氯化氫吸收尾氣中一氯甲烷回收工藝技術方案分析
2014-02-22 05:17:34葉婷婷
泰州職業技術學院學報 2014年3期
葉婷婷
(江蘇梅蘭化工有限公司,江蘇 泰州 225300)
氯化氫吸收尾氣中一氯甲烷回收工藝技術方案分析
葉婷婷
(江蘇梅蘭化工有限公司,江蘇 泰州 225300)
為回收甲烷氯化物生產中排空的一氯甲烷,提出了兩種一氯甲烷回收工藝技術方案進行分析比較。根據甲烷氯化物生產現狀選擇了其中一種方案實施,可回收一氯甲烷,達到節能減排、提高資源利用率的預期效果。
氯化氫;一氯甲烷;干燥;壓縮
在甲醇法甲烷氯化物生產工藝中,采用氫氯化裝置和熱氯化系統結合生產甲烷氯化物的流程是一個既經濟又高效的過程,已被世界上很多大規模生產甲烷氯化物的工廠所采用[1]。即甲醇氣和氯化氫在固定床反應器內進行氫氯化反應生成一氯甲烷和水,分離干燥后的一氯甲烷與氯氣在熱氯化反應器內反應生成二氯甲烷、氯仿、四氯化碳和氯化氫,分離后所得的粗產品經精制得甲烷氯化物產品,含有微量一氯甲烷的氯化氫大部分返回至甲醇氫氯化裝置作為制取一氯甲烷的原料,多余部分氯化氫吸收成鹽酸,而含有一氯甲烷的酸性尾氣經排氣洗滌塔洗滌后排空。當甲烷氯化物生產規模不大時,排空的一氯甲烷可能微不足道,但當形成一定生產規模時,一氯甲烷排放量還是較可觀的。以年產20萬噸甲烷氯化物計,每年將會有約1700余噸一氯甲烷排至大氣,這不符合節能減排的要求。為提高資源利用率,有必要將這些一氯甲烷回收,現就此提出以下兩種一氯甲烷回收工藝技術方案且進行分析。別配有循環硫酸泵。一氯甲烷干燥過程是濃硫酸不斷吸收水分的放熱過程,如熱量不及時移出,則會影響一氯甲烷干燥效果或導致濃硫酸消耗量上升,故下塔硫酸循環系統配有硫酸冷卻器,控制硫酸干燥塔溫度不大于38℃,還配置了塔底硫酸至甲烷氯化物生產裝置。
干燥的一氯甲烷氣體除沫后在0.14MPaA壓力下進入一氯甲烷壓縮機壓縮至0.5MPaA。部分壓縮后的一氯甲烷氣體冷卻后返回至進口,其余進入一氯甲烷冷凝器低溫冷凝至-28℃,一氯甲烷存于貯槽內,不凝氣至排氣洗滌塔洗滌后排空。其工藝流程示意圖見圖1所示。
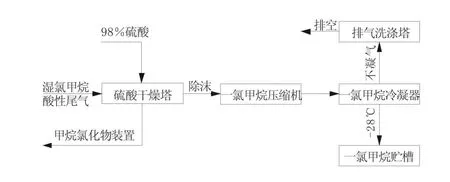
圖1 氯化氫吸收尾氣中一氯甲烷回收工藝流程圖
1 工藝技術方案
1.1 方案一
1.1.1 工藝流程 含有濕一氯甲烷的氯化氫吸收酸性尾氣經除沫器進入硫酸干燥塔,硫酸干燥塔分為上下兩段,均為填料塔,98%濃硫酸從上塔頂部加入,在上塔塔底硫酸液位控制下進入下塔。為保證上下塔頂的硫酸噴淋密度,上下塔分
1.1.2 流程說明及控制要點
(1)本工藝采用DCS遠程控制。
(2)一氯甲烷氣進入壓縮機前壓力須控制在0.14MPaA,以保證一氯甲烷氣體被壓縮到0.5MPaA以上壓力,在此壓力及-35℃條件下一氯甲烷的冷凝回收率較高。
(3)由于一氯甲烷壓縮機進口氣壓力控制為0.14MPaA,則氯化氫吸收前系統的壓力可能提高至0.17~0.18MPaA,所以在確定回收工藝方案時必須對其相關設備和工藝管線及工藝控制逐一檢查,不符合要求的在實施過程中整改。
(4)由于熱氯化工序的工作壓力遠高于提高后氯化氫的吸收壓力,故可以不考慮氯化氫吸收壓力的提高對氯化氫氣體輸送至吸收工序的影響。
(5)為保證氯化氫吸收系統的壓力穩定,在一氯甲烷壓縮機出氣口至其進口管線上裝有壓力控制調節閥。
(6)為保證一氯甲烷氣壓縮冷凝系統的壓力穩定,在一氯甲烷冷凝器出氣口裝有壓力控制調節閥,將壓力控制在0.5MPaA。
(7)為保證一氯甲烷氣的干燥效果,必須注意:1)硫酸干燥塔的98%濃硫酸必須根據回收一氯甲烷氣量,定量穩定加入;2)硫酸干燥塔上下塔的循環硫酸必須定量控制,同時塔底硫酸液位也須控制;3)硫酸干燥塔溫度嚴格控制在38℃以內。
(8)一氯甲烷冷凝液溫度為-28℃。
1.2 方案二
1.2.1 工藝流程 含有濕一氯甲烷的氯化氫吸收酸性尾氣在0.12 MPaA壓力下進入硫酸干燥一塔,此塔分上下塔,上塔為泡罩塔,下塔為填料塔。下塔配有硫酸循環泵和硫酸冷卻器,以保證硫酸干燥一塔保持一定的溫度。一次干燥的一氯甲烷氣經納氏泵升壓后進入硫酸干燥塔二塔,此塔為泡罩塔,98%濃硫酸從頂部進入,然后依次流入每一層泡罩后至塔底,再以溢流的方式進入納氏泵循環硫酸系統,循環硫酸在液位控制下進入硫酸干燥一塔上塔后溢流進入下塔,塔底硫酸至甲烷氯化物生產裝置。經過二次干燥的一氯甲烷氣除沫后在0.38MPaA壓力進入一氯甲烷壓縮機,壓縮至1.05MPaA的一氯甲烷氣部分冷卻后返回至進口,其余在一氯甲烷水冷凝器中冷凝,冷凝液至甲烷氯化物生產裝置,不凝氣至排氣洗滌塔洗滌后排空。其工藝流程見圖2。
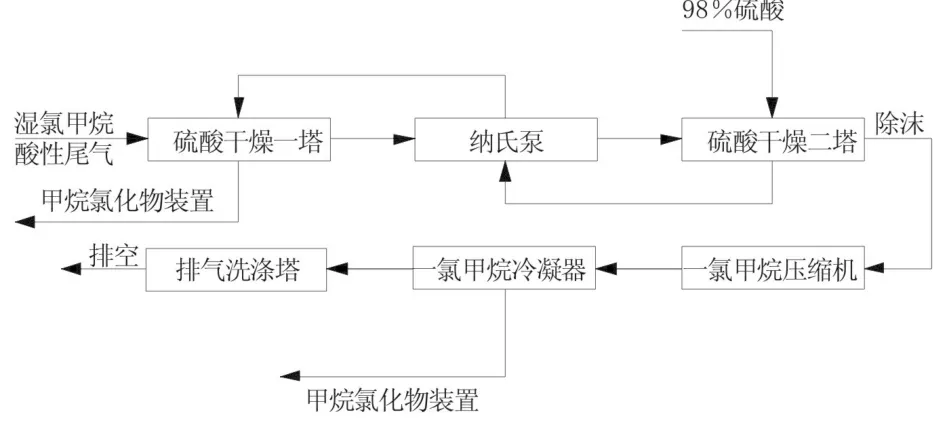
圖2 氯化氫吸收尾氣中一氯甲烷回收工藝流程圖
1.2.2 流程說明及控制要點
(1)本工藝采用DCS遠程控制。
(2)本流程的主要優點是不用-35℃冷而改用價廉易得的循環水,這樣既可節約投資又可減少運行及維護費用。為了達到此目的,只有提高一氯甲烷氣壓力以提高一氯甲烷的冷凝溫度,但氯化氫的存在會影響一氯甲烷氣的冷凝效果。根據分析,氯化氫吸收后尾氣中的氯化氫含量為≤0.5%(wt),而氯化氫在濃硫酸中有一定的溶解度,氯化氫25℃、101.3kPa下在濃硫酸中溶解度最小值為92mgHCL/100g H2SO4[2],故在兩座硫酸干燥塔內,一氯甲烷氣中的氯化氫能基本溶解在硫酸中,一氯甲烷氣中極微量的氯化氫所形成的蒸氣分壓對一氯甲烷的冷凝不會產生大的影響。根據一氯甲烷溫度與其對應蒸氣壓數據和甲烷氯化物生產中一氯甲烷氣壓縮冷凝的實際經驗判斷,1.05 MPaA壓力下此一氯甲烷氣在其水冷凝器內可得到充分冷凝。如何提高一氯甲烷氣體壓力至1.05 MPaA,而又不對氯化氫吸收產生大的影響,對其進行分段提壓是一種較好的選擇。納氏泵是液環泵,用濃硫酸作為液環保持液可以用來輸送一氯甲烷氣體及提高其壓力,但含有氯化氫和水的一氯甲烷氣體如直接進入納氏泵,一是將可能對泵體和葉輪產生腐蝕,二是濃硫酸消耗量將大幅增加。按照相關要求,進入納氏泵的一氯甲烷水分為≤600ppm,進入壓縮機的一氯甲烷水分≤50ppm,硫酸干燥一塔和硫酸干燥二塔分別可以使一氯甲烷氣水分達到以上要求。表1為一氯甲烷部分溫度、蒸氣壓數據[2]。
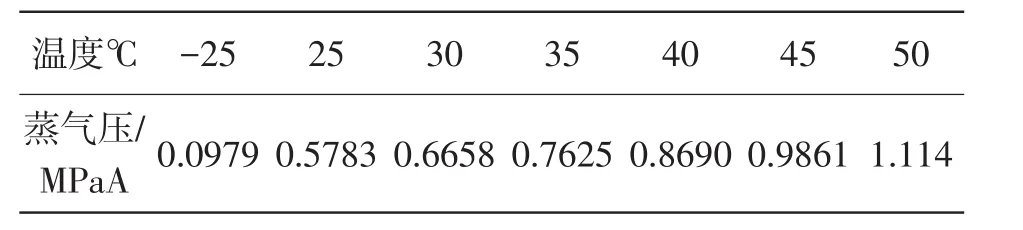
表1 一氯甲烷溫度、蒸氣壓數據表
(3)1)對硫酸干燥一塔、一氯甲烷壓縮機進口壓力及一氯甲烷冷凝器出口氣壓力進行自動控制調節,以保證系統的壓力穩定。2)對硫酸干燥一塔的循環硫酸進料量和塔底硫酸液位進行自動控制調節,以保證一氯甲烷氣的干燥效果。
(4)硫酸干燥一塔進口氣壓力:0.12MPaA,出氣溫度:≤38℃。
(5)一氯甲烷壓縮機進口氣壓力:0.38MPaA,進氣溫度:30~38℃。
(6)氯甲烷冷凝器出口氣壓力:1.0MPaA,冷凝液溫度:≤38℃。
2 工藝方案比較及選定
(1)方案一的工藝技術方案可行。在相關生產裝置沒有富余-35℃冷的情況下需增加一套-35℃制冷設備及相應-35℃冷凝控制的設備儀表及管道閥門。氯化氫吸收系統可根據需要適當改造。
(2)方案二的工藝技術方案亦可行。不需-35℃冷凍和一氯甲烷貯存系統的相關設備、儀表及管道閥門,需增加一座硫酸干燥塔和一臺納氏泵及其附屬設備。
(3)根據以上方案的分析且結合本單位甲烷氯化物生產現狀,筆者認為選方案二作為實施方案更符合生產實際,實施后對目前甲烷氯化物生產不會產生不利影響,獲得的只會是效益。
3 投資與效益
經對回收一氯甲烷工藝技術方案實施后的直接成本測算:(1)回收一氯甲烷裝置的投資所形成的回收成本明顯低于生產一氯甲烷裝置的投資形成的生產成本。(2)回收與生產一氯烷所需濃硫酸、水、電消耗及其他運行成本大致相等。(3)生產一氯甲烷須有甲醇、氯化氫、飽和水蒸汽等,而回收一氯甲烷不需要。故回收1700余噸一氯甲烷實際可凈節約甲醇1100噸、100%氯化氫1400噸、飽和水蒸汽700噸。
4 結語
根據甲醇法甲烷氯化物生產工藝的特點,本文提出的一氯甲烷回收工藝技術方案是可行的,實施后可回收排空的一氯甲烷,達到節能減排、提高資源利用率的預期目的。
[1]魏文德.有機化工原料大全[M].北京:化學工業出版社,1989.
[2]北京石油化工工程公司.氯堿工業理化常數手冊[M].北京:化學工業出版社,1988.
(責任編輯 劉 紅)
Analysis on Recycling Technical Solutions of Methane Chloride in Hydrogen Chloride Absorption Tail Gas
YE Ting-ting
(Jiangsu Meilan Chemical Co., Ltd., Taizhou Jiangsu 225300,China)
This paper proposes two technical solutions on the recycling of the methane chloride when producing chloromethanes(CMS),and analyzes their differences.One of the two technical solutions could be taken according to the production status of CMS.Then finally it could realize our expectation of reducing the emission and higher the efficiency of resources utilization.
chlorine hydride;methane chloride;desiccation;condensation
TQ222.2+14
:B
:1671-0142(2014)03-0052-03
葉婷婷(1984-),女,江蘇泰州人,助理工程師.
