大型筒節(jié)軋制成型過程三維數(shù)值模擬
2021-11-15 03:58:28趙強
科技與創(chuàng)新 2021年21期
趙強
(四川建筑職業(yè)技術學院,四川 德陽 618000)
1 有限元模型的建立
1.1 幾何模型簡化
根據(jù)大型筒節(jié)軋機結構和成形過程,大型筒節(jié)軋制有限元模型的建立包含驅動輥、芯輥、大型筒節(jié)和抱輥。本文研究的大型筒節(jié)質量、軸向長度長、壁厚較大,特別是軸向長度尺寸遠遠超過了壁厚尺寸,導致有限元計算單元太多,為了提高有限元計算的速度,對有限元模型進行簡化。
根據(jù)簡化后的模型軸向長度必須超過兩倍筒節(jié)壁厚的條件,本文采用取大型筒節(jié)軸向長度的一半的模型結合剛性對稱面進行模型建立[1],同時,本文主要關注大型筒節(jié)的軋制變形,不研究驅動輥、芯輥和抱輥的變形,所以軋輥都簡化為剛性輥。
1.2 單元網(wǎng)格劃分與材料定義
大型筒節(jié)有限元模型采用8 節(jié)點六面體單元,首先在平面中建立大型筒節(jié)端面環(huán)形圖形,再沿著環(huán)形圖形的圓周方向,用正方形網(wǎng)格進行均分,再沿軸線方向擴展為大小一致且均勻的六面體單元,最后用SUBDIVIDE 命令在邊部寬展變形較大處進行細分。將Q235 的材料參數(shù)導入到有限元分析材料庫中,并將其設置為大型筒節(jié)毛坯的材料。
1.3 邊界條件定義
大型筒節(jié)軋制成型過程中,驅動輥既要轉動又要進給,采用有限元控制節(jié)點和輔助節(jié)點實現(xiàn),控制節(jié)點根據(jù)工藝要求,負責驅動輥的壓上運動,輔助節(jié)點控制軋制過程中驅動輥的轉速。芯輥是固定輥,只用設置好轉速即可。抱輥起支撐筒節(jié)的作用,在軋制的過程中,筒節(jié)尺寸會不斷的擴大,導致抱輥需要做跟隨運動,采用控制節(jié)點對抱輥運動控制。大型筒節(jié)軋制過程中,筒節(jié)和各軋輥之間存在接觸摩擦,本文采用庫倫摩擦模型,設置大型筒節(jié)和軋輥之間的摩擦系數(shù)為0.35。由于大型筒節(jié)成型采用的是熱軋的生產(chǎn)方式,所以設計大型筒節(jié)初始軋制溫度為1 200 ℃,并且設置筒節(jié)與軋輥之間的接觸傳熱系數(shù)、大型筒節(jié)與空氣之間輻射換熱系數(shù)。
1.4 定義分析
設置有限元分析步數(shù)和軋制時間,選用大變形,運用熱力耦準靜態(tài)模塊進行分析[2]。
2 模擬結果分析
2.1 三維結果分析
根據(jù)建立好的大型筒節(jié)軋制熱力耦合有限元模型,提交分析后,在后處理模塊提取得到大型筒節(jié)軋制后成形云圖,如圖1 所示。

圖1 大型筒節(jié)軋制后成形
理想狀態(tài)下,大型筒節(jié)軋制變形結束后只有直徑的擴大,分別為外徑6 330 mm,內徑5 530 mm,軸向應該保持3 750 mm 的長度。提取軋制模擬結果后發(fā)現(xiàn),軋制結束時,大型筒節(jié)實際最大外徑為6 271.75 mm,最小外徑為6 260.17 mm,軸向最大、最小長度分別為3 812 mm和3 713 mm,大型筒節(jié)軸向長度產(chǎn)生了伸展變形,并通過進一步計算得出,伸展變形量體積約占到大型筒節(jié)總體積的1%,并且端面伸展變形是不均勻的,這將導致后續(xù)的機加量多出近2 t,降低產(chǎn)品成材率。
2.2 寬展變形分析
提取大型筒節(jié)軋制有限元模擬模擬結果,發(fā)現(xiàn)軋制結束時的大型筒節(jié)軋制端面寬展變形后的形狀與魚尾相似[3],如圖2 所示。提取圖2 中大型筒節(jié)端面各節(jié)點寬展量,繪制曲線,如圖3 所示。圖3 中,橫坐標表示筒節(jié)壁厚方向,坐標正方向對應筒節(jié)內表面,坐標負方向對應筒節(jié)外表面,縱坐標是端面節(jié)點沿筒節(jié)軸向的寬展變形量。
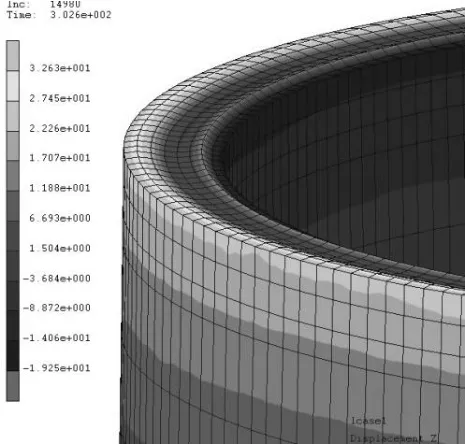
圖2 端面魚尾形狀
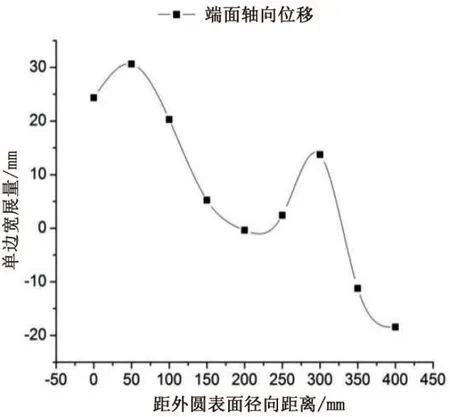
圖3 端面節(jié)點寬展量
從圖3 的結果中發(fā)現(xiàn),筒節(jié)端面最大寬展變形位置出現(xiàn)在外圓表面附近,約32 mm,最小寬展變形位置出現(xiàn)在內圓表面,約-19 mm,壁厚中心處幾乎不發(fā)生變形。
2.3 軋制溫度分析
大型筒節(jié)開軋溫度為1 200 ℃,在軋制結束后,發(fā)現(xiàn)大型筒節(jié)有限元模型各節(jié)點溫度都發(fā)生了變化,筒節(jié)端面和軸向溫度隨時間變化情況如圖4 所示。經(jīng)過分析發(fā)現(xiàn)有如下規(guī)律,軋制終了時,筒節(jié)上最低溫度為817 ℃,最高溫度為1 049 ℃。筒節(jié)內外表面與溫度較低的軋輥接觸,并且與周圍介質進行了熱交換,溫度下降明顯。在整個軋制過程中,還發(fā)現(xiàn)當溫度節(jié)點進入軋制變形區(qū)后,在摩擦功和塑性變形功的作用下,溫度有小幅度回升,因此在整個軋制過程中各節(jié)點溫度呈現(xiàn)階梯狀的溫度變化趨勢。并且還發(fā)現(xiàn)次外層節(jié)點和次內層節(jié)點在向外傳遞熱量和軋制變形產(chǎn)生熱量的綜合作用下,溫度下降速度卻略小于中心節(jié)點,甚至在軋制開始階段出現(xiàn)溫度升高的現(xiàn)象[4]。
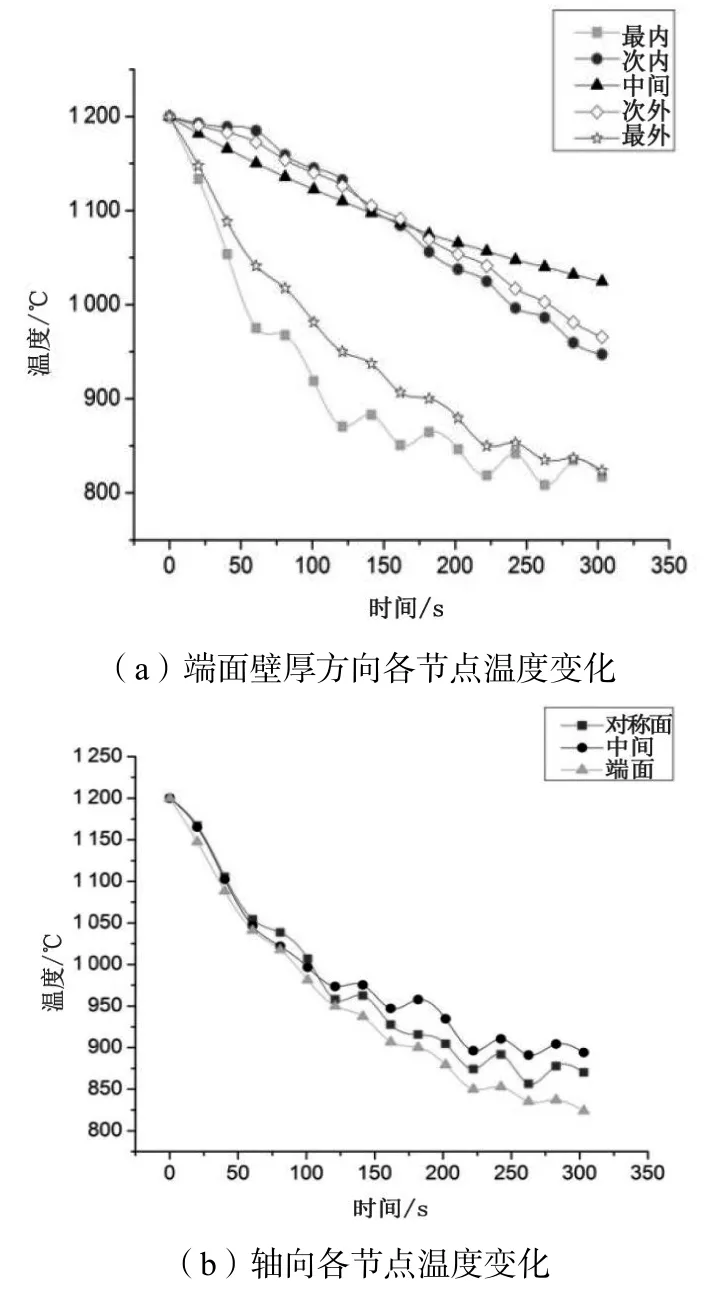
圖4 典型節(jié)點溫度
大型筒節(jié)軸向方向溫度分布,由于摩擦功和塑性變形功的作用不明顯,溫度階梯升高趨勢不明顯,并且與周圍介質進行了大量的熱交換,使軸向節(jié)點的溫度呈整體下降趨勢。
為了提高筒節(jié)軋后的組織性能,大型筒節(jié)軋制后應該有比較均勻的溫度分布,通過分析,總結出兩種控制措施:①縮短軋制時間,減少筒節(jié)內外表面對外熱量的交換損失,但是受到總壓下量和軋機的能力限制,時間縮短有限;②提高與筒節(jié)接觸的軋輥溫度,減少筒節(jié)與軋輥間的接觸換熱,但是,軋輥溫度不能提高太多,因為隨著溫度的升高,軋輥的強度會下降,影響筒節(jié)軋制成形效果[5]。現(xiàn)場生產(chǎn)的時候,建議可以將兩種措施結合。
3 結論
本文建立筒節(jié)軋制過程多體接觸非線性熱力耦合有限元三維模型,根據(jù)有限元后處理結構,對大型筒節(jié)軋制過程中的寬展變形和溫度場變量分布情況進行了分析,同時還驗證了大型筒節(jié)軋制過程中鍛透性和咬入條件等工藝條件,對大型筒節(jié)軋制工藝研究提供了理論上的指導。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24