西門子PLC在數字信號處理當中的應用探究
2014-02-24 08:59:28趙銀玲李治國西安職業技術學院機電工程系西安7003中航工業西安飛行自動控制研究所陜西西安70065
電子測試 2014年23期
關鍵詞:信號
趙銀玲,李治國(.西安職業技術學院機電工程系,西安,7003;.中航工業西安飛行自動控制研究所,陜西西安,70065)
西門子PLC在數字信號處理當中的應用探究
趙銀玲1,李治國2
(1.西安職業技術學院機電工程系,西安,710032;2.中航工業西安飛行自動控制研究所,陜西西安,710065)
文章介紹了西門子S7-300PLC的硬件組成,研究了其在DCS控制系統中的應用,從實際應用來看,控制的效果是令人滿意的。
工業控制系統;DCS;PLC
0 引言
可編程序控制器PLC是一種進行數字運算的電子系統,是專為在工業環境下的應用而設計的工業控制器。具有數學運算、數據傳送、數據轉換、排序、查表、位操作等功能,可以完成數據的采集分析及處理。因其具有編程簡單、使用方便,功能完善且對環境適應性強等特點,數據處理一般用于大型控制系統,如無人控制的柔性制造系統;同時也被廣泛應用于鋼鐵、石油、化工、電力、造紙、環保以及文化娛樂等各行各業。
1 PLC概述
1.1 S7-300 PLC系統結構
S7-300PLC功能強、速度快、擴展靈活、它具有緊湊的、無槽位限制的模塊化結構。他的主要組成部分有導軌(Rack)、電源模塊(PS)、CPU模塊、接口模塊(IM)、信號模塊(SM)和功能模塊(FM)。可通過MPI網的接口(5611卡)直接與編程器PG,操作員面板OP和其它S7PLC相連。其工作過程為:CPU首先掃描輸入模塊狀態,并更新輸入過程映像寄存器,然后執行用戶程序,最后從輸出過程映像寄存器中將值輸出到輸出模塊,以此循環。
1.2 S7-300 PLC工作原理
循環掃描工作過程:與其它計算機系統一樣,PLC的CPU采用分時操作原理,每一時刻執行一個操作,隨著時間的延伸一個動作接一個動作順序地進行掃描。CPU從第一條指令開始,順序逐條地執行用戶程序,直到用戶程序轉來,然后返回到第一條指令開始新一輪掃描。掃描周期一般為1-100ms。
1.3 S7-300 PLC程序結構
STEP 7 有三種編程方法可供選用,它們是線性編程、分部式編程和結構化編程。線性編程將整個用戶程序寫在一個指令連續的塊中,處理器線性地或順序地掃描程序的每條指令。該方法適用于比較簡單的控制任務。分部式編程將用戶程序分成相對獨立的指令塊,每個塊包含給定的部件組或作業組的控制邏輯。
2 S7-300 PLC在數字信號處理中的應用與實現
2.1 模擬量信號的采樣
在工業控制現場,被控變量往往分布在生產現場的各個地方,因而計算機的工作環境惡劣,遭受干擾頻繁。這些干擾將會影響控制系統的測控精度,因此必須將其濾除,以下以對工業現場信號采樣并進行平滑處理的實例來具體說明S7-300PLC的具體應用。該實例從兩方面入手,先是采樣現場受干擾的信號,然后通過在程序中設置對其進行平滑處理。
一些S7-300 PLC的控制系統中,使用八通道模擬量模塊采集信號,當模塊數量較多時,讀模擬輸入量就很繁瑣。但是我們可以通過軟件設計,方便地把模擬量讀回并順序存入數據塊中。我們可以定義:FC1——采樣子程序。
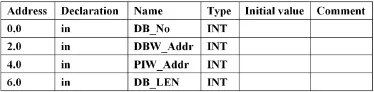
表1 FC1的變量聲明表如下:
(1) FC1的變量聲明表如下:
(2) S7-300 PLC的語句表(STL)編寫的采樣程序如下:
L #DB_No //傳送數據塊塊號
T LW 0 //保存數據塊塊號
OPN DB [LW 0] //打開存儲數據塊
L #PIW_Addr //模入模塊通道起始地址
SLD 3 //左移三位形成地址指針
T LD 4 //保存地址指針
L #DBW_Addr //存儲在數據塊中的起始地址
SLD 3 //左移三位形成地址指針
T LD 8 //保存地址指針
L #DB_LEN //要讀入的通道數作為循環次數
Next: T LW 0 //保存通道數
L LD 4 //將地址指針送入累加器
LAR1 //將地址指針送入AR1
L PIW [AR1, P#0.0] //地址指針加上偏移量
T LW 12
L LD 8
LAR1
L LW 12
T DBW [AR1, P#0.0]
L LD 4
+ L#16
T LD 4
L LD 8
+ L#16
T LD 8
L LW 0
LOOP Next
在調用這個程序時還要注意以下幾個問題:(1)讀模擬量輸入模塊數據通道是否從數據字的第零位開始;(2)過程量的最大測量范圍;(3)數字量的有效值范圍。
2.2 PLC對信號的平滑處理
慣性濾波法的數字表達式為: Y (k)=a*x (k)+(1-a)*y (k-1) 式中,a為濾波系數,且0 FC2的變量聲明表如下: (2)下面是以西門子S7300 PLC的語句表(STL)編寫的慣性濾波子程序。 L 1.000000e+000 L #a //a為慣性濾波系數 -R T LD 16 L #DB1_No T LW 22 OPN DB [LW 22] //打開存儲數據塊 L LD 0 LAR1 L DBW [AR1, P#0.0] L LD 16 *R T LD 24 L #DB2_No T LW 28 OPN DB [LW 28] //打開存儲數據塊 L LD 4 LAR1 L DBW [AR1, P#0.0] L #a *R L LD 24 +R T LW 30 L #DB_No T LW 34 OPN DB [LW 34] //打開存放數據塊 L LD 8 LAR1 L LW 30 T DBW [AR1, P#0.0] 以上程序已成功應用于實際的DCS控制系統中,上位機監控軟件用西門子WinCC,下位機控制用西門子PLC-S7300。在實際應用中,先利用上述所給模擬量信號的采樣和濾波程序獲得有效的采樣值,然后將它們用于對現場的過程量如壓力、液位、流量等模擬量信號進行控制,從實際應用情況來看,控制的效果是令人滿意的。 [1] 田瑞庭.可編程控制器應用技術.北京:機械工業出版社,1994. 趙銀玲, 1982年12月出生,女,碩士研究生,助教,研究方向控制理論與控制控制工程 Application and research Of PLC in Digital signal processing Zhao Yinling1,Li Zhiguo2( This paper discussed the hardware composition of Siemens PLC,researched of application in DCS Control system。And the control effect is perfect through the practical application Industrial control systems;digital contral system;Programmable Logic Controller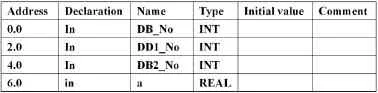
3 總結
1.Xi'an Vocational and Technical College Department of mechanical and electrical engineering,Xi'an,
710032;
2.AVIC Xi'an Flight Automatic Control Research Institute,Shaanxi Xi'an,710065)
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
