軸承鋼GCr15熱軋材內部質量的影響因素分析及對策
2014-02-09 04:24:26石秋英逯登堯
山東冶金 2014年4期
石秋英,逯登堯
(1西寧特殊鋼集團有限責任公司,青海西寧 810005;2中天鋼鐵集團有限公司,江蘇常州 213011)
試驗研究
軸承鋼GCr15熱軋材內部質量的影響因素分析及對策
石秋英1,逯登堯2
(1西寧特殊鋼集團有限責任公司,青海西寧 810005;2中天鋼鐵集團有限公司,江蘇常州 213011)
連鑄軸承鋼縮孔、碳化物液析和顯微孔隙缺陷,主要決定于連鑄、加熱時的高溫擴散和軋制初始的變形量。將連鑄過熱度控制在20~30℃范圍內,使用末端電磁攪拌并確保其在理想的位置,保持加熱溫度為1 180~1 220℃,連鑄坯150mm×150mm斷面的軋制節奏控制在1.0支/min,180mm×220mm斷面的軋制節奏控制在2.0支/min,控制壓縮比≮12,且將初軋7道次的軋制壓縮比控制在5.0以上,可減輕或消除縮孔、碳化物液析和顯微孔隙。
軸承鋼GCr15;縮孔;碳化物液析;顯微孔隙
1 前言
軸承是機械行業的重要基礎性部件,其工作特點是承受強沖擊和交變載荷,損壞的主要原因是微小裂紋的擴展。因此,內部組織的均勻與致密十分重要。進入21世紀,中低端用途的軸承鋼主要依賴于連鑄方法生產,以獲得較高的產量和較低的生產成本,這種方法在國內應用普遍。目前,連鑄法生產的軸承鋼,由于受連鑄坯斷面的限制,其成品圓鋼的直徑一般不超過100mm,與模鑄法相比,其局限性顯而易見。軸承鋼材的內部缺陷分宏觀缺陷和微觀缺陷兩部分。宏觀缺陷是指縮孔、疏松、內裂(白點)、宏觀夾雜物、偏析;微觀缺陷是指碳化物帶狀、碳化物網狀、碳化物液析、顯微孔隙等。如何將這些缺陷的負面影響降到最低,是提高軸承鋼質量的重要課題之一。
2 軸承鋼GCr15內部質量統計分析
2.1 技術要求
1)化學成分。按GB/T 18254-2002高碳鉻軸承鋼標準要求,軸承鋼GCr15的化學成分要求見表1。

表1 軸承鋼GCr15的化學成分(質量分數)%
2)組織。要求酸浸鋼材試樣無縮孔、裂紋、皮下氣泡、過燒、白點及有害夾雜物,在目視斷口上不得有疏松、縮孔和內裂。鋼材直徑≯60mm時,不得有顯微孔隙;直徑超過60mm時,顯微孔隙不允許超過標準附錄A第5級別圖的規定。鋼材不應有嚴重的碳化物偏析,直徑≯60mm時,碳化物液析合格級別為≯2.0級;直徑>60mm時,≯2.5級。
2.2 工藝條件
GCr15鋼生產工藝條件如下:
A廠,70 t UHP·EBT→70 tLF→R8 m CCM(四機四流)→蓄熱式推鋼加熱爐加熱→Φ550mm×1/Φ 430mm×4+Φ320mm×6半連軋機組軋制;連鑄坯斷面150mm×150mm;成品規格Φ16~Φ60mm;產能30萬t。
B廠,65 t BOF→70 t LF→R12 m CCM(五機五流)→蓄熱式推鋼加熱爐加熱→Φ650mm×1/Φ 550mm×4+Φ450mm×2半連軋機組軋制;連鑄坯斷面180mm×220mm;成品規格Φ50~Φ130mm;產能50萬t。
2.3 GCr15鋼內部缺陷統計情況
統計了某公司A廠、B廠在某年1—9月生產的2 699爐軸承鋼GCr15組織檢驗結果(軋制規格≤Φ 90mm)。其中A廠1 788爐,合格1 527爐,物檢合格率85.4%;B廠911爐,合格375爐,物檢合格率41.2%。其中7、8、9月的缺陷明顯高于其他各月。
對7、8、9月鋼材出現的缺陷按規格進行分類統計。A廠,規格為Φ25~Φ45mm的鋼材出現的缺陷主要是一般疏松(7.4%)、白點(3.7%)和液析+顯微孔隙(3.0%);規格為Φ48~Φ60mm的鋼材出現的缺陷主要是縮孔(15.1%)、一般疏松(7.2%)和液析(5.0%)。B廠,規格為Φ60~Φ90mm的鋼材出現的主要缺陷是縮孔(67.9%)和液析+顯微孔隙(10.2%)。
2.4 工藝參數與缺陷關系分析
1)軋制壓縮比。A廠軸承鋼軋材規格為Φ20~Φ60mm,軋制壓縮比在71.6~8.0之間;B廠軸承鋼軋材規格為Φ60~Φ90mm,軋制壓縮比在14.0~6.2之間。表2列出了軸承鋼材的內部缺陷隨規格的變化情況。由表2可知:縮孔、一般疏松和中心疏松發生在Φ40mm及以上的規格。而碳化物液析和顯微孔隙與規格無直接關系。
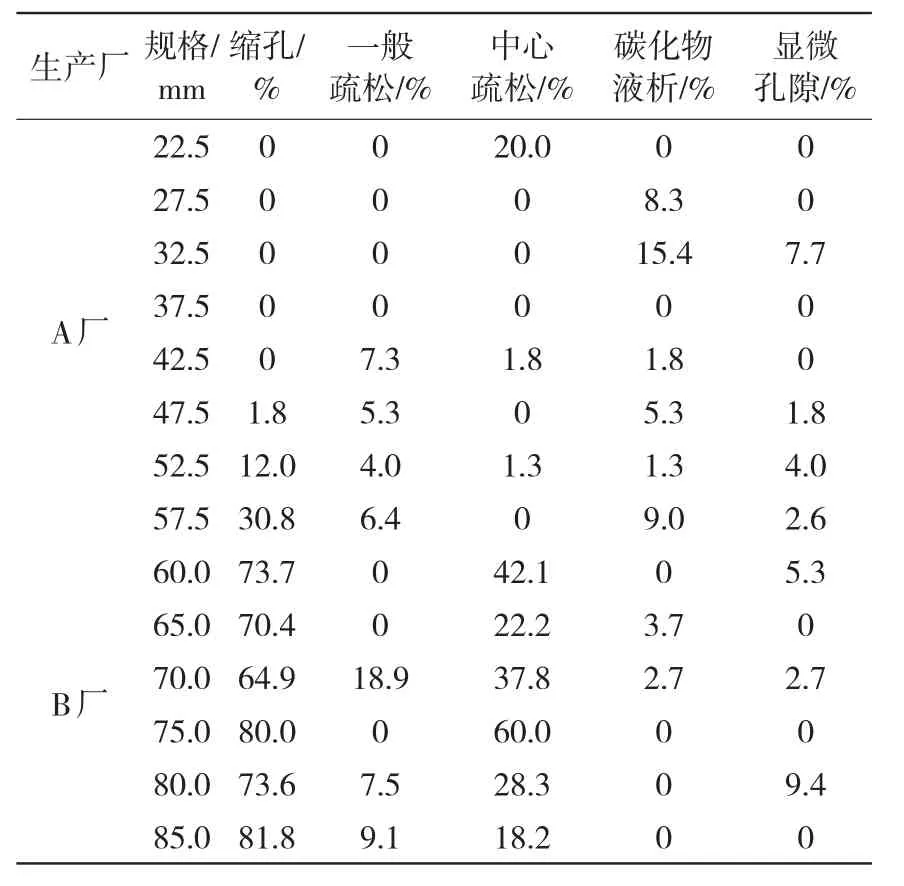
表2 不同規格GCr15軸承鋼材的內部缺陷比例
在生產過程中,縮孔、疏松等內部缺陷與連鑄過熱度密切相關,應側重于縮孔、顯微孔隙、碳化物液析、一般疏松和中心疏松的分析。由于拉速與過熱度之間有明確的比例關系,拉速是根據過熱度確定的,為便于分析,只討論過熱度對鋼材內部缺陷的影響。
2)連鑄過熱度控制水平。對A廠收集的317爐軸承鋼的過熱度進行了統計,過熱度為18~47℃,平均33.3℃。在20~35℃內的有208爐,占65.6%;在36~40℃內的有86爐,占27.1%,超過40℃的有22爐,占6.9%,低于20℃的有1爐,占0.3%。
對B廠收集的152爐軸承鋼的過熱度進行了全數統計,過熱度為26~50℃,平均36.0℃。在20~35℃內的有69爐,占45.4%;在36~40℃內的有62爐,占40.9%;超過40℃的有20爐,占13.2%。
過熱度在20℃以上時,與連鑄坯結晶過程有關的縮孔、一般疏松、中心疏松、碳化物液析和顯微孔隙出現率隨過熱度的升高而上升,見表3。由表3可知:過熱度在20~35℃時,A廠的鋼材內部各種缺陷數量處于最少狀態;但B廠則不然,其過熱度范圍偏高,且內部缺陷隨過熱度的升高而稍有增加。
3 GCr15鋼缺陷形成原因分析
3.1 形成機理
1)縮孔。在模鑄過程中,由于鋼錠的帽口保溫不好或澆鑄溫度過低,導致靠近鋼錠帽口端的鋼錠中心部位產生縮孔。在連鑄過程中也一樣會產生縮孔,連鑄坯產生縮孔的機理可以用“小鋼錠”理論來解釋[1]。
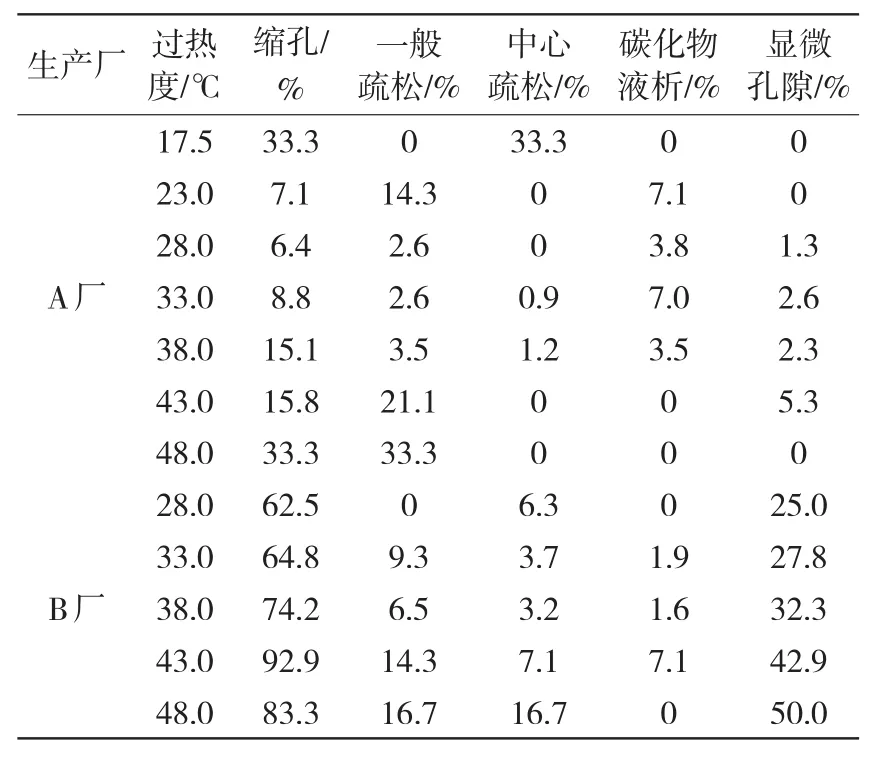
表3 GCr15軸承鋼材內部缺陷隨過熱度的變化
2)碳化物液析。軸承鋼含碳量在1.0%左右,是過共析鋼。鋼液在結晶過程中,由于冷卻速度過慢,澆鑄時造成碳成分的嚴重偏析,即:一次碳化物(Fe3C)產生的枝晶偏析,若在隨后的加熱中沒有通過擴散工藝消除之,那么軋制后就會在鋼材中沿軋制方向呈條狀或塊狀分布,這種偏析的一次碳化物叫碳化物液析。
3)顯微孔隙。在連鑄坯加熱過程中,如果加熱溫度過高,擴散時間過長,碳化物即熔化或消失留下孔洞,孔洞如果在以后的軋制過程中不能焊合,即形成顯微孔隙。顯微孔隙從金相檢驗圖片上看,是沿晶界斷續形成不規則形狀的裂紋或孔隙,顯微孔隙缺陷區大都出現于鋼材的中心部位,沿軋制方向呈現條帶狀分布,經分析缺陷區有碳化物偏析,局部區域出現大塊碳化物堆積現象,氧化物夾雜的分布與顯微孔隙形貌相吻合。
4)碳化物液析與顯微孔隙共存。從統計結果可知,碳化物液析和顯微孔隙同時出現的概率要低于這兩種缺陷單獨出現的概率。圖1是碳化物液析和顯微孔隙同時出現的情形。兩種缺陷同時出現說明:軸承鋼在連鑄時冷卻速度過慢或過熱度過高,造成碳化物的嚴重堆積現象,通過正常的加熱和軋制工藝仍不能消除之。
3.2 影響因素
3.2.1 影響縮孔的因素
1)連鑄過熱度的影響。接近液相線低過熱度鋼水是連鑄工藝理想的澆鑄條件,鑄坯內部的等軸晶區域明顯增加,內在質量得到改善。而且低過熱度的組織結構限制了裂紋的萌生和發展,對中心偏析和縮孔的減少和消除非常有利。低過熱度鋼水在結晶器內傳遞的熱量小,傳熱迅速,增加坯殼的厚度,坯殼的快速增厚允許加大拉速,在這種條件下,如果不提高拉速,較厚的坯殼將增加裂紋出現的幾率,在鋼水進入中間包前的鋼包中,要有恰當的鋼水溫度,否則將引起凍結和結瘤。經計算:A廠Φ45~Φ60mm與B廠Φ60~Φ80mm的壓縮比是相同的,但在這種條件下,A廠的縮孔率為3.3%~33.3%,而B廠的縮孔率高達65%~80%(見表2),B廠的縮孔率是A廠的2.5倍以上,這是由于高過熱度澆注對縮孔的產生起了重要的作用。由表3可以看出,B廠縮孔出現率呈上升趨勢。

圖1 Φ60mm軸承鋼GCr15碳化物液析與顯微孔隙共生×100
2)軋制壓縮比的影響。由表2可以看出:在現有生產條件下,當鋼材直徑<45mm,即當壓縮比達到14以上時,縮孔才不會出現,其他內部缺陷也相應減輕或消除。由表2看到:由于B廠的壓縮比太小,縮孔出現率與壓縮比之間已經沒有直接聯系。有些人把縮孔歸結于軋鋼粗軋道次的壓縮比太小(B廠),筆者也認為有這方面的原因。
3.2.2 影響碳化物液析和顯微孔隙的因素
1)連鑄過熱度的影響。過熱度除對中心偏析和縮孔的形成有影響外,同時對碳化物液析和顯微孔隙的形成也有影響。當拉坯速度和冷卻水量不變時,過熱度越高其樹枝晶偏析越嚴重,瞬息凝固時金屬不產生樹枝晶偏析,而緩慢凝固時樹枝晶偏析則會產生,凝固速度越慢其產生傾向越大。所以,連鑄坯中心部位是碳化物質點富集的主要區域,過熱度越高其富集程度越大,嚴重時還產生中心增碳。
2)加熱溫度的影響。加熱溫度的高低,直接影響碳化物能否順利擴散或熔化,因此,合理的加熱溫度是必要的。談到軸承鋼GCr15碳化物液析的擴散問題時,文獻[2]利用重量3 t的GCr15鋼錠進行碳化物液析擴散試驗后指出:從近似的計算結果可以看出,1 220℃時的擴散效果是1 050℃時的2.5倍。因此,為了提高擴散效果,保證溫度盡量地高一些。從統計數據看,產生顯微孔隙的爐號,加熱溫度偏高,實際溫度達到1 220~1 250℃。通常,軸承鋼合理的加熱溫度為1 180~1 220℃,當溫度偏高時,容易產生碳化物熔化,因此,實際生產溫度應按中下限控制,即控制在1 180~1 200℃范圍內。
3)加熱時間的影響。擴散時間越長,碳化物液析擴散效果越好。實踐證明:150mm×150mm斷面連鑄坯軋制節奏控制在1.0支/min,180mm×220mm斷面連鑄坯軋制節奏控制在2.0支/min,可將碳化物液析控制在2.0級以下。這種節奏是建立在連鑄坯加熱溫度在1 180~1 220℃之間,軋制節奏與連鑄節奏相吻合的條件下。
4)軋制初始道次變形量的影響。由于軋鋼粗軋道次的壓縮比太小,導致成品材出現縮孔缺陷,而顯微孔隙是與縮孔有著一樣的工藝條件。從表4看出:A廠和B廠在粗軋道次均為一架三輥橫列式軋機,采用共軛箱形孔軋制7道次,為連軋機提供原料,但B廠在粗軋道次的總壓縮比為3.7,明顯小于A廠。

表4 粗軋道次的變形工藝參數
按照И.Я.塔爾諾夫斯基理論[3],從表4來看,A廠最后兩道次的l/hc在1.0以上,而B廠所有道次的l/hc均不足1.0。由此可以看到:如果連鑄坯存在比較嚴重的縮孔、碳化物偏析,則在軋制時,因焊合作用相對較小,很難將縮孔和顯微孔隙消除。
4 改進措施
1)解決鋼水過氧化、白渣時間短、軟吹氬時間短和中間包烘烤不良等問題,為低過熱度澆鋼創造條件。
2)在A廠增加末端電磁攪拌,提高連鑄坯內在質量;對B廠的電磁攪拌重新標定,確定其準確位置,充分發揮末端電磁攪拌的效能。
3)控制壓縮比≮12。將B廠180mm×220mm斷面第7道次軋制的斷面由105mm×105mm改為90mm×90mm,使總壓縮比達到5.0,從而改善軋制初期心部變形條件,加大變形量使其變形滲透到中心,加大焊合作用從而減少或消除縮孔和顯微孔隙。
4)連鑄坯加熱溫度穩定在1 180~1 220℃。連鑄坯150mm×150mm斷面的軋制節奏控制在1.0支/min,確保高溫區的加熱時間為1.5 h;180mm×220mm斷面的軋制節奏控制在2.0支/min,確保高溫區的加熱時間為3 h。
5 結論
連鑄軸承鋼縮孔、碳化物液析和顯微孔隙缺陷,主要決定于連鑄過熱度和末端電磁攪拌及其位置。采用末端電磁攪拌、準確定位末端電磁攪拌位置、軋制前足夠的高溫擴散時間等措施,可以減輕或消除縮孔、碳化物液析和顯微孔隙,另外,增大軋制比、合理分配軋制初始各道次變形量也可減輕或消除縮孔、碳化物液析和顯微孔隙。
[1]蔡開科.連鑄坯質量控制[M].北京:冶金工業出版社,2010.
[2]鐘順思,王昌生.軸承鋼(特殊鋼叢書)[M].北京:冶金工業出版社,2000:487.
[3]王廷溥,齊克敏.金屬塑性加工學[M].北京:冶金工業出版社,2001:10-11.
Analysisand Countermeasureson InfluenceFactorsof Internal Quality of Hot Rolled GCr15Bearing Steel Bar
SHI Qiuying1,LU Dengyao2
(1 Xining Special Steel Group Co.,Ltd.,Xining 810005,China;2 Zenith Steel Group Co.,Ltd.,Changzhou 213011,China)
The shrinking hole,carbide fluid precipitation and micro cavity defects in continuous casting bearing steel process mainly decided the continuous casting process,high temperature diffusion at heating and initial deformation quantity at rolling.Through controlling continuous casting superheat temperature within 20-30℃,using electromagnetic stirring and ensuring their end in the ideal position,keeping heating temperature in 1 180-1 220℃,controlling rolling rhythm in 1.0 piece/min for 150×150mm continuous casting billet and rolling rhythm in 2.0 piece/min for 180×220mm continuous casting billet,controlling compression ratio big than 12 and controlling rolling compression ratio in 5.0 above at 7 initial rolling passes,the shrinking hole,carbide fluid precipitation and micro cavity can be relieved or even eliminated.
bearing steel GCr15;shrinking hole;carbide fluid precipitation;micro cavity
TG142.45
文章編號:1004-4620(2014)04-0029-03
2014-01-17
石秋英,女,1969年生,1991年畢業于吉林省郵電學校載波通訊專業。現為西寧特殊鋼集團有限責任公司辦公室工程師,從事新技術應用工作。
