的過長煙絲則被阻擋在篩網上,動銷釘將過長煙絲從定銷釘的間隙中向下撥出,過長煙絲被整理成需要的長度再落入計量料槽。銷釘間距的大小對煙支空頭率及梗簽分離效果影響較大,PROTOS2-2 的銷釘間距為8 mm 左右。實驗表明,銷釘間距過小,煙支空頭率上升;間距過大,則無法將過長煙絲整理均勻,降低梗簽分離效果。煙絲經過攤鋪輥裝置后,計量料槽中的煙絲分布更均勻和密實。
2.2 煙絲分選初速度
在生產過程中,煙絲以一定的速度穿越分選氣流才能完成梗簽分離,該速度稱為煙絲分選初速度。PROTOS2-2 彈絲轆將煙絲從針輥中梳出時,煙絲即獲得垂直向下的初速度。煙絲分選初速度越大,處理煙絲的流量越大,得到的煙支產量越高。該初速度的大小與彈絲轆的直徑和轉速有關,增大彈絲轆的直徑或加快彈絲轆的轉速可提高煙絲分選初速度。經計算,PROTOS2-2 供絲系統的煙絲分選初速度平均為3.5 m/s,明顯高于ZJ17 供絲系統2.22 m/s 的煙絲速度。從針輥中梳出的煙絲通過自流槽向下進入一次分選裝置的可調氣流,在此過程中對煙絲幾乎沒有造碎。
2.3 流化床寬度
PROTOS2-2 供絲系統中采用的流化床寬度是決定煙支產量和品質的主要設計參數。研究表明,給定寬度的流化床處理煙絲的流量并不能無限增大,當超過某個極限值時,流化床開始出現堵絲現象。單位寬度流化床處理煙絲的流量極限值q 為:

式中:q 為單位寬度流化床處理煙絲的流量極限值,kg/(m·min);F 為生產速率,支/分鐘;m 為單支無濾嘴煙的煙絲質量,kg;h 為允許的最大回絲量,百分比;d 為流化床寬度,即主墻板之間的距離,m。
可見,增大流化床寬度可提高供絲系統處理煙絲的能力,但流化床寬度加大,將增加供絲系統整機的寬度。因此,受機械結構的限制,流化床寬度并不能任意增大。
PROTOS2-2 供絲系統的生產速率為16000 支/分鐘,流化床寬度為1.114 m。取單支煙絲質量0.0007 千克/支,最大回絲量按50%計算,根據式(1)即可計算出流化床處理煙絲的流量極限值q=15.081 kg/(m·min)。由于ZJ17 供絲系統主墻板之間的距離為0.82 m,其流化床寬度可設計為0.82 m,根據式(1)可得到ZJ17 供絲系統的最大生產速率Fmax:

可見,ZJ17 供絲系統改為流化床后,最大生產速率可達11777 支/分鐘。在保持其主墻板之間距離不變的條件下,其煙絲處理能力仍可滿足8000 支/分鐘的生產要求。
2.4 正壓空氣壓差
正壓空氣壓差是指為一次、二次分選裝置和流化床各噴嘴供給工作氣體的空氣相對壓強。PROTOS2-2 供絲系統的正壓空氣壓差為5000 Pa。在分選裝置和流化床各噴嘴孔口尺寸確定后,各噴嘴的出口氣流速度由正壓空氣壓差決定[7],其與壓力的關系為:

式中:v 為出口氣流速度,m/s;M 為馬赫數;a 為音速,m/s;k 為比熱比,空氣 為1.4;p0為氣流總壓,Pa;p 為氣流 靜壓,Pa。
一次分選裝置噴嘴產生的噴射氣流產生前作動力,驅使質量較輕的煙絲從原料煙絲中分離出來。通過改變正壓空氣壓差,可調節初次梗簽分離的強度。一次分選裝置的多個矩形噴口組成一個狹長噴嘴,從該噴嘴進入大氣的氣流可看成是平面(二維)亞音速等溫自由射流,其軸心速度沿流向的變化規律[8]為:

式中:v0為噴嘴的出口氣流速度,m/s;b0為平面噴嘴高度的一半,mm;x 為距噴嘴出口的距離,m;a 為噴嘴湍流系數,平面噴口為1.108。
二次分選裝置噴嘴產生的附壁噴射氣流,則作為引射工作介質的引射流,以產生二次梗簽分離所需要的負壓空氣。該負壓空氣流的通流截面可根據煙絲來料狀況進行調節。流化床各噴嘴產生的附壁噴射氣流也用來產生前作動力,由于這些噴嘴分布于流化床的弧面上,因此產生的射流亦為附壁噴射氣流。流化床噴嘴的間距較小且弧面半徑較大,因此附壁噴射氣流也可簡化成平面(二維)亞音速等溫自由射流,其軸心速度沿流向的變化規律可根據式(4)進行計算,此時b0為平面噴口的整個高度,其噴嘴湍流系數a=0.118。由于射流的附壁效應,噴射氣流產生一個沿弧面呈鋸齒形分布的流場,見圖2。該流場中的氣流驅動煙絲沿弧面以忽快忽慢的速度運動,從而使煙絲分布均勻和蓬松。

圖2 流化床弧面上的氣流速度分布圖
3 改進方法
根據上述研究和分析,對ZJ17 卷接機組供絲系統進行了改進:①增加了攤鋪輥裝置,其銷釘間距為8.5 mm。將過長的煙絲整理均勻,使卷接機組能夠適應不同的煙絲狀況,提高梗簽分離效果。②對勻絲板、針輥和彈絲轆的相對位置重新布局,煙絲分選初速度設計值為3.5 m/s。使彈絲轆從針輥中梳出的煙絲垂直向下拋入導板的自流槽,煙絲獲得更高的分選初速度,以提高卷接機組的生產能力,同時取消了煙絲輸送帶裝置。③設計了計量料槽和二次分選裝置。將二次分選裝置從原機右側移至主墻板之間,并將其寬度由140 mm加寬至820 mm(兩主墻板之間的整個寬度),使煙絲和梗簽的二次分離更徹底。④增加了流化床裝置,工作氣體壓力為4500 Pa。采用氣力方式將煙絲均勻輸送至風室,取消了拋絲輥等造成煙絲造碎的裝置。⑤采用螺旋回絲系統替代原皮帶回絲輸送裝置。使多余煙絲在全密封的回絲通道內被輸送至煙絲儲存裝置中,避免產生漏灰、漏煙絲及堵絲問題,系統維護簡單。⑥采用氣缸替代人工驅動風室升降[9],并對氣路系統進行完善,避免了原氣彈簧結構突然失效造成的安全隱患,提高了機器的自動化程度。
改進后的ZJ17 卷接機組供絲系統見圖3。來自提絲帶(15)的煙絲,在重力作用下自由下落,經過磁選裝置(1)時將煙絲中可能存在的鐵質雜物吸附在磁鐵上,煙絲繼續下落進入攤鋪輥(2),再由攤鋪輥將煙絲均勻分布到計量料槽(3)內。

圖3 改進后ZJ17 卷接機組供絲系統結構圖
計量料槽中的煙絲被勻絲板(4)、針輥(5)和彈絲轆(6)定量均勻地取出,向下拋送進入煙絲導板(7)后落入一次分選裝置(10)的可調噴射氣流中。質量較輕的煙絲被氣流從一次分選裝置帶到流化床(9),流化床各噴嘴產生的噴射氣流使煙絲在弧形工作面上形成均勻的煙絲層,隨后煙絲被風室(8)的負壓空氣吸附在吸絲帶上,輸送到卷煙機的煙槍中。質量較重的煙絲和梗簽則穿過一次分選裝置產生的噴射氣流落入二次分選裝置(11),氣流速度決定了落入二次分選裝置的煙絲量。二次分選裝置的寬度與流化床寬度相同,通過調節二次分選裝置可調整梗簽的分離效果。分離出的煙絲由氣流送回流化床中,梗簽則被送入梗簽箱或中央除塵系統。
4 改進效果
改進后的ZJ17 卷接機組額定生產能力達到了8000支/分鐘,實現了與下游包裝機組的匹配生產,有效運行效率達到96.7%,滿足了產品標準不低于85%的要求[10]。優化了煙絲松散、梗簽分離以及回絲系統等相關技術參數和設計結構,提高了機組的煙絲加工處理能力,有效解決了梗簽分離不徹底和煙絲造碎等問題。測試結果表明,改進前后整絲率提高2.3 百分點/月,碎絲率降低0.12 百分點/月,含末率減少0.07 百分點/月,提升了煙支內在品質。
[1]李瑞平.PROTOS70 卷接機組SE 部分輔助驅動延時關閉節能改造[J].科技信息,2012(7):231-232.
[2]祝智斌,李小平.國產ZJ17 型卷接機組的改進[J].煙草科技,2003(2):14-15.
[3]關存春,魯力耘.用流化床技術改進ZJ17 機組的供絲系統[J].煙草科技,2005(1):20,32.
[4]《YJ17-YJ27 卷接機組》編寫組.YJ17-YJ27 卷接機組[M].北京:科學技術出版社,2011.
[5]姚光明,王文輝,尹獻忠,等.煙絲結構對煙絲填充值和卷接質量的影響[J].鄭州輕工業學院學報:自然科學版,2003(12):62-64.
[6]德國HUANI 公司.PROTOS2-2 卷接機組使用說明書[G].2006.
[7]羅曼蘆.氣體動力學[M].上海:上海交通大學出版社,1989.
[8]趙承慶,姜毅.氣體射流動力學[M].北京:北京理工大學出版社,1998.
[9]成大先.機械設計手冊[M].3 版.北京:化學工業出版社,2006.
[10]Q/CYJ2116—2007 煙草機械 ZJ17、ZJ17C、ZJ17D 型卷接機組[S].
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
- 煙草科技的其它文章
- 烤煙新品種云煙105 的選育及其特征特性