基于組態技術的自動檢測站監控系統的設計
2014-02-11 03:47:09余峰浩
機電工程技術 2014年12期
余峰浩
(武漢船舶職業技術學院,湖北武漢 430050)
基于組態技術的自動檢測站監控系統的設計
余峰浩
(武漢船舶職業技術學院,湖北武漢 430050)
介紹了MPS自動檢測站的基本結構和功能,給出了基于組態王軟件的該站監控系統的詳細設計。該監控系統不僅能對自動檢測站的工作過程進行同步動態模擬演示,而且還可以實時顯示其工作狀態、工件信息檢測結果等,并對該站運行進行控制。
組態技術;監控系統;自動檢測站;組態王
0 引言
自動檢測站屬于MPS模塊化生產加工系統中的一個工作站,該站主要功能是對送往本站的待檢測工件進行顏色、材質(區分金屬和非金屬)以及工件高度進行檢測(判斷合格與不合格),運行過程中需要保存工件的類型,統計合格與不合格工件的數量等,這用傳統的按鈕和指示燈來實現,既不直觀,也難以實現,如果使用組態技術,在觸摸屏或上位機上進行監控,就很直觀,也易于實現。本文介紹利用北京亞控的組態王6.53版軟件在上位機上設計組態監控系統,實現對檢測站的運行過程進行同步模擬動畫演示,對運行狀態和工件檢測信息結果進行顯示,利用設計的操作面板可以實現對檢測站的運行進行控制。
1 自動檢測站的結構
自動檢測站主要由工件平臺及其提升機構、工件顏色及材質檢測組件、工件高度檢測組件、推料機構和工件滑槽等組成。如圖1所示,工件平臺提升機構主要由1個無桿氣缸組成;工件及材質檢測組件主要有1個漫射式光電開關、1個電感式接近開關和1個反射式光電接近開關(判斷工件平臺上有無工件)組成;工件高度檢測組件主要由直線位移傳感器及其變送器組成;推料機構主要由1個直線氣缸及推料桿組成。
2 自動檢測站的功能
自動檢測站接收上一站送來的待檢測工件,對其顏色(黑或白)、材質(金屬與非金屬)屬性進行檢測,并加以保存,檢測完成后將工件提升至高度檢測工位,進行高度測量,根據事先設定值決定工件高度是否合格,如果合格,則將其直接推出至滑槽;如果不合格,則工件平臺下降至底端,將工件推出至廢料槽。本站設有操作面板,可對其運行進行控制。

圖1 自動檢測站結構組成圖
3 自動檢測站組態監控系統設計
組態監控系統設計一般按以下幾個步驟來完成。
(1)監控系統畫面設計
根據本站監控系統的要求,將主畫面設計為四個區域,即:模擬運行演示區、運行狀態監視區、工件信息統計區和操作面板區,每個區域具體設計內容如圖2所示,其中模擬運行演示區可以與設備同步動畫演示。主畫面右上角顯示當前日期與時間。
(2)組態軟件與PLC通信端口設置
組態畫面的實時信息采集與運行控制,以及模擬動畫演示均是組態軟件通過與PLC通信進行數據交換來實現的,因此需要對其通信端口進行設置。打開組態王軟件的工程瀏覽器頁面,在左側的“設備”選擇COM1口,點擊右邊的“新建”圖標,出現如圖3所示設置頁面,依次選擇PLC→西門子→s7-200系列→PPI,然后點擊下一步,指定添加設備的名稱(可以自行設定),接著點擊下一步,指定通信端口為COM1口,繼續點擊下一步,設置與組態王通信的PLC端口地址,這點很重要,確保與PLC相應端口實際地址一致,否則組態王與PLC可能通信不成功。
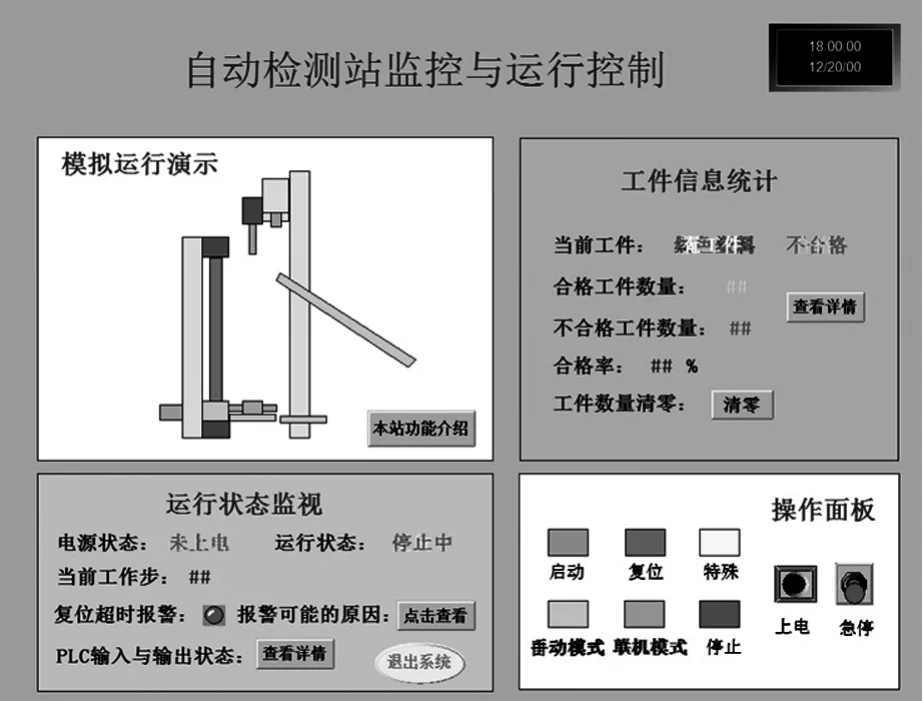
圖2 自動檢測站監控與運行控制主畫面設計

圖3 設備配置向導-選擇設備
(3)在數據詞典中定義變量
組態王與PLC通信用的所有變量均在數據詞典中定義,包括有監控狀態所需數據變量、操作面板控制設備運行所需數據變量以及動態模擬演示中所需動畫設計而定義的變量。整個變量可整體分為I/O變量和內存變量,需要讀或寫PLC數據的定義為I/O變量,僅在組態王內部使用的定義為內存變量。圖4為數據詞典中定義的部分變量截圖。
(4)動畫設計
本站監控系統中涉及到的動畫連接設計內容很多,也是整個設計的重點部分,它既包括模擬運行演示部分的各個部件的動畫設計,也包括各狀態指示燈、文字說明的動態顯示等。
模擬運行演示部分涉及到的動畫連接設計部分,主要類型有隱含、水平移動、垂直移動、顏色填充等。以待檢測工件為例說明其動畫設計,如圖5所示,共有5種動畫屬性需要設置。線屬性設置的是工件對象外輪廓顏色,填充屬性設置的是根據工件類型不同顯示不同的顏色,水平移動設置的是工件被推出時的水平移動,垂直移動設置的是工件隨工件平臺上升和下降的動畫顯示,如圖6所示為垂直移動屬性設置,發生移動動畫需關聯表達式(變量)和設置移動距離及對應變量的值,然后在應用程序命令語言里編寫該變量的值隨著條件發生變化的命令,如圖7所示。
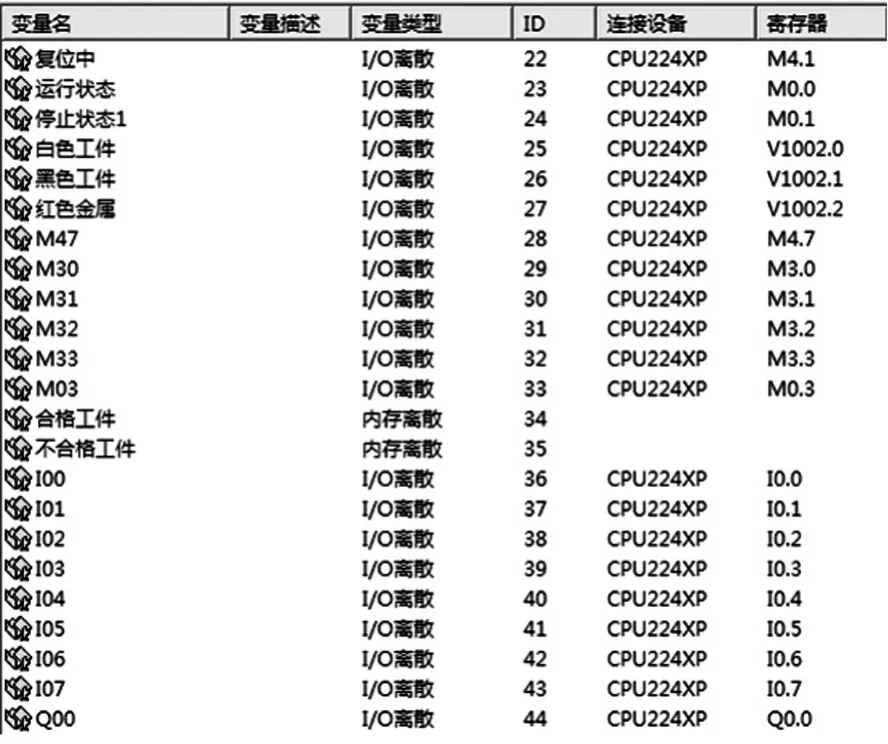
圖4 數據詞典中定義的變量(部分截圖)
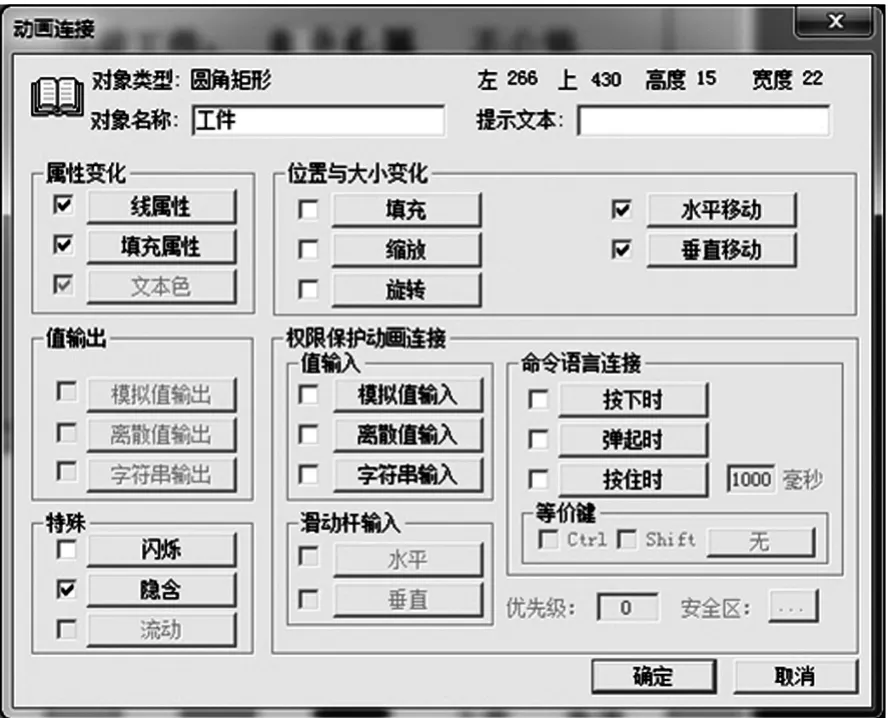
圖5 工件的動畫連接設置
工件信息統計中涉及到的動畫連接設計主要有文字的隱含屬性設置、變量的模擬值輸出、按鈕點擊彈出新窗口等。由于篇幅有限,以合格工件數量顯示為例來說明動畫設計,合格工件數量連接的變量是1個I/O整型變量,動畫連接時設置模擬值輸出,它的值來自于PLC的VW600,在PLC程序里將合格工件的數量值傳送至VW600即可,其梯形圖程序如圖8所示。
運行狀態監視區的動畫連接設計主要有文字的隱含屬性設置、字符串型變量輸出、按鈕點擊彈出新窗口等。

圖6 工件的垂直移動動畫屬性設置

圖7 工件垂直移動的命令
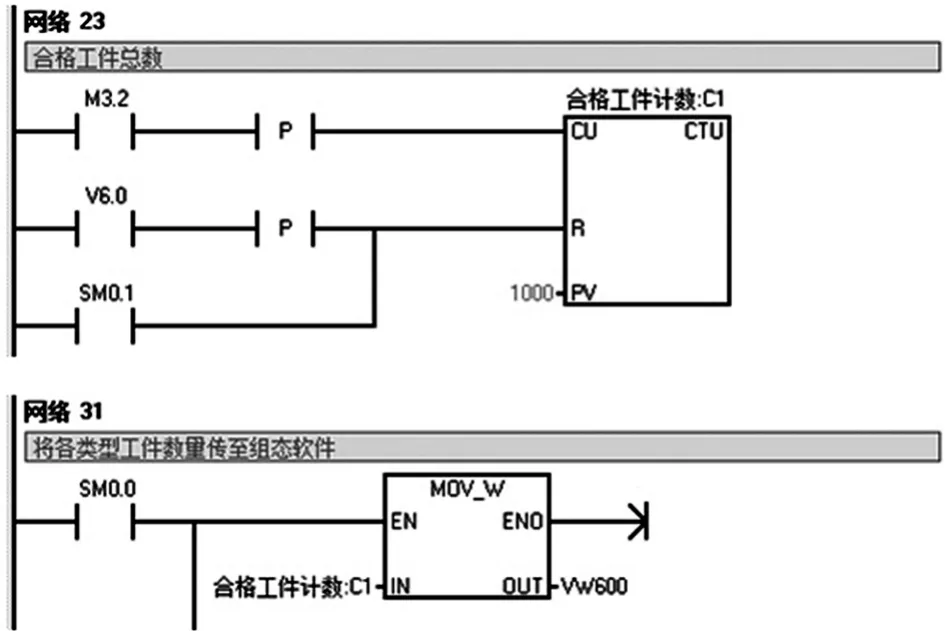
圖8 合格工件數量傳送至組態王的PLC程序
操作面板區的動畫連接設計主要是各按鈕按下與彈起時的命令編寫。以綠色的啟動按鈕為例來說明,當按鈕按下時命令語言寫:“\本站點啟動按鈕=1;”,當按鈕彈起時命令語言寫“\本站點啟動按鈕=0;”即可,而啟動按鈕這個變量定義的是I/O離散型,與之連接的PLC變量為V5.0,要想實現在組態王里點擊啟動按鈕而能啟動設備,必須將該變量的值通過V5.0傳送至PLC程序里,在PLC程序內將V5.0與啟動按鈕I2.0并聯即可。
(5)運行調試
在組態王全部畫面和動畫連接設置、應用程序命令語言等設計完后,運行組態王使之與PLC聯機,對所設計的內容進行運行調試。圖9和圖10為部分運行結果截圖。

圖9 工件正在進行高度檢測

圖10 查看已檢測工件詳情
4 結束語
文中基于組態王6.53版軟件設計的自動檢測站監控系統,界面友好,顯示內容豐富,操作簡單,可以很好地完成該站的模擬運行演示、運行狀態監視、工件信息統計以及對設備的運行操作等功能,對于學習基于組態技術的自動化設備監控系統設計有很大參考價值。
[1]何用輝.自動化生產線安裝與調試[M].北京:機械工業出版社,2012.
[2]王春生.MPS供料檢測站的組態監控系統的設計[J].機械制造與自動化,2009(3):40-42.
[3]陳天炎.基于KingView的MPS組態監控系統設計[J].閩江學院學報,2012(5):69-73.
Design of Monitoring System Based on Configuration Technology for Automatic Detecting Station
YU Feng-hao
(Wuhan Institute of Shipbuilding Technology,Wuhan430050,China)
This paper introduced the basic structure and functions of automatic detecting station of MPS,and described the detail design of the monitoring system of this station based on the KingView.This monitoring system not only showed a synchronised simulating demonstration system,but also displayed the working state and detection result of the workpiece information in real time,and can implement operational control of the station.
configuration technology;monitoring system;automatic detecting station;KingView
TP277
:A
:1009-9492(2014)12-0186-04
10.3969/j.issn.1009-9492.2014.12.048
余峰浩,男,1978年生,湖北鄂州人,碩士,講師。研究領域:機電控制技術應用。
(編輯:王智圣)
2014-06-10
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
少先隊活動(2021年4期)2021-07-23 01:46:22
小哥白尼(趣味科學)(2021年12期)2021-03-16 05:40:38
小學科學(學生版)(2020年10期)2020-10-28 07:52:18
文苑(2019年22期)2019-12-07 05:28:56
學生天地(2016年9期)2016-05-17 05:45:06
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
商業評論(2014年9期)2015-02-28 04:32:41
