凍干機壓塞波紋保護套的選用及應用研究
2014-03-06 11:42:26姚建林
機電信息 2014年29期
關鍵詞:焊縫
姚建林
(上海東富龍科技股份有限公司,上海201109)
0 引言
隨著GMP要求的不斷升級與國家對藥品生產監管的不斷加強,藥品生產企業對影響藥品生產質量的任何過程和環節均要采取有效的措施,運用風險分析的方法,以消除或降低對藥品質量的不利影響。
對于具有壓塞功能的凍干機來說,通過液壓活塞桿的升降來帶動板層的升降,如果沒有將液壓油缸活塞桿與凍干箱進行隔離,那么液壓油分子的擴散就會給產品帶來污染的風險,同時液壓活塞桿的無菌性也無法得到保障。因此,使用波紋保護套顯得非常有必要。
1 波紋保護套的選用
凍干機中波紋保護套與液壓活塞桿結構如圖1所示。
壓塞波紋保護套一般采用SUS316L材質,波紋套的壓縮率和拉伸率要在一定的范圍以內,一般情況下壓縮率CR在60%~80%,而拉伸率ER一般在15%~25%。波紋保護套的壓縮率和拉伸率與波紋的波數n、波紋的自由長度λ有關,與波紋套隔環的數目m也有一定的關系。波紋保護套尺寸與結構示意如圖2所示。
1.1 波紋保護套選用的條件
對于波紋保護套的選用應當滿足一定的條件:波紋保護套的最佳壓縮率CR取70%,最佳拉伸率ER取20%。當板層下降到最低部并全部降落到位的情況下,波紋保護套的拉伸長度應在有效拉伸長度Lmax1以內;當板層全部上升到頂部時,波紋保護套壓至不能超過極限位置。
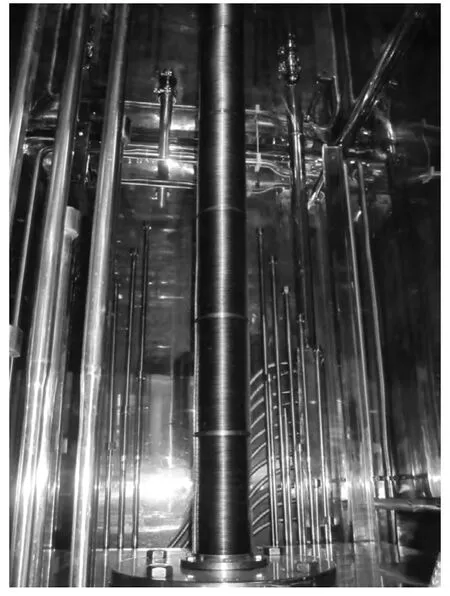
圖1 凍干機中波紋保護套與液壓活塞桿結構
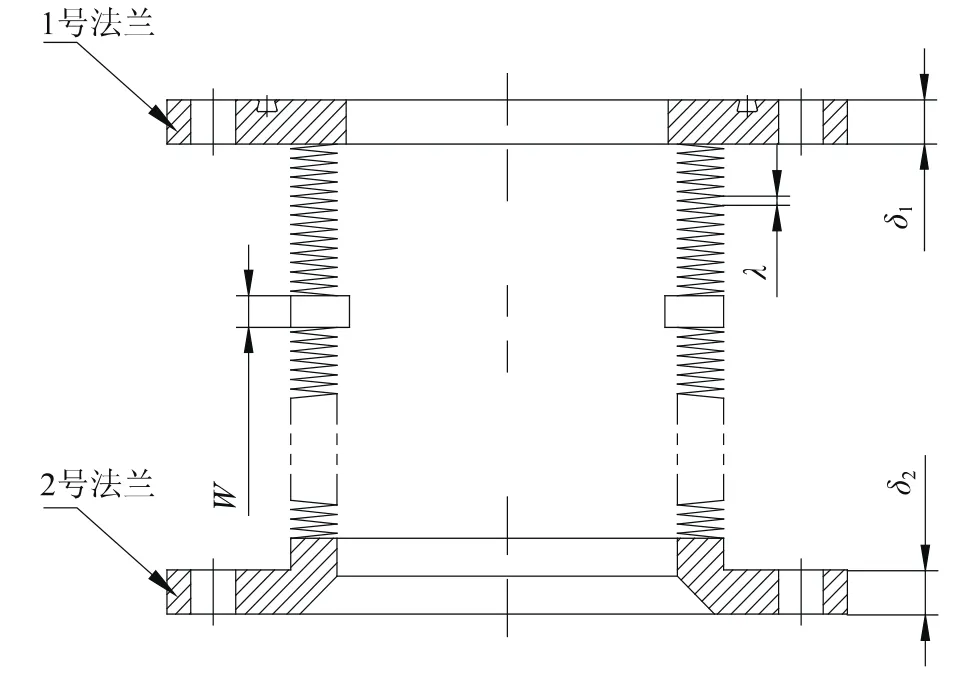
圖2 波紋保護套尺寸與結構示意
1.2 波紋保護套參數的計算
波紋保護套的基本參數可以通過以下計算獲得:
波紋套的波紋部分自由長度FL,FL=λ×n;
波紋套的波紋部分拉伸長度EL,EL=FL×(1+20%)
波紋套的波紋部分壓縮長度CL,CL=FL×(1-70%)
波紋套的波紋部分有效行程S,S=EL-CL
隔環部分的寬度總和Wε,Wε=w×m
波紋套有效拉伸長度極限Lmax1,
Lmax1=EL+Wε+δ1+δ2+L1
波紋套有效壓縮長度極限Lmin1,
Lmin1=CL+Wε+δ1+δ2+L1
式中 λ——單個波紋的自由長度;
n——波紋的波數;
w——單個隔環寬度;
m——隔環數目;
δ1——1號法蘭厚度;
δ2——2號法蘭厚度;
L1——1號法蘭加刀口寬度(生產廠家參數)。
1.3 板層處特殊位置的要求
(1)當板層全部下降到底部時,如圖3所示,波紋套工作時波紋實際最大拉伸的長度為Lmax2。應當滿足Lmax1-Lmax2≥0,則波紋套拉伸效果滿足要求;如果Lmax1-Lmax2<0,則波紋套存在拉裂的危險,長時間處在這種狀態下,波紋套很容易拉裂。
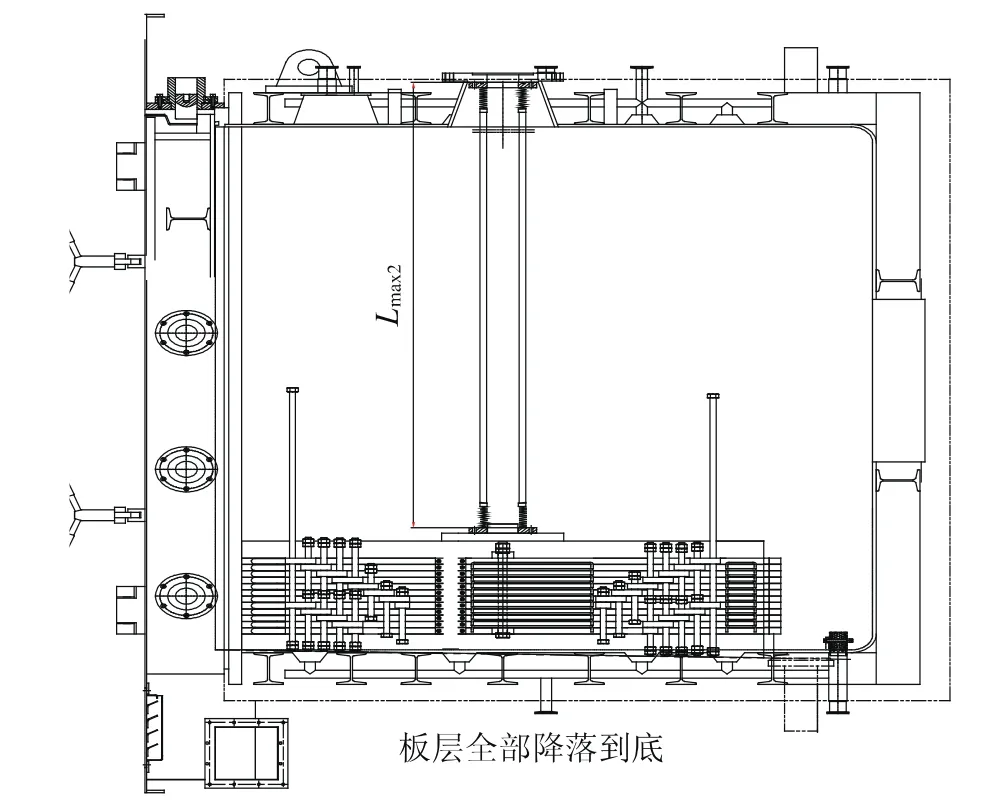
圖3 當板層全部下降到底時的Lmax2
(2)當板層全部上升到頂部時,如圖4所示,波紋套工作時實際最大壓縮時的長度為Lmin2。應當滿足Lmin1-Lmin2≥0,則波紋套壓縮效果滿足要求;Lmin1-Lmin2<0,則波紋套存在壓壞的危險,長時間處在這種狀態下,波紋套很容易壓壞拉裂。
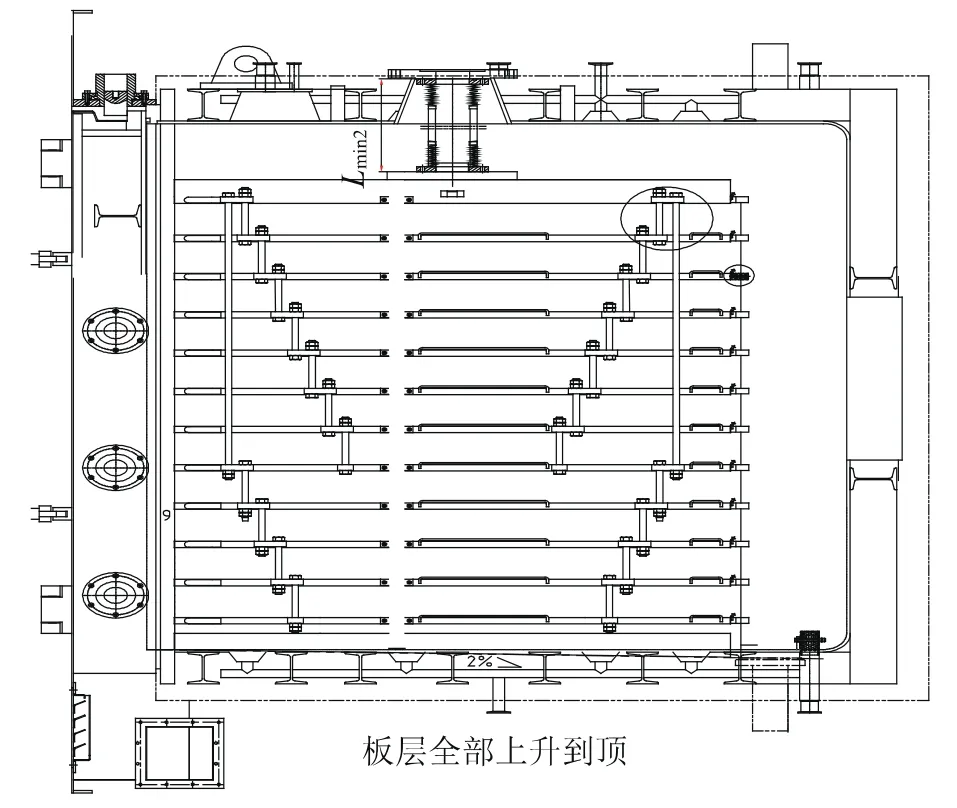
圖4 當板層全部上升到頂時的Lmin2
在設計選擇波紋保護套時,既要考慮波紋套實際工作時的最大拉伸長度,也要考慮實際工作時的最大壓縮長度,確保波紋套既不被拉伸過頭,也不被壓縮過量,確保波紋套工作的有效性。
2 波紋保護套使用中的常見問題及注意事項
凍干壓塞波紋保護套在使用過程中,如果沒有得到很好的保護,就很容易出現裂紋及損壞的現象。同時,由于在波紋套拉伸時,波紋套內部處于真空狀態,而在波紋套壓縮時,波紋套內部又處于正壓狀態,這對于波紋套的使用過程也帶來一定的風險。
在安裝時,一定要確保波紋套上下處于一條直線上,在自然狀態下不能有扭曲。如果扭曲,在壓縮時很容易導致受力不均勻,導致波紋套出現鼓包(圖5)。在拉伸過程中,當波紋套實際工作時的最大拉伸長度接近或大于波紋套有效的拉伸長度極限時,由于產生疲勞,也非常容易導致波紋套拉裂,出現裂紋(圖6),導致泄漏問題的發生。
由于波紋套自重的原因,波紋套在正常豎直使用過程中,波紋套上端的波片焊縫所承受的應力一般要大于其下端波片焊縫所承受的應力。對于豎直使用的波紋套,在其自身重力的影響下,上端波片的焊縫處更容易疲勞,同時承受過載應力時上端波片焊縫也更容易開裂。
為防止波紋套拉伸或壓縮時,波紋套內部壓力能夠得到及時釋放,在波紋套內部與外部大氣之間連接一個呼吸器,并增加一個過濾器,在板層上升或下降時,同時打開板層波紋套放氣閥SV54,確保波紋套內部始終處于大氣壓的壓力狀態。波紋套內部始終處于大氣壓的壓力狀態的管路系統如圖7所示。
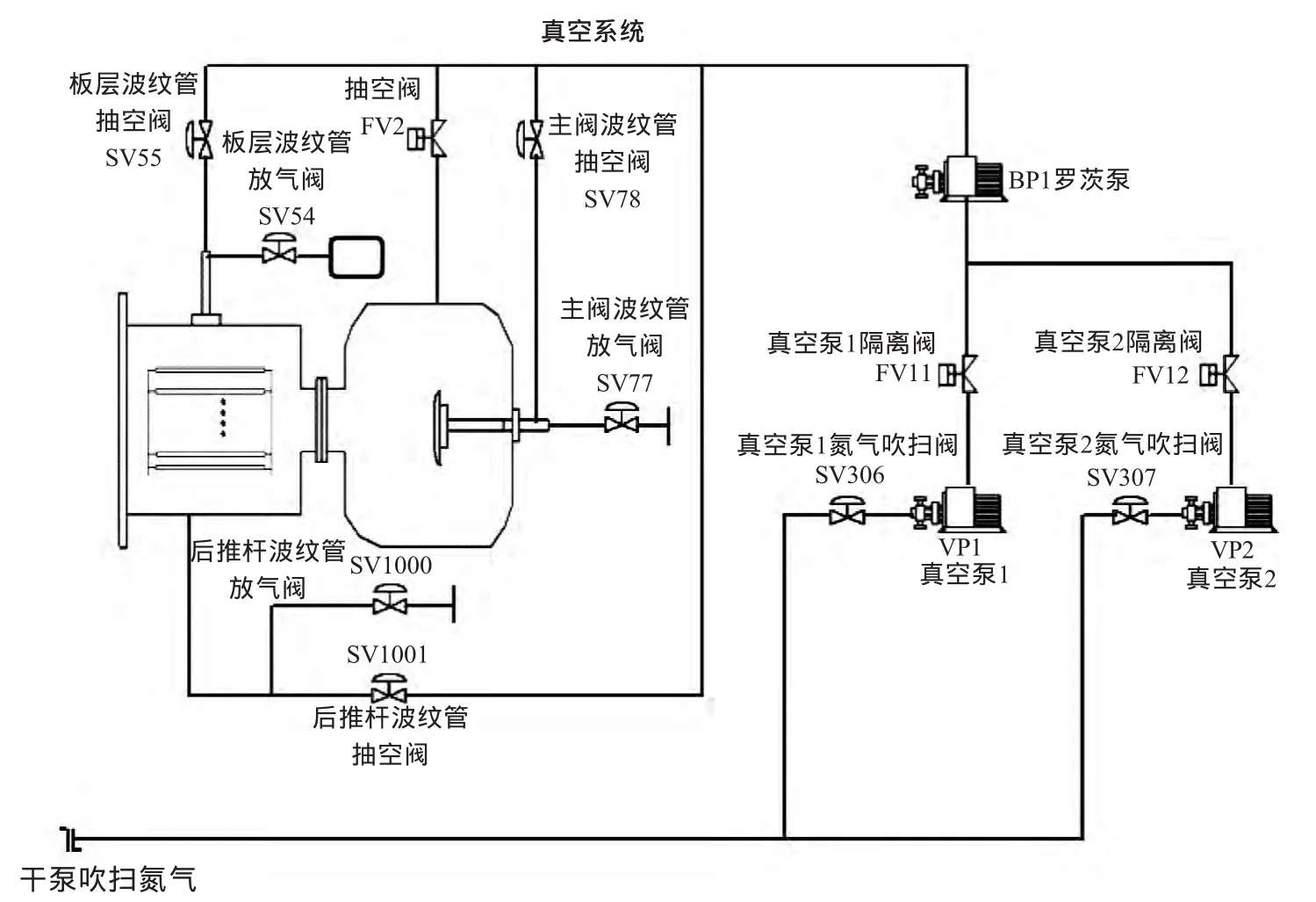
圖7 波紋套內部始終處于大氣壓的壓力狀態的管路系統
3 波紋保護套完整性確認方案

圖5 波紋套出現鼓包

圖6 波紋套出現裂紋
一般是通過真空測試的方法對波紋套的完整性進行確認。開啟真空泵,對泵頭進行抽真空處理,在抽到極限真空(比如1Pa以下或更低)后,開啟板層波紋管抽空閥SV55,若在2min之內便可以抽到打開該閥門之前的極限真空,則認為波紋套是完好的。在每一次凍干開始前,凍干程序可以自動運行,確認波紋套的完整性。
當然,也可以采取更加嚴謹的測算泄漏率的計算方法,由于波紋套出廠前均要進行泄漏率測試,出廠的標準是單點泄漏率要小于1×10-7Pa·m3/s,對波紋套的內部體積進行計算,加上真空泵頭管道的體積以及抽波紋套真空管道的體積,根據泄漏率的計算公式:

式中Q——泄漏率,Pa·m3/s;
P1——保壓起始壓力,Pa;
P2——保壓結束壓力,Pa;
V——箱體體積,m3;
Δt——保壓時間,s。
按照總體泄漏率要小于1×10-4Pa·m3/s的要求進行計算,在確保管道沒有泄漏的情況下,計算出10min之內合格的P2的數據,只要10min內上升的壓力值小于規定的值,確保泄漏率符合要求,則表明波紋套是完好無損的。
4 結語
凍干壓塞用波紋保護套對保證凍干產品的無菌性有重要的作用,防止液壓油分子擴散到凍干產品中去,能起到很好的隔離作用。本文通過對凍干機中壓塞波紋保護套正確選用的研究,探討了其使用的常見問題及注意事項,同時提出了波紋保護套完好性的確認方案,使波紋套的完整性得到了保障,值得推廣和運用。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
