某型工業(yè)汽輪機(jī)軸承箱關(guān)鍵制造技術(shù)研究
2014-02-08 05:26:11鞏麗胡建軍李旭
東方汽輪機(jī) 2014年3期
關(guān)鍵詞:汽輪機(jī)
鞏麗,胡建軍,李旭
(東方汽輪機(jī)有限公司,四川德陽,618000)
某型工業(yè)汽輪機(jī)軸承箱關(guān)鍵制造技術(shù)研究
鞏麗,胡建軍,李旭
(東方汽輪機(jī)有限公司,四川德陽,618000)
文章在對某型工業(yè)汽輪機(jī)軸承箱結(jié)構(gòu)進(jìn)行分析的基礎(chǔ)上,對軸承箱的工藝流程、制造難點等問題進(jìn)行了深入探討,并進(jìn)一步對軸承箱中的關(guān)鍵加工環(huán)節(jié)的關(guān)鍵加工技術(shù)進(jìn)行了分析研究,制定出了合理有效的加工制造策略,為工業(yè)汽輪機(jī)軸承箱的加工制造提供了系統(tǒng)全面的技術(shù)參考。
工業(yè)汽輪機(jī)軸承箱,軸承檔,鏜削
0 引言
工業(yè)汽輪機(jī)是各類大型工業(yè)裝置的關(guān)鍵動力裝備。根據(jù)其特殊用途,工業(yè)汽輪機(jī)被廣泛應(yīng)用于化工、冶金、電力、輕工等工業(yè)領(lǐng)域,同時,工業(yè)汽輪機(jī)也可應(yīng)用于各工業(yè)部門的企業(yè)自備電站、燃?xì)?蒸汽輪機(jī)聯(lián)合循環(huán)電站、城市垃圾電站等領(lǐng)域。相對于電站汽輪機(jī)來說,工業(yè)汽輪機(jī)在設(shè)計和制造上具有以下特點:(1)蒸汽參數(shù)、功率和轉(zhuǎn)速等主要技術(shù)規(guī)范高低、大小不一,結(jié)構(gòu)類型較多;(2)需要針對具體的工作條件,在技術(shù)上解決由高速、變速帶來的強度、機(jī)械振動和穩(wěn)定性等動力學(xué)問題;(3)需要解決與工作環(huán)境條件有關(guān)的防腐、防爆、防潮和防塵等問題;(4)應(yīng)滿足工業(yè)汽輪機(jī)在可靠性和操作方便性方面的特殊要求。因此,工業(yè)汽輪機(jī)的重要零部件常常具有一些根據(jù)其特殊用途而制定的特殊的設(shè)計和制造要求。本文將在充分消化吸收某型工業(yè)汽輪機(jī)軸承箱設(shè)計技術(shù)的基礎(chǔ)上,完成其關(guān)鍵制造技術(shù)的深入分析和研究。
1 結(jié)構(gòu)特點
軸承箱在汽輪機(jī)中不僅需承受轉(zhuǎn)子和汽缸的動、靜載荷,還承受著用于傳遞扭矩帶來的反作用力及高速旋轉(zhuǎn)部件的不平衡質(zhì)量引起的動載荷,進(jìn)而保證在各運行工況下維持軸承標(biāo)高的穩(wěn)定性。通過深入分析工業(yè)汽輪機(jī)軸承箱的結(jié)構(gòu) (見圖1),可以得出某型工業(yè)汽輪機(jī)軸承箱的結(jié)構(gòu)特點如下:
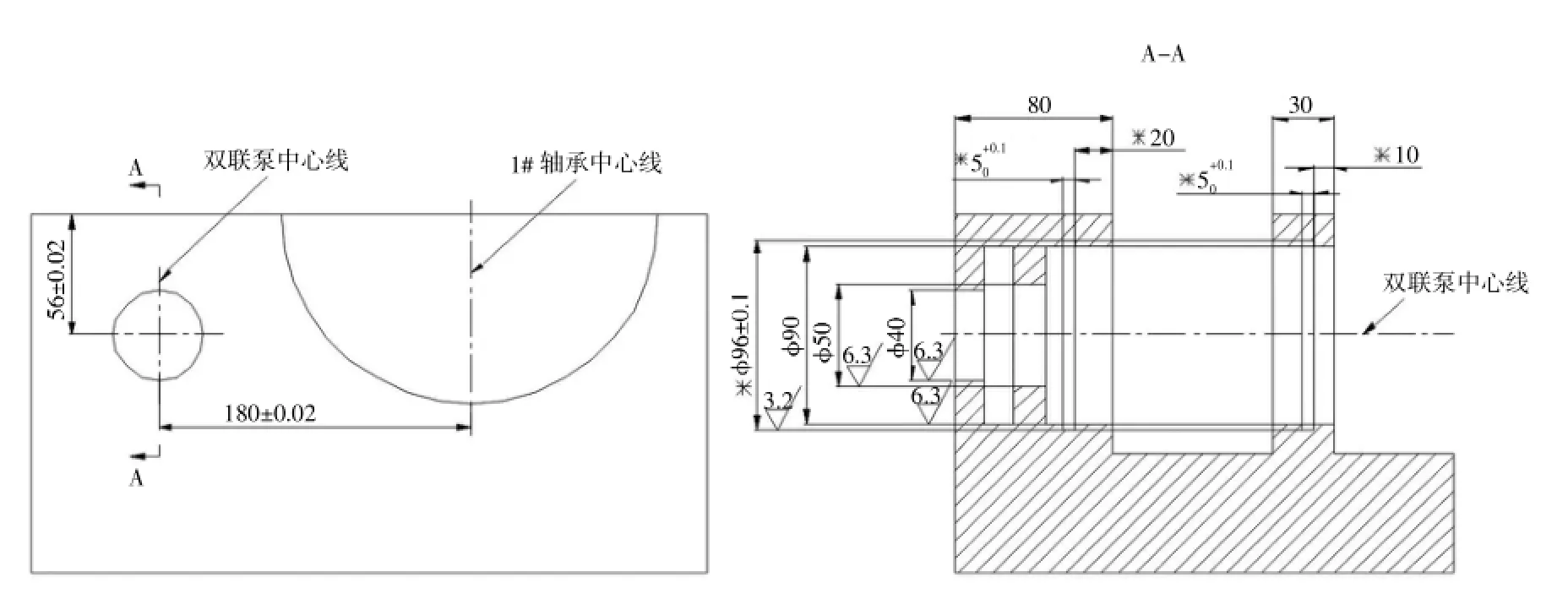
圖1 某型工業(yè)汽輪機(jī)軸承箱簡圖
(1)軸承箱體空間尺寸小,約為500 mm×600 mm×400mm,且箱體內(nèi)部構(gòu)造復(fù)雜,結(jié)構(gòu)緊湊;
(2)該軸承箱為兩列軸承檔布置。其中1#軸承中心線處的軸承檔的中心線在軸承箱體的水平中分面上,而雙聯(lián)泵中心線處的軸承檔中心線則低于軸承箱體的水平中分面;
(3)兩列軸承檔的空間位置精度要求較高,其兩中心線間的水平距離與垂直距離均要求控制在± 0.02mm以內(nèi);
(4)各軸承檔尺寸精度要求較高。其中,軸承檔的直徑公差要求控制在 (0,+0.05mm)以內(nèi);
(5)雙聯(lián)泵中心線處的軸承檔前端為一直徑僅40 mm的安裝孔,且該軸承檔中段各有一用于偏心套筒定位的5mm寬凹形環(huán)槽,該環(huán)槽的直徑要求控制在±0.1 mm。
2 工藝流程及難點
根據(jù)某型工業(yè)汽輪機(jī)軸承箱的技術(shù)要求和結(jié)構(gòu)特點,制定出軸承箱的制造工藝流程,見圖2。
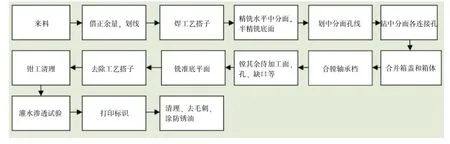
圖2 某型工業(yè)汽輪機(jī)軸承箱工藝流程圖
由于某型工業(yè)汽輪機(jī)的軸承箱結(jié)構(gòu)尺寸小,箱體內(nèi)部結(jié)構(gòu)復(fù)雜,且軸承檔尺寸精度、位置精度均要求較高,特別是其雙聯(lián)泵軸承檔,口小肚大,并遠(yuǎn)離中分面,與傳統(tǒng)汽輪機(jī)軸承箱的加工差別較大,故軸承檔的鏜削加工是該軸承箱體的加工難點和關(guān)鍵。
在機(jī)械加工中,軸承箱箱體孔系的鏜削質(zhì)量受多個因素的影響,常見的影響因素有:(1)鏜桿和軸承箱體受力變形對鏜削質(zhì)量的影響;(2)鏜桿和刀具精度對鏜削質(zhì)量的影響;(3)機(jī)床精度對鏜削質(zhì)量的影響。結(jié)合公司現(xiàn)有設(shè)備狀況,通過深入分析本文所提及的軸承箱體孔系的結(jié)構(gòu)特點,可以看到,影響本軸承箱體孔系鏜削質(zhì)量的關(guān)鍵點主要在鏜桿的設(shè)計及鏜削加工方法的制定方面。
3 關(guān)鍵技術(shù)
針對本文所涉及的某型工業(yè)汽輪機(jī)軸承箱體,其關(guān)鍵制造加工技術(shù)在于軸承檔的鏜削加工環(huán)節(jié)。
3.1 加工設(shè)備選擇
考慮到兩軸承孔系中心線間的水平距離與垂直距離均要求控制在±0.02 mm以內(nèi),同時兼顧其單件生產(chǎn)的特點,采用落地數(shù)控鏜銑床加工軸系;同時要求檢測設(shè)備定位精度,特別是主軸與平旋盤同軸度,避免由于設(shè)備精度原因?qū)е庐a(chǎn)品質(zhì)量問題。
3.2 鏜床加工流程
基于設(shè)計基準(zhǔn)與加工基準(zhǔn)的重合、盡量減少設(shè)備的累積誤差的原則,加工流程按先加工1#軸承檔、后加工雙聯(lián)泵軸承檔的順序執(zhí)行,具體流程見圖3。
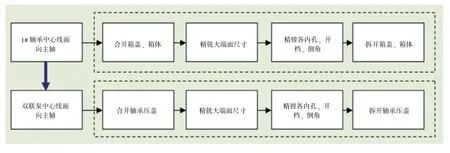
圖3 某型工業(yè)汽輪機(jī)軸承箱工藝流程圖
3.3 軸承檔φ90孔的加工策略
考慮到雙聯(lián)泵中心線處軸承檔中分面低于箱體中分面,且其軸承檔前端有一直徑僅40 mm的安裝孔,因此,軸承檔加工采用鏜桿反鏜的方案。由于軸承檔結(jié)構(gòu)所限,且前后兩檔軸承的間距較大,因此,鏜桿的懸伸量較大。為盡可能提高鏜桿剛性,鏜桿直徑設(shè)計為39 mm,懸伸約260 mm。加工過程中,應(yīng)先將該軸承檔前段直徑40 mm的安裝孔精鏜到位,注意保證控制公差;而后使用專用φ39 mm鏜桿進(jìn)行反鏜加工。反鏜加工軸承檔φ90孔時應(yīng)先粗鏜,直徑方向單邊留2mm余量即可,再進(jìn)行精鏜加工。由于此時鏜桿的長徑比較大,精鏜的切削參數(shù)應(yīng)相應(yīng)降低。通過工藝試驗可以得出,此時的切削參數(shù)為:主軸轉(zhuǎn)速15~30 r/min,進(jìn)給速度5mm/min。
3.4 軸承檔中段環(huán)形凹槽的加工策略
軸承檔中段環(huán)形凹槽仍采用鏜桿反鏜的加工方式,具體是通過平旋盤裝鏜桿進(jìn)行環(huán)形凹槽的加工。
由于加工該環(huán)形凹槽時存在鏜刀的徑向走刀,因此,需根據(jù)環(huán)形凹槽的直徑值計算出合理的鏜桿直徑,并設(shè)計出專用的鏜桿、鏜刀工裝。在加工實踐中,鏜桿直徑設(shè)計為32 mm,懸伸約260mm(見圖4);考慮到軸承箱結(jié)構(gòu)受限而引發(fā)的不易調(diào)刀、對刀等具體操作難題,鏜刀則設(shè)計為4 mm寬的成型切刀型式 (見圖5)。

圖4 專用鏜桿使用圖
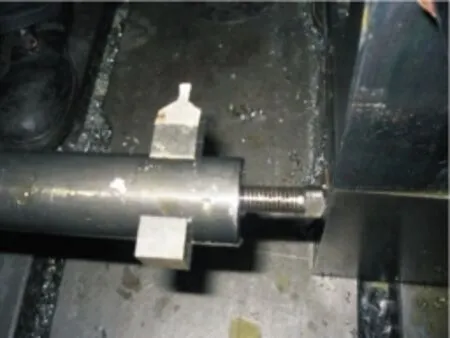
圖5 專用鏜刀圖
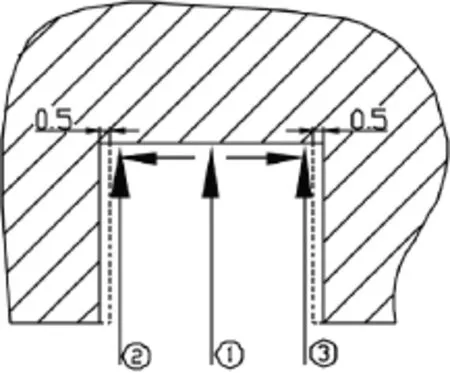
圖6 軸承箱開檔中段處環(huán)形凹槽加工圖
在加工軸承檔中段5mm寬環(huán)形凹槽時,應(yīng)將鏜刀先從該環(huán)形凹槽中部切下,即該環(huán)形凹槽前后各留0.5 mm余量;為保證5mm凹槽前后端面達(dá)到Ra3.2的光潔度要求,切槽前后端面加工則各分兩刀加工到位,加工最后一刀時,各端面的加工余量為0.1 mm,見圖6。通過進(jìn)行相關(guān)工藝試驗,得到加工前后兩處環(huán)形凹槽的合理切削參數(shù)如下:
(1)加工第一開檔處環(huán)形凹槽的切屑參數(shù)為:機(jī)床主軸轉(zhuǎn)速30 r/min,平旋盤進(jìn)給速度2 mm/ min。
(2)由于加工第二開檔處環(huán)形凹槽時鏜桿懸伸長,為保證加工質(zhì)量,應(yīng)相應(yīng)降低切削參數(shù),即機(jī)床主軸轉(zhuǎn)速15 r/min,平旋盤進(jìn)給速度2 mm/ min。
軸承檔中段環(huán)形凹槽加工完畢后,可使用塊規(guī)完成該環(huán)形凹槽的寬度測量,同時,使用百分表完成該環(huán)形凹槽的深度測量,見圖7。

圖7 軸承箱開檔中段處環(huán)形凹槽測量圖
4 結(jié)語
作為某型工業(yè)汽輪機(jī)中的重要零部件,軸承箱的加工工藝要求較高。本文在對某型工業(yè)汽輪機(jī)軸承箱結(jié)構(gòu)進(jìn)行分析的基礎(chǔ)上,結(jié)合實際生產(chǎn)經(jīng)驗,對軸承箱的工藝流程、制造難點等問題進(jìn)行了深入探討,并進(jìn)一步對軸承箱中的關(guān)鍵加工環(huán)節(jié)的關(guān)鍵加工技術(shù)進(jìn)行了分析研究,制定出了合理有效的加工制造策略,為工業(yè)汽輪機(jī)軸承箱的加工制造提供了系統(tǒng)全面的技術(shù)參考。
Research on the Key Manufactory Technology of the Bearing Box in an Industrial Steam Turbine
Gong Li,Hu Jianjun,Li Xu
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
Basing on the analysis of the bearing box structure in an industrial steam turbine,this paper discusses the technical process and themanufacture difficulty of the bearing box,and analyzes the key process technology in the keymanufacture link.Finally,the paper draws up the rational and effective processing strategy of the bearing box,and provides comprehensive,technical reference for themanufaure of the bearing box of industrial steam turbine.
bearing box of industrial steam turbine,bearing retainer,boring
TK266
:B
:1674-9987(2014)03-0034-04
鞏麗 (1981-),女,碩士,工程師,2006年畢業(yè)于重慶大學(xué)機(jī)械系,主要從事工藝設(shè)計及數(shù)控加工領(lǐng)域的工作。
猜你喜歡
能源工程(2021年3期)2021-08-05 07:25:58
能源工程(2020年5期)2021-01-04 01:29:00
電子制作(2019年22期)2020-01-14 03:16:38
廣西電力(2016年4期)2016-07-10 10:23:38
工業(yè)設(shè)計(2016年4期)2016-05-04 04:00:23
當(dāng)代化工研究(2016年7期)2016-03-20 16:21:50
電測與儀表(2015年11期)2015-04-09 11:46:40
機(jī)電信息(2015年6期)2015-02-27 15:55:15
機(jī)械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40