蒸汽鍋爐煙管裂紋檢測及分析處理
2014-02-10 10:35:08陳迪翔
機電工程技術 2014年3期
陳迪翔
(廣東省特種設備檢測研究院佛山檢測院,廣東佛山 528000)
蒸汽鍋爐煙管裂紋檢測及分析處理
陳迪翔
(廣東省特種設備檢測研究院佛山檢測院,廣東佛山 528000)
介紹DZG4-1.25-MA臥式水火管燃木柴蒸汽鍋爐第三回程煙氣入口管端裂紋的檢測方法、裂紋產生原因分析及處理。
裂紋;原因分析;檢測
0 前言
隨著社會經濟的發展,佛山市木材綜合加工企業的燃木屑、木碎(廢料)工業鍋爐迅猛增加,尤以DZG4-1.25-MA型臥式水火管燃木柴蒸汽鍋爐為多。在鍋爐內部檢驗中,發現該類型的鍋爐第三回程煙氣入口管端或近管端出現裂紋。裂紋有單條的,也有多條的。有的裂紋既沿管子端口縱向延伸,又徑向穿過角焊縫延至管板,從管子端面觀察呈輻射狀。最深的裂紋為穿透性裂紋,肉眼可見,但大多數裂紋須經表面檢測才能發現。
1 鍋爐裂紋的檢驗檢測
(1)佛山市某木業有限公司的一臺DZG4-1.25-MA型臥式水火管燃木柴蒸汽鍋爐,在2013年度的鍋爐定期內部檢驗中經外觀檢查發現:第三回程煙氣入口管端或近管端出現裂紋。裂紋有單條的,也有多條的。該類型鍋爐第三回程煙氣入口管端設在前管板上,如圖1所示。煙管與前管板的焊接結構如圖2所示。管端伸出長度3~4 mm,角焊縫焊角高度與管端齊平,熔深4~6 mm。從結構上分析,裂紋為縱向裂紋,一般不延至管子的端口,長約15~20 mm;距管子端面約4~8 mm。
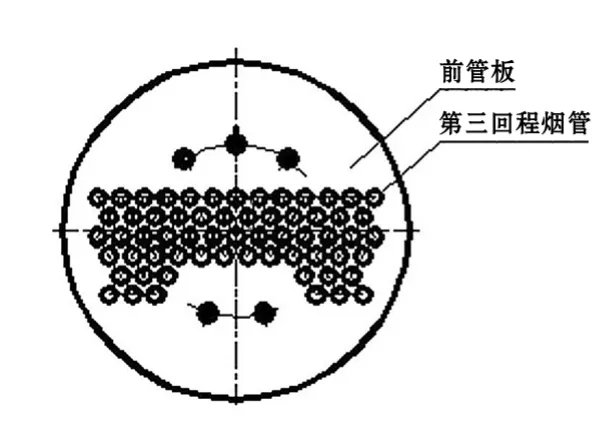
圖1 前管板圖
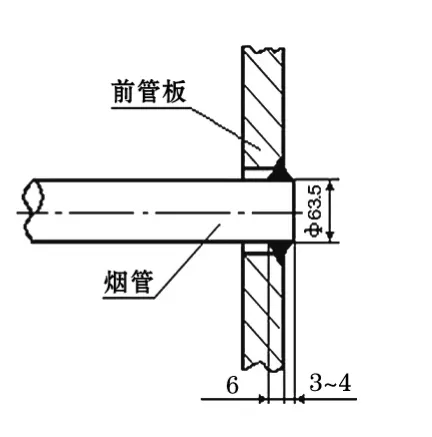
圖2 煙管與前管板焊接結構圖
根據外觀檢查發現缺陷和現場表面檢測的條件(表面打磨清理的難度較大),以及從檢測靈敏度和檢測效率的考慮,選用熒光磁粉檢測方法較為合適[1]。
(2)先把鍋爐第三回程煙管煙氣入口管端(包括管端內壁內100 mm的范圍)及前管板的煙垢、氧化皮和鐵銹清理干凈,然后用旋轉磁場法以每一個管口為中心進行磁探,這樣能發現管端和管板上不同方向的裂紋。探傷靈敏度高,操作簡單,效率高。
由于旋轉磁場法只能發現管端及管板的裂紋,而在管子內壁且沒有延伸至管端的裂紋不能有效檢出,因此需要采用中心導體法或電磁軛法補充檢測。采用中心導體法檢測操作難度大,效率低,不切合實際,故選用電磁軛法。在旋轉磁場檢測完畢后,對沒有發現裂紋的管端內壁進行電磁軛法檢測(已發現裂紋的管子必須更換,無需再作檢查)[2]。
檢測方法:電磁軛的兩極需作修改或加工,使兩極能插進管內且與管壁接觸良好。分垂直和水平兩個方向進行檢測。兩極在水平檢測時,應注意在停止磁化前,將管子底部過多的磁懸液吹去,以免造成底部漏檢。這樣能有效檢出管子內壁沒有延伸至管端的縱向裂紋。
2 裂紋產生的原因分析
由于煙管管端的冷卻條件很差,長期在過高的熱應力作用下,導致管端開裂。從圖2可見,管板上的管孔與煙管外壁存在一定的間隙。鍋爐冷態時,間隙里充滿水。鍋爐運行時,間隙里的水受熱變成蒸汽往外排出。此時處于間隙部位的管段溫度達到最高,但當蒸汽排盡后,水又重新進入間隙,此時管段的溫度突然降到最低,這樣不斷反復循環,導致該管段產生熱疲勞裂紋[2]。
(1)煙管外徑與前管板煙管管孔的間隙為死水區,由于循環停滯,造成煙管外徑與前管板煙管管孔間隙的內部介質局部汽化,形成汽水分層。由于蒸汽的傳熱效果差,管孔間隙汽空間部位在第三回程煙管煙氣入口管端煙氣熱高溫的作用下,導致過熱產生縱、環和穿透性開裂[2]。
(2)由于前管板管孔端的煙管管壁(裂紋區域)存在汽水分層,受到汽水交替變化的接觸,從而形成壁溫的交替變化,隨著多次的交變過程重復,使前管板與煙管的焊縫產生交變熱應力,導致形成熱疲勞裂紋。
3 裂紋缺陷的處理方法
(1)取出有裂紋缺陷的管子后,應對管板裂紋清除,并用角向砂輪打磨去除焊渣,同時對管孔打磨出焊接坡口,其坡口角度50度,坡口深度≥6 mm。如圖3所示。
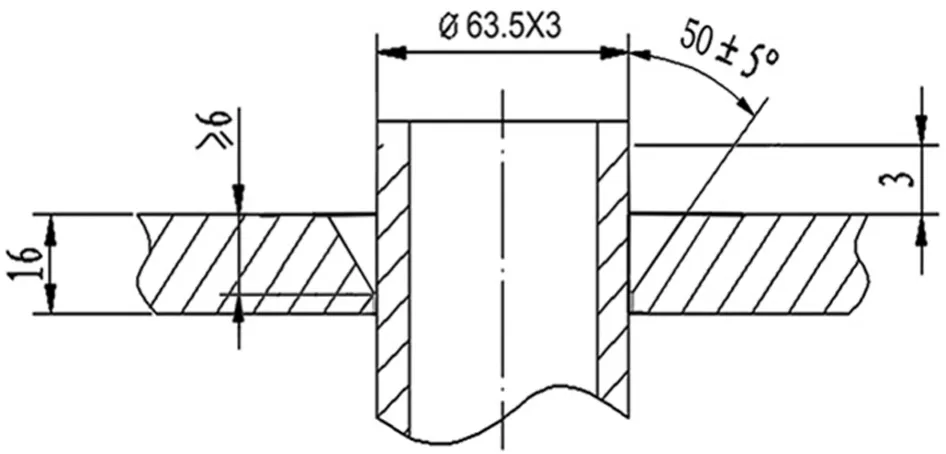
圖3 坡口圖
(2)按第三回程產生裂紋位置管子數量取鍋爐專用GB3087、ф63.5×3、20#無縫鋼管,按前后管板的長度兩端加3 mm裁取穿入管板中,檢查管子兩端伸出長度是否符合要求,煙管插入就位應先用直珠脹管器將管口外壁至與管板緊貼,然后焊接。焊腳高度應與管口平齊,焊縫端高不得凸出管板3 mm(如圖4所示)。
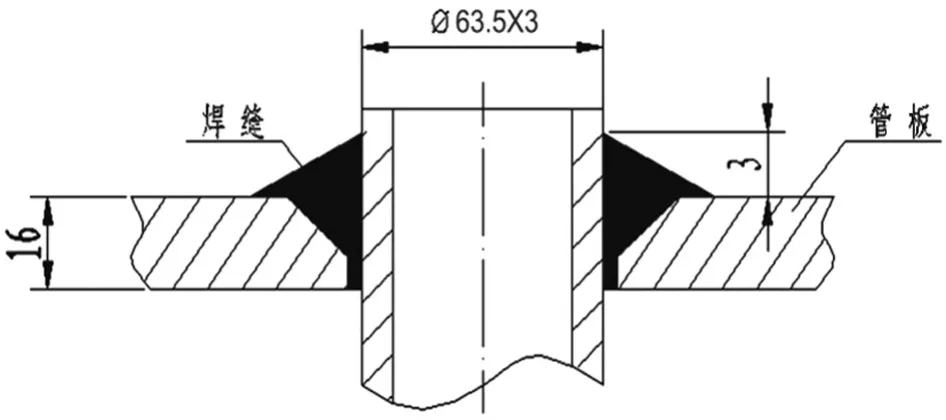
圖4 焊縫圖
(3)焊接完畢,進行了質量檢查,外觀檢查[3-4]:經返修的焊縫按《蒸汽鍋爐安全技術監察規程》和有關技術條件的要求對焊縫進行外觀目測檢查,結果合格;磁粉檢測復探:未發現有超標缺陷存在,探傷合格;強度試驗:按《蒸汽鍋爐安全技術監察規程》規定的程序對鍋爐本體進行水壓試驗,試驗壓力1.25+0.4=1.65(MPa),保壓20分鐘,試驗過程中未發現受壓部件殘余變形的現象,且沒有壓力降,水壓試驗合格。
4 結束語
(1)因DZG4-1.25-MA型臥式水火管燃木柴蒸汽鍋爐受過冷沸騰和溫差應力引起金屬疲勞作用而導致第三回程煙氣入口管端或近管端出現裂紋。檢驗時著重對管板與管端的角焊縫作全面外觀檢查;然后進行磁探,這樣能發現管端和管板上不同方向的裂紋。探傷靈敏度高又操作簡單且效率高,對缺陷判定準確。
(2)修理的重點:缺陷修理時要注意以下兩點:①煙管與前管板重新焊接前,應先脹后焊,消除管子與管孔的間隙;②管板上的坡口盡可能開深一點,使角焊縫的熔深盡可能大。
(3)使用管理的重點:維修合格后,鍋爐允許繼續投入使用,司爐人員必須嚴格按照鍋爐操作程序啟、停鍋爐,按照GB1576《工業鍋爐水質標準》要求進行水質檢驗和定期排污,確保第三回程煙管表面不產生結垢和鍋筒內積聚水渣。加強鍋爐運行管理,監察人員要加強監督,保障鍋爐安全運行。
[1]勞動部.蒸汽鍋爐安全技術監察規程[M].北京:中國勞動出版社,1996.
[2]工業鍋爐檢驗[Z].中國鍋爐壓力容器檢驗協會,2007.
[3]上海市勞動局鍋爐安全監察處.工業鍋爐安全技術基礎[M].北京:勞動人事出版社,1983.
[4]吳旭正.臥式內燃鍋爐管板開裂問題的探討[J].中國鍋爐壓力容器安全,2004,20(1):29-31.
(編輯:王智圣)
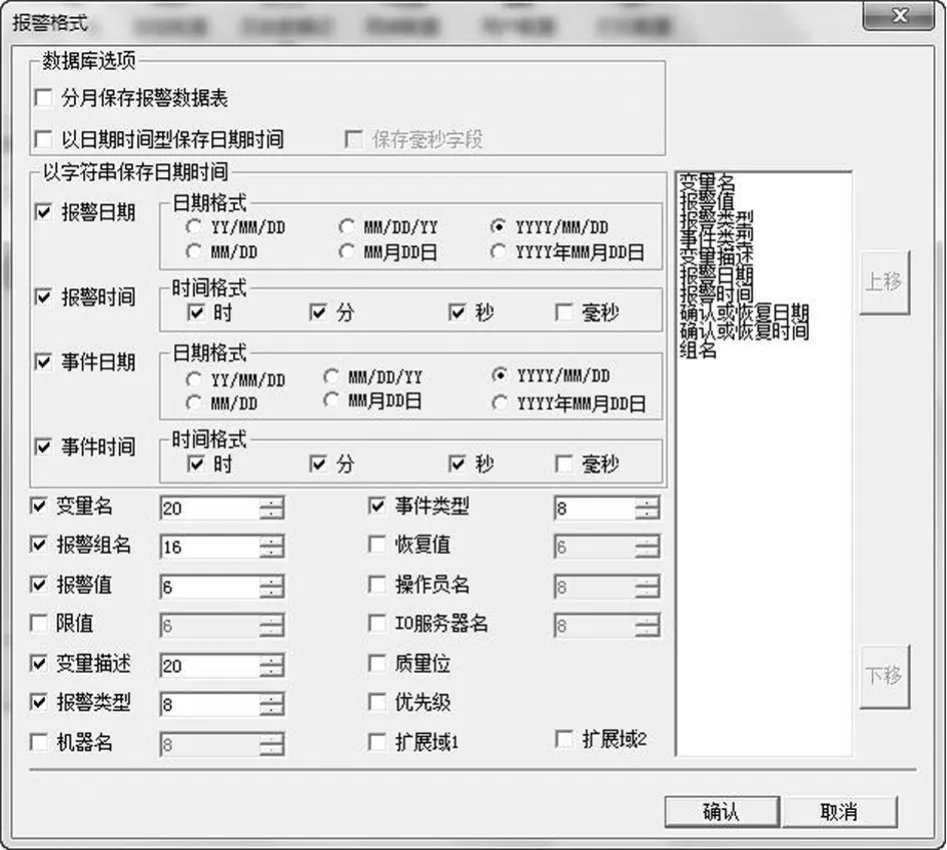
圖4 報警格式配置
按上述進行正確配置后,在運行環境下當監控組態軟件監測到報警時即會將相應的報警信息存入到配置的報警數據庫中,利用短消息發送程序定時查詢數據庫中的新報警信息記錄,并通過組合其字段內容來實現監控系統報警信息的發送。
4 結語
采用短消息發送程序可以實現監控系統報警信息的遠程及時通知,有助于提高過程監控系統的異常響應能力。本文介紹的報警短消息已在污水處理、數據中心中央空調等重要的過程監控系統投入應用,取得了很好的效果。
參考文獻:
[1]深圳倚天科技開發有限公司.ETPro-101Ai外置式GSM MODEM用戶指南V5.33[Z].2005.
[2]SIEMENS.AT Command Set Siemens Cellular Engines V03.10[Z].2002.
[3]劉濤,張春業.基于手機模塊TC35的單片機短消息收發系統[J].電子技術,2003(3):36-38.
[4]宋蕊辰,龐之洋,李雁飛.基于PLC和組態王的空壓機監控系統設計[J].機電工程技術,2012(7):13-15.
第一作者簡介:李信洪,男,1976年生,福建人,碩士,工程師。研究領域:環保水處理、建筑智能化與建筑節能。已發表論文5篇。
(編輯:向 飛)
Crack Testing and Treatment of Steam Boiler Smoke Pipe
CHEN Di-xiang
(Special Equipment Inspection and Research Institute,Guangdong Province,Foshan Inspection Institute,Foshan528000,China)
This paper introduces crack cause,testing method and treatment of DZG4-1.25-MA horizontal water-fire tube wood steam boiler third return flue gas entrance pipe end.
crack;causes analysis;test
TK229.3
B
1009-9492(2014)03-0097-03
10.3969/j.issn.1009-9492.2014.03.030
陳迪翔,男,1985年生,廣東肇慶人,大學本科,助理工程師。研究領域:鍋爐、壓力容器、電梯、起重機械等特種設備檢驗。
2013-09-17
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
