基于Petri Net的雙臂組合設(shè)備故障響應(yīng)策略的研究*
2014-02-10 02:56:35余華光白麗平
機(jī)電工程技術(shù) 2014年10期
余華光,白麗平
(廣東工業(yè)大學(xué)機(jī)電工程學(xué)院,廣東廣州 510006)
基于Petri Net的雙臂組合設(shè)備故障響應(yīng)策略的研究*
余華光,白麗平
(廣東工業(yè)大學(xué)機(jī)電工程學(xué)院,廣東廣州 510006)
晶圓制造的加工工藝日趨復(fù)雜,組合設(shè)備加工模塊中存在嚴(yán)格的逗留時(shí)間約束以及頻繁的故障,因此研究其生產(chǎn)調(diào)度,排除出現(xiàn)的故障成為至關(guān)重要的問(wèn)題。通過(guò)分析雙臂組合設(shè)備的并行模塊及其加工流程模式,建立能夠描述系統(tǒng)的穩(wěn)態(tài)特性的Petri Net模型。基于該模型,當(dāng)雙臂組合設(shè)備并行模塊出現(xiàn)故障時(shí),分析系統(tǒng)的可調(diào)度性,對(duì)可調(diào)度情況提出有效的運(yùn)行控制策略,使得晶圓不違反嚴(yán)格的逗留時(shí)間約束。最后通過(guò)實(shí)例驗(yàn)證該控制策略的可行性。
晶圓制造;雙臂組合設(shè)備;故障響應(yīng);Petri Net
1 問(wèn)題的描述
為了實(shí)現(xiàn)晶圓加工,晶圓制造越來(lái)越多地采用集成設(shè)備,如組合設(shè)備(Cluster Tools),這些技術(shù)是晶圓加工的最新體現(xiàn)[1-2]。晶圓制造除了不斷進(jìn)行產(chǎn)品切換外,還需要滿(mǎn)足晶圓逗留時(shí)間約束[2-4]。自動(dòng)組合設(shè)備中的模塊在加工過(guò)程中,經(jīng)常會(huì)有各式各樣的故障,這是晶圓制造中的另一個(gè)難題[5]。本文研究的是晶圓制造中雙臂組合設(shè)備的故障響應(yīng),使得系統(tǒng)故障產(chǎn)生的損失最小,如果可行的話,使雙臂組合設(shè)備系統(tǒng)不違反約束繼續(xù)運(yùn)行。

圖1 雙臂組合設(shè)備
組合設(shè)備的機(jī)械手有單臂、雙臂之分[6],圖1所示為具有雙臂機(jī)械手的組合設(shè)備,本文僅討論雙臂組合設(shè)備。
在穩(wěn)態(tài)運(yùn)行時(shí)的情況下,組合設(shè)備系統(tǒng)可以達(dá)到最大生產(chǎn)率[7]。因此,對(duì)組合設(shè)備的調(diào)度和控制主要是穩(wěn)態(tài)下進(jìn)行,穩(wěn)態(tài)下的系統(tǒng)處于周期性的運(yùn)行狀態(tài)。系統(tǒng)中的工作負(fù)荷由某些工序進(jìn)行平衡,則該工序需要設(shè)置多個(gè)模塊同時(shí)進(jìn)行加工,把這些模塊稱(chēng)為并行模塊。本文利用所提出的Petri Net模型,根據(jù)不同的情況,提出了雙臂組合設(shè)備并行模塊的故障響應(yīng)策略,針對(duì)發(fā)生故障前后,實(shí)現(xiàn)不同穩(wěn)態(tài)的過(guò)渡,解決該實(shí)際應(yīng)用中的問(wèn)題。
2 組合設(shè)備的加工過(guò)程
設(shè)加工流程模式為p(m1,m2,…,mi,…,mn),表示該晶圓組合設(shè)備系統(tǒng)共有n個(gè)工序,每一個(gè)工序的模塊數(shù)為mi。特別的,本文研究的加工流程為p(1,3,1)。如果mi=1的工序模塊發(fā)生故障,則系統(tǒng)不能繼續(xù)運(yùn)行[8]。其調(diào)度策略為:故障后的工序模塊可以繼續(xù)按照發(fā)生故障之前的穩(wěn)態(tài)調(diào)度策略進(jìn)行加工,而故障前的工序模塊則需將晶圓卸載回真空鎖,本文不討論這種故障情形。因此,本文討論的對(duì)象是:至少存在一個(gè)i,滿(mǎn)足mi>1。本文假設(shè):mi=1,i≠2;mi>1,i=2。兩個(gè)加工模塊一同出現(xiàn)故障的概率接近為零,本文僅討論的情況是:第2道工序的一個(gè)加工模塊發(fā)生故障。
本文研究的對(duì)象是雙臂組合設(shè)備的周期性穩(wěn)態(tài)的故障響應(yīng)。限于篇幅,這里簡(jiǎn)單針對(duì)組合設(shè)備的加工過(guò)程進(jìn)行說(shuō)明。令pi表示第i道工序加工模塊的集合,p0表示真空鎖;令其中一個(gè)機(jī)械手為G1,另外一個(gè)機(jī)械手為G2。穩(wěn)態(tài)時(shí),機(jī)械手G1旋轉(zhuǎn)到p0的真空鎖,將其中一個(gè)未加工的晶圓取出并旋轉(zhuǎn)至p1中;然后機(jī)械手G2取出p1中加工已經(jīng)加工完成的晶圓,與此同時(shí),機(jī)械手G1將旋轉(zhuǎn)到此的晶圓放置其中進(jìn)行加工;接下來(lái)機(jī)械手G2將取出的晶圓旋轉(zhuǎn)至p2,機(jī)械手G1將p2中加工完成的晶圓取出,與此同時(shí),機(jī)械手G2將旋轉(zhuǎn)至此的晶圓放置其中進(jìn)行加工;如此依次進(jìn)行循環(huán),直至一個(gè)機(jī)械手G1(或G2)將pn的晶圓取出,另外一個(gè)機(jī)械手G2(或G1)將持有晶圓放置pn進(jìn)行加工,接下來(lái)該機(jī)械手G1(或G2)將持有晶圓放置回p0真空鎖。
3 Petri Net建模
根據(jù)Petri Net的特性,為準(zhǔn)確描述雙臂組合設(shè)備的晶圓加工過(guò)程,本文采用有限容量的Petri Net。用庫(kù)所pi表示第i工序的加工模塊,用?圖形表示,并且有K() pi=mi,表示pi模塊中可以共同加工mi個(gè)晶圓,同時(shí)用p0表示真空鎖,并且有K() p0=∞,表示真空鎖沒(méi)有晶圓數(shù)量的限制;機(jī)械手用庫(kù)所r○表示,兩個(gè)晶圓同時(shí)被抓取,所以K() r=2;在雙臂組合設(shè)備生產(chǎn)過(guò)程中,機(jī)械手在某個(gè)變遷完成后需要一定的等待時(shí)間,這一事件用庫(kù)所qij(i∈Nn,j=1,2,3,4)表示,圖像上的表示與r○相同,但是K() qij=1。特別的,賦時(shí)庫(kù)所q01表示從pn卸載的晶圓進(jìn)入p0準(zhǔn)備將加工完成的晶圓進(jìn)行卸載,而非賦時(shí)庫(kù)所q04表示機(jī)械手從真空鎖p0裝載晶圓準(zhǔn)備旋轉(zhuǎn)至加工工序p1。當(dāng)庫(kù)所qij中含有一個(gè)標(biāo)識(shí)時(shí),表示機(jī)械手在加工模塊中進(jìn)行等待或者是持有晶圓進(jìn)行交換。模型中的所有變遷都用“——”來(lái)表示,其中用sij(i∈Nn,i=1,2)來(lái)表示在庫(kù)所pi中進(jìn)行晶圓交換;在真空鎖中的變遷s01、s02表示賦時(shí)庫(kù)所,其中s01表示卸載加工完成的晶圓,而s02表示載入未加工的晶圓。

圖2 雙臂組合設(shè)備Petri Net模型
根據(jù)以上模型說(shuō)明,建立相應(yīng)的雙臂組合設(shè)備Petri Net模型,如圖2表示。為了避免模型出現(xiàn)死鎖,在模型中增加了控制庫(kù)所c,用圖形?來(lái)表示,其中采用u1(u為c的控制函數(shù))來(lái)控制穩(wěn)態(tài)情況下的死鎖問(wèn)題,采用u2來(lái)控制發(fā)生故障情況下的死鎖問(wèn)題。控制函數(shù)分別為:

4 系統(tǒng)可調(diào)度性分析
當(dāng)非并行模塊發(fā)生故障,其調(diào)度策略上述已有所提及。而當(dāng)某工序的其中一個(gè)并行模塊發(fā)生故障時(shí),由于該工序少一個(gè)模塊,雙臂組合設(shè)備的晶圓加工流程模式隨即發(fā)生改變,故障模塊中的晶圓逗留時(shí)間τi也隨之改變,不能保證原來(lái)調(diào)度的可行性。這時(shí)需要判定發(fā)生故障后的系統(tǒng)可調(diào)度性,并且盡量減少損失;如果系統(tǒng)可繼續(xù)調(diào)度,需要分析是否需要調(diào)整之前的調(diào)度,怎樣調(diào)整,甚至是系統(tǒng)如何從發(fā)生故障前的穩(wěn)態(tài)過(guò)渡到故障后的穩(wěn)態(tài)。
賦予相應(yīng)Petri Net中庫(kù)所和變遷的時(shí)間如表1所示。
按照之前的假設(shè),第2道工序?yàn)椴⑿心K,即m2>1,第i道生產(chǎn)工序的節(jié)拍以θi表示,機(jī)械手的節(jié)拍以Ψ 表示。在穩(wěn)態(tài)Θ=Θ1=Θ2=…=Θn=Ψ 時(shí),并且為最小節(jié)拍,則該系統(tǒng)達(dá)到最優(yōu)調(diào)度[4]。
按照本文的假設(shè),晶圓加工流程為p(m1,m2,…mn),則在故障出現(xiàn)之前有:
每個(gè)工序的加工下界和上界:

晶圓逗留時(shí)間:

其中,機(jī)械手周期時(shí)間為:



表1 庫(kù)所與變遷的時(shí)間描述
結(jié)論1:雙臂組合設(shè)備是可以調(diào)度的,若滿(mǎn)足如下條件之一:

在發(fā)生故障之前,結(jié)論1中的一個(gè)條件必定滿(mǎn)足,如果存在著一組ω1,ω2…,ωn、ω11,ω21,…,ωn1的值,那么系統(tǒng)是可調(diào)度的[9]。在文獻(xiàn)[9]中給出了在加工時(shí)間和機(jī)械手操作時(shí)間確定的條件下,最優(yōu)調(diào)度的方法才可求得。
當(dāng)工序 p2中的一個(gè)模塊發(fā)生故障,ΓiL和ΓiU分別表示故障后第i道工序生產(chǎn)節(jié)拍的下界與上界,從第i道工序卸載晶圓之前的機(jī)械手等待時(shí)間以?i表示,i∈Nn。當(dāng)i≠2時(shí),有ΓiL=ΠiL, ΓiU=ΠiU;當(dāng)i=2,有
晶圓逗留時(shí)間:

其中,機(jī)械手周期時(shí)間為:


故障出現(xiàn)后,機(jī)械手任務(wù)時(shí)間Ψ1并不改變。根據(jù)上述結(jié)論1,出現(xiàn)故障后可以有以下結(jié)論。
結(jié)論2雙臂組合設(shè)備是可以調(diào)度的,若滿(mǎn)足如下條件之一:

由上述分析可知,機(jī)械手在出現(xiàn)故障前后的交換等待時(shí)間ωi和?i是不相同的,即使發(fā)生故障后系統(tǒng)仍是可調(diào)度的,發(fā)生故障前后的穩(wěn)態(tài)調(diào)度也是不同的。所以,解決該問(wèn)題的關(guān)鍵是準(zhǔn)確銜接這兩個(gè)不同的穩(wěn)態(tài)調(diào)度。
5 故障響應(yīng)策略
故障響應(yīng)的關(guān)鍵是:在保證所有的約束得到滿(mǎn)足的情況下,各個(gè)事件的發(fā)生怎樣去控制,使系統(tǒng)平穩(wěn)的從發(fā)生故障前周期性的穩(wěn)態(tài)調(diào)度過(guò)渡到發(fā)生故障后周期性的穩(wěn)態(tài)調(diào)度。本文假設(shè)當(dāng)工序2的一個(gè)加工模塊出現(xiàn)故障后,則該工序成為瓶頸。
令為故障前工序i中晶圓的允許逗留時(shí)間窗,故障后工序2中的晶圓的允許加工逗留時(shí)間窗為。根據(jù)故障前后情形的不同,可以分為下列幾種情況:(1)發(fā)生故障后,機(jī)械手等待時(shí)間?i=0的可調(diào)度情形;(2)發(fā)生故障后,機(jī)械手等待時(shí)間?i≠0的可調(diào)度情形;(3)發(fā)生故障后,不可調(diào)度情形。限于篇幅,本文只針對(duì)情形一進(jìn)行討論并舉例驗(yàn)證。
情形一
這種情形是系統(tǒng)在發(fā)生故障后系統(tǒng)依然可調(diào)度的,并且故障后的機(jī)械手的等待時(shí)間?i=0,即滿(mǎn)足于:發(fā)生故障前為結(jié)論1中的條件(1),發(fā)生故障后為結(jié)論2中的條件(1)。如圖3所示是這種情形下的示意圖。
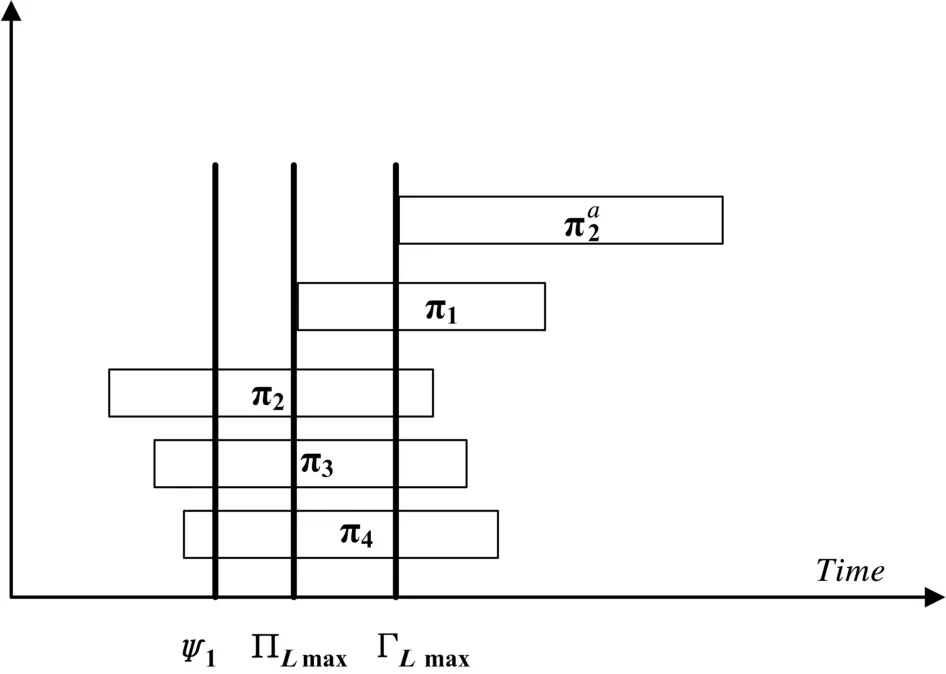
圖3 故障情形1的示意圖
此時(shí)Γ2L=ΓLmax為系統(tǒng)的生產(chǎn)節(jié)拍。發(fā)生故障前后沒(méi)有改變的是機(jī)械手任務(wù)時(shí)間Ψ1,但是ΓLmax>ΠLmax,意味著在這種條件下,發(fā)生故障后的系統(tǒng)仍是可調(diào)度的,但故障發(fā)生前后的穩(wěn)態(tài)調(diào)度并不一樣。如果發(fā)生故障后保持之前的調(diào)度,則第2道工序的加工晶圓在未完成之前就會(huì)被取出。所以,系統(tǒng)需要一個(gè)故障響應(yīng)控制策略,使得系統(tǒng)在發(fā)生故障之后,在滿(mǎn)足晶圓逗留時(shí)間約束的條件下,能從發(fā)生故障前的穩(wěn)態(tài)調(diào)度平穩(wěn)地過(guò)渡到發(fā)生故障后的可行穩(wěn)態(tài)調(diào)度。下面給出相應(yīng)的故障響應(yīng)策略。
響應(yīng)策略:發(fā)生故障后按照如下規(guī)則對(duì)系統(tǒng)進(jìn)行控制。
故障后,取出的是一個(gè)從故障模塊中非正常完成的晶圓,那么接著觸發(fā)xr。若非這一步,則按照故障前的調(diào)度策略進(jìn)行調(diào)度。并且直到機(jī)械手取出故障模塊中的晶圓,觸發(fā)xr為止。
用G(x0)表示觸發(fā)xr后引發(fā)x0的次數(shù)。故障后,如果G(x0)≤m2-1,那么按照故障發(fā)生之前的穩(wěn)態(tài)調(diào)度進(jìn)行。如果G(x0)>m2-1,那么,設(shè)置?i=0,和通過(guò)Φ2=Φ-ψ1賦值給非零變量?i1,并且滿(mǎn)足于
定理:如果組合設(shè)備系統(tǒng)滿(mǎn)足上面給出的情形1的條件,那么響應(yīng)策略1滿(mǎn)足于系統(tǒng)從發(fā)生故障前的可行穩(wěn)態(tài)調(diào)度平穩(wěn)地過(guò)渡到發(fā)生故障后的可行穩(wěn)態(tài)調(diào)度,并且不違反在生產(chǎn)變換過(guò)程中嚴(yán)格的晶圓逗留時(shí)間約束要求。
證明:按照之前的條件,由ωi=0,和通過(guò)Ψ2=Ψ-Ψ1賦值給非零變量ωi1,并且滿(mǎn)足于實(shí)現(xiàn)了故障前的調(diào)度,由?i=0,和通過(guò)Φ2=Φ-Ψ1賦值給非零變量?i1,并且滿(mǎn)足于實(shí)現(xiàn)了故障后的調(diào)度,并且故障前后的穩(wěn)態(tài)調(diào)度都是可行的。在兩個(gè)穩(wěn)態(tài)進(jìn)行切換的時(shí)候,p1,p2,…,pn中都正在進(jìn)行加工一枚晶圓,而這些晶圓是按照發(fā)生故障前的穩(wěn)態(tài)調(diào)度載入的,這些晶圓如果不違反逗留時(shí)間約束,那么該定理成立。根據(jù)式子(3),對(duì)i?2,有τi=Γ2L-λ-ωi≤ΠiU-λ-ωi=αi+δi,即故障后的晶圓逗留時(shí)間小于允許的晶圓逗留時(shí)間,故可以在不違反嚴(yán)格的晶圓逗留時(shí)間約束的基礎(chǔ)上,從故障前穩(wěn)態(tài)調(diào)度過(guò)渡到故障后的穩(wěn)態(tài)調(diào)度。即該定理成立。
6 實(shí)例
實(shí)例:假設(shè)自動(dòng)組合設(shè)備的晶圓加工流程模式為p(1,3,1),各加工時(shí)間參數(shù)為:λ為10 s, u0=u1=8 s, u2=u3=5 s, α1=60 s,α2=170 s, α3=55 s, δ1=25 s, δ2=45 s,δ3=30 s。
針對(duì)該例子,得出Π1L=70,Π1U=95,Π2L=60,Π2U=75,Π3L=65,Π3U=95,?1=66,因此,發(fā)生故障前的穩(wěn)態(tài)生產(chǎn)節(jié)拍為ΠLmax=Π1L=70,Π1U>ΠLmax=Π1L,Π3U>ΠLmax=Π1L,ψ1<ΠLmax,滿(mǎn)足可調(diào)度條件。通過(guò)π=Ψ=70,Ψ2=70-Ψ1=4,因此,滿(mǎn)足故障前穩(wěn)態(tài)的可調(diào)度情形 ω1=ω2=ω3=0, ω21=0, ω11=ω31=2是可以實(shí)現(xiàn)的。若并行模塊發(fā)生故障,即m2=2。對(duì)于故障后Γ2L=90,Γ2U=112.5,發(fā)生故障后的穩(wěn)態(tài)生產(chǎn)節(jié)拍為 ΓLmax=Γ2L=90,?1<ΓLmax,滿(mǎn)足可調(diào)度條件。通過(guò)πa=?=90,Φ2=90-?1=24,因此,滿(mǎn)足故障后穩(wěn)態(tài)的可調(diào)度情形?1=?2=?3=0,?21=0,?11=?31=12是可以實(shí)現(xiàn)的。
由情形1的響應(yīng)策略得知,發(fā)生故障觸發(fā)xr后,在引發(fā)s11之前,并且滿(mǎn)足G() x0>2,在q11中的令牌等待時(shí)間從ω11=2切換為?11=12。第一工序晶圓的逗留時(shí)間從切換前的τ1=60變?yōu)榍袚Q到?1=80。因?yàn)?0∈(60,95),所以該工序的晶圓不違反逗留時(shí)間約束。第二道工序的晶圓逗留時(shí)間從切換前的τ2=200變?yōu)榍袚Q到?2=170。因?yàn)?70∈(170,215),所以該工序的晶圓不違反逗留時(shí)間約束。第三道工序的晶圓逗留時(shí)間從切換前的τ3=60變?yōu)榍袚Q到?3=80。因?yàn)?0∈(55,85),所以該工序的晶圓不違反逗留時(shí)間約束。從上述各工序看出,該調(diào)度策略使得系統(tǒng)在發(fā)生故障切換后滿(mǎn)足晶圓逗留時(shí)間約束,從而實(shí)現(xiàn)從一個(gè)周期性的穩(wěn)態(tài)調(diào)度平穩(wěn)地過(guò)渡到另外一個(gè)周期性的穩(wěn)態(tài)調(diào)度,并且只損失故障模塊中的晶圓。
7 結(jié)束語(yǔ)
本文介紹了雙臂組合設(shè)備的晶圓加工過(guò)程,針對(duì)雙臂組合設(shè)備的并行模塊出現(xiàn)故障后的不同情形,分析了該系統(tǒng)發(fā)生故障前后的不可調(diào)度的運(yùn)行控制方法和可調(diào)度性最優(yōu)過(guò)渡。并且通過(guò)實(shí)例驗(yàn)證情形一的響應(yīng)策略的可行性。雙臂組合設(shè)備的并行模塊發(fā)生故障后的響應(yīng)策略作為本文的研究對(duì)象,對(duì)于具有重入的或者多組合設(shè)備的故障響應(yīng),有待于進(jìn)一步的研究。
[1]KIM J H.Stable schedule for a single-armed cluster tool with time constraints[C].Proceedings of the 4th IEEE Conference on Automation Science and Engineering. Washington,D.C.USA:IEEE,2008:97-102.
[2]ROSTAMI S,HAMIDZADEH B.An optimal residen?cy-aware scheduling technique for cluster tools with buf?fer module[J].IEEE Transact ions on Semiconductor Manufacturing,2004,17(1):68-73.
[3]LEE T E,PARK S H.An extended event graph with neg?ative places and tokens for timed window constraints[J].IEEE Transactions on Automation Science and En?gineering,2005,2(4):319-332.
[4]WU Naiqi,CHU Chengbin,CHU Feng,et al.A Petri net method for schedule ability and scheduling problems in single-arm cluster tools with wafer residency time con?straints[J].IEEE Transactions on Semiconductor Man?ufacturing,2008,21(2):224-237.
[5]YAO X D,EMMANUEL F G,MARCUS S I.Optimal preventive maintenance scheduling in semiconductor man?ufacturing[J].IEEE Transactions on Semiconductor Manufacturing,2004,17(3):345-356.
[6]LEE T E.A review of scheduling theory and methods for semiconductor manufacturing cluster tools[C].Pro?ceedings of the 40th Conference on Winter Simulation.Mi?ami, Fla, USA: WinterSimulation Conference,2008:2127-2135.
[7]LOPEZ M J,WOOD S C.Systems of multiple cluster tools configuration,reliability and performance[J]. IEEE Transactions on Semiconductor Manufacturing,2003,16(2):170-178.
[8]LEE T E,LEE H Y,PARK D B.Scheduling analysis of timed constrained dual-armed cluster tools[J].IEEE Transactions on Semiconductor Manufacturing,2003,16(3):521-534.
[9]WU Naiqi,CHU Chengbin,CHU Feng,et al.An ana?lytical algorithm for schedule ability analysis and optimal scheduling of single-arm cluster tools with wafer residen?cy time constraints[C].Proceedings of 2008 IEEE In?ternational Conference on Networking,Sensing and Con?trol.Washington, D.C., USA: IEEE, 2008:224-237.
Failure Response Policy for Dual-Arm Cluster Tools Based on Petri Net
YU Hua-guang,BAI Li-ping
(College of Mechanical and Electrical Engineering,Guangdong University of Technology,Guangzhou510006,China)
Since there are many sojourn time constraints and failure in the processing module of cluster tools in semiconductor industry,processing technology for wafer manufacturing becomes more and more complicated.Thus,it is extremely important to study schedule feasibility to eliminating the failures in manufacturing process.This paper analyzed the processing flows of the parallel module for a cluster tool with a dual-arms robot,and developed a Petri Net model for this cluster tool that can describe the steady state characteristics of the whole system.With this PN model,if there are failures appearing in parallel modules,it can analyze the schedule conditions and feasibility,and propose some effective control strategies for different failures’conditions such that these strategies can satisfy wafer sojourn time constraints at the same time.Finally,we illustrate the proposed analysis and method through several examples.
semiconductor manufacturing;dual-arm cluster tools;failure response policy;Petri net
TP391 F406
:A
:1009-9492(2014)10-0020-05
10.3969/j.issn.1009-9492.2014.10.006
余華光,男,1988年生,廣西桂林人,碩士研究生。研究領(lǐng)域:晶圓制造、Petri Net。
(編輯:阮 毅)
*國(guó)家自然科學(xué)基金(編號(hào):60574066)
2014-04-01
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
汽車(chē)維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
汽車(chē)維護(hù)與修理(2016年10期)2016-07-10 08:17:41
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
汽車(chē)維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車(chē)維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車(chē)維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
