
基于激光再制造技術的發動機曲軸修復技術研究
2014-03-01 08:36:04謝頌京
裝備制造技術 2014年4期
關鍵詞:發動機
謝頌京
(浙江經濟職業技術學院,浙江 杭州 310018)
基于激光再制造技術的發動機曲軸修復技術研究
謝頌京
(浙江經濟職業技術學院,浙江 杭州 310018)
介紹了激光再制造技術的原理、方法及其在球墨鑄鐵曲軸修復中的具體應用,通過對再制造發動機曲軸的具體方法研究,找出適合球墨鑄鐵曲軸修復的再制造工藝,并且研究了曲軸修復后涂層的組織和性能、摩擦磨損性能,結果表明,通過適當的再制造方法對曲軸進行修復,可以得到滿意的制造表層組織和性能,有效延長曲軸的使用壽命。
激光再制造;發動機曲軸;顯微硬度;磨損
再制造技術是把達到使用壽命的產品通過修復或技術改造使其達到甚至超過原型產品性能的加工過程[1]。再制造技術符合我國循環經濟思想和可持續發展的要求,再制造對節能、節材、保護環境的意義更加突出,地位和作用不斷提升。激光再制造是一種新興的再制造技術,與其他修復技術相比,激光再制造是一種全新的先進修復技術,它集成了高能束技術、先進數控和計算機技術、CAD/CAM技術、光電檢測控制等技術為一體的先進制造技術[2~3]。由于該技術具有對基體損傷小、修復精度高、性能優異和修復尺寸不受限制等優點,能夠滿足高精度、高性能零部件的修復要求。
發動機是汽車的核心部分,為汽車提供動力。而曲軸是發動機的重要零部件,把活塞的往復運動轉化為曲軸的旋轉運動。曲軸也是發動機零部件價格較貴的部件,在發動機運行時,曲軸所受的力不斷變化,因此會使曲軸軸頸發生不均勻磨損,另外由于潤滑系中的雜質及潤滑故障,軸頸會產生劃痕、磨粒磨損等失效形式[4~6]。
本研究是為了延長發動機曲軸的使用壽命,采用激光再制造技術對摩擦磨損等失效的曲軸進行修復,以達到繼續使用的目的,有效提高曲軸的硬度和耐磨性等。
1 試驗材料與方法
1.1 實驗材料
試驗用基體材料為QT700,其化學成分(質量分數wt%)為:C(3.08-3.3),Si(2.49-3.13),Mn(0.55-0.61),其余為Fe,加工成尺寸為Φ50mm×10mm圓片形,再制造材料選用Ni45自熔性合金粉末,其成分見表1,粉末粒度范圍均為-150~320目。為減小熔覆層的摩擦系數,在Ni45粉末中添加鉬粉,所用的鉬粉純度為99%。

表1 Ni45合金的成分(w t%)
1.2 試驗方法
試驗系統由2 kW光纖激光器、四軸數控系統組成。激光功率為1~1.5 kW,掃描速度為5~8mm/s,采用送粉方式,氬氣保護。再制造材料為Ni45+1%Mo和Ni45+5%Mo(均為質量分數)合金粉末。實驗前對粉末真空烘干,去除水分,將稱量好的混合粉末置于研缽中,研磨至少5分鐘,以使粉末混合均勻。為模擬曲軸的工作情況,將球墨鑄鐵浸在機油中72小時,取出后進行表面脫脂、去除油污、除銹等過程,使試樣表面潔凈、呈現出金屬光澤。
激光再制造后,將試樣沿垂直于掃描方向線切割,截取的試樣橫斷面經研磨拋光后用王水(30%HNO3和70HCl)腐蝕,用顯微鏡觀察顯微組織,用掃描電鏡附件能譜儀(EDS)對涂層中的相進行成分分析,用DHV-1000數字顯微硬度計測試樣品顯微硬度。
2 試驗結果與討論
2.1 再制造合金涂層宏觀形貌
從圖1中可見,激光再制造涂層在結構上分為熔化區、結合區和熱影響區,激光熔覆層沒有裂紋、氣孔,涂層與基體整體幾何緊密,形成了良好的化學冶金結合,靠近表面區域呈現出典型樹枝狀結構,熔化區下部為樹枝狀晶體結構。
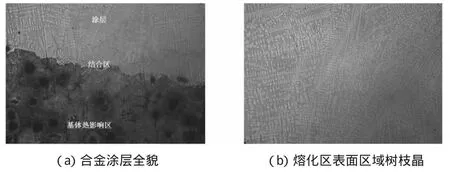
圖1 QT700激光再制造合金涂層顯微組織(×400)
在激光再制造過程中,成分相同的情況下,合金熔化區的結晶形態取決于形核條件,即結晶方向的溫度梯度與晶粒生長速度的比值(G/V)。在合金涂層的表面,由于與大氣接觸,熔池的冷卻速度較快,所以形成的過冷度也大,容易形成樹枝晶,而在熔化區的底部,熔池的液態金屬與冷基體直接形成傳導方式散熱,金屬導熱系數比較大,冷卻速度快,故溫度梯度很大,結晶速度小,在涂層和基體結合處形成樹枝狀生長。從圖1(a)可以看到涂層和基體結合帶是一個呈現不光滑的結合界面,這是由于在氣體保護下,加速速度比較快,熔池容易出現波動,形成相互重疊的結合區。
圖2為激光再制造多道搭接過程中,由于激光束在試樣上小面積范圍內連續反復加熱,使激光輻射時間對于單道融入而易造成試樣的熱飽和,從而使基體溫度高于單道再制造。在激光功率相同的條件下,多道搭接的基體將被較多的熔化,更多的基體元素參與到熔池中,使得基體元素對涂層的稀釋作用加大。多道搭時,熔池中必然要有一部分已凝固的熔道和待熔涂層一起參與新的熔覆過程。一方面影響熔池的能量吸收,進而影響熔池的能量的對流;另一方面,由于已凝固的熔道與涂層的合金粉末之間在成分、黏度和密度上的差別,會影響熔池中的傳熱和傳質,從而影響到熔體的對流運動,進一步造成熔覆區的宏觀成分偏析。
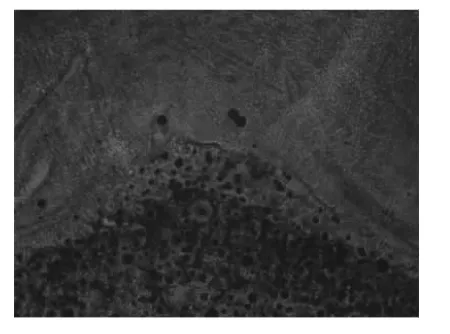
圖2 多道搭接顯微組織結構(×100)
2.2 涂層的顯微硬度
圖3為Ni45+1%Mo合金涂層的顯微硬度分布曲線。從圖中可以看出,從涂層表面到基體兩種涂層的顯微硬度均呈逐漸降低,變化趨勢是相同的,而且都呈臺階式分布。這是激光再制造涂層硬度分布的特點。涂層硬度比基體高的原因在于涂層中含有大量的鉬元素合金成分,相比于基體顯微硬度提高了約2倍。
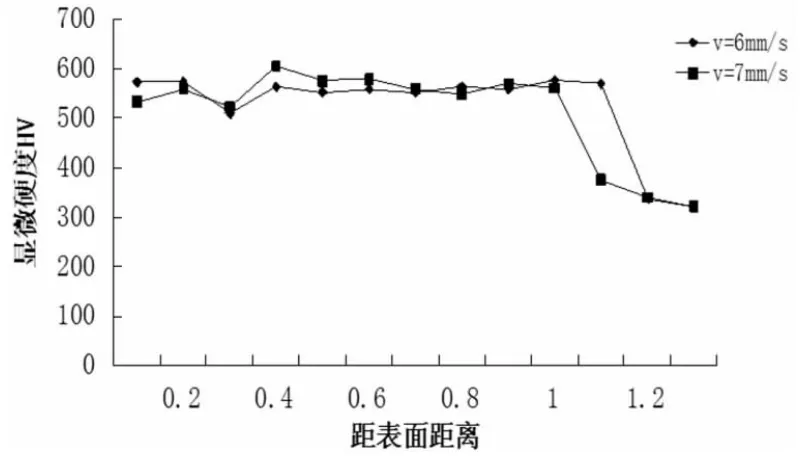
圖3 涂層硬度分布曲線
2.3 磨損性能
在WM-2005摩擦磨損儀上進行摩擦磨損實驗,摩擦磨損曲線如圖4(a)、圖4(b)圖所示。從摩擦磨損曲線中可以看出,熔覆層摩擦系數比基體磨損摩擦系數大,但是同樣條件下,熔覆層磨損情況為:磨損前6.310 7 g,磨損后 6.310 6 g,基體:磨損前 6.248 9 g,磨損后6.240 3 g,熔覆層的磨損失重比較小,說明熔覆層的耐磨性能好,能滿足曲軸的使用性能要求。
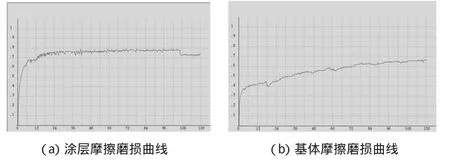
圖4 涂層和基體摩擦磨損曲線
3 發動機曲軸再制造工藝
采用通過試樣和圓棒實驗驗證的工藝參數,在實際曲軸上進行激光再制造,工藝過程為:裝夾曲軸→確定曲軸激光再制造部位→清洗曲軸→確定工藝參數→側向送粉激光再制造,最后在專用機床上進行磨削加工,使用探傷劑進行探傷再造成,試樣表面光潔無裂紋,能滿足裝機要求。
4 結束語
發動機曲軸表面經過激光再制造后,表面涂層沒有裂紋、氣孔,涂層與基體結合緊密,形成了良好的化學冶金結合。表面涂層的硬度測試說明了涂層的硬度約為基體硬度的2倍。經過摩擦磨損測試,表面涂層的耐磨性得到了很大的提高,因此激光再制造技術是一種先進的再制造方法,在被磨損零件的修復上可以通過增加涂層然后進行磨削加工,使發動機曲軸的表面性能滿足使用要求,并延長了曲軸的壽命,有效節約了資源,提高了經濟效益。
[1]徐濱士.中國再制造工程及其進展[J].中國表面工程,2010,23(2):1-6.
[2]朱 勝,姚巨坤.激光再制造工藝與技術[J].新技術新工藝,2009(8):1-3.
[3]楊洗塵,李會山,劉運武,等.激光再制造技術及其工業應用[J].中國表面工程,2003,61(4):43-47.
[4]李養良,潘 東,甘春飛,等.QT-500球墨鑄鐵表面激光熔覆鎳基合金的組織與性能[J].金屬熱處理,2012,37(2):106-109.
[5]高為國,劉金武,易際明,等.熱噴涂技術及其在球墨鑄鐵曲軸修復中的應用[J].湖南工程學院學報,2004,14(4):27-29.
[6]黃邦戈,陸宇衡,謝德錦.發動機曲軸再制造工藝研究[J].裝備制造技術,2011(5):10-11.
Laser Remanufacturing Technology and Its App lication in Restoration of Nodular Cast Iron Crankshaft
XIESong-jing
(Zhejiang Technical Institute of Economics,Hangzhou Zhejiang 310018,China)
This paper introduces the principles and methods of the technology of laser remanufacturing.And specific application in the restoration of nodular cast iron crankshaft.by studying the specificmethod of the restored workpiece for lasermanufacturing,the technology of lasermanufacturing for restored crankshaft ofmodular cast iron have been found.The organization,properties and frictional wear of laser remanufacturing coating for restored crankshaft of nodular cast iron are also studied.The result shows that the restoring crankshaft of nodular cast iron by using the method of laser remanufacturing can get satisfactory and organization,and the performance and the service life of crankshaftare effectively prolonged.
laser remanufacturing;crankshaft;micro hardness;wear
TG174.4
B
1672-545X(2014)04-0146-02
2014-01-07
謝頌京(1977—),男,山東曹縣人,講師,研究方向:先進制造技術。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
太空探索(2016年8期)2016-07-10 09:21:58
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:40
