平面變半徑螺旋插補原理及應用
2014-03-07 09:42:52王朝琴王小榮陳智文
機床與液壓 2014年10期
關鍵詞:程序
王朝琴,王小榮,陳智文
(1.蘭州交通大學鐵道技術學院,甘肅蘭州 730070;2.蘭州交通大學機電學院,甘肅蘭州 730070)
平面變半徑螺旋插補原理及應用
王朝琴1,王小榮2,陳智文1
(1.蘭州交通大學鐵道技術學院,甘肅蘭州 730070;2.蘭州交通大學機電學院,甘肅蘭州 730070)
通過深入分析圓形/環形平面區域特征3軸數控銑削特點,提出平面變半徑螺旋插補原理及算法。以成組技術為背景,采用機床極坐標功能,給出了面向圓形/環形平面區域特征的參數化程序。通過合理賦值,可以實現圓形/環形/平面螺紋特征的3軸數控銑削加工。VERICUT仿真和試驗表明,平面變半徑螺旋插補算法正確有效。
平面變半徑螺旋插補;成組技術;參數化編程
直線插補和圓弧插補是數控系統最為基本的兩種插補功能,研究各類插補算法,是數控領域的熱點問
題[1-5]。對于FANUC 0i數控系統而言,曲線的加工,是通過微小直線段的逼近來實現的。開發各種曲線插補算法,可充分利用數控系統功能解決各類實際加工問題。
成組技術是通過充分利用產品和制造過程中的相似性將不同產品中的相似性零部件,甚至零件中的部分結構信息歸類處理形成“成組批量”,從而取得效益[6-7]。
參數化編程是軸位置、進給率和速度功能均可通過參數表達的G/M代碼程序[8-10]。基于成組技術的參數化編程可以解決一組零件的加工,其參數化所帶來的程序對加工對象形狀尺寸、工藝尺寸和刀具尺寸的適應性,是自動編程和常量式手工編程獲得的程序所不能比擬的。
文中以成組技術為背景,提出平面變半徑螺旋插補算法,采用基于特征的參數編程方法,解決圓形、環形、平面螺紋特征的螺旋插補問題。
1 平面變半徑螺旋插補
1.1 平面變半徑螺旋插補算法
螺旋插補是一種高效的加工方法,加工過程中空行程較少。對于圓形或環形區域的平面加工,平面變半徑螺旋插補是最為適應和優化的加工方法。圖1是平面變半徑螺旋插補示意圖。
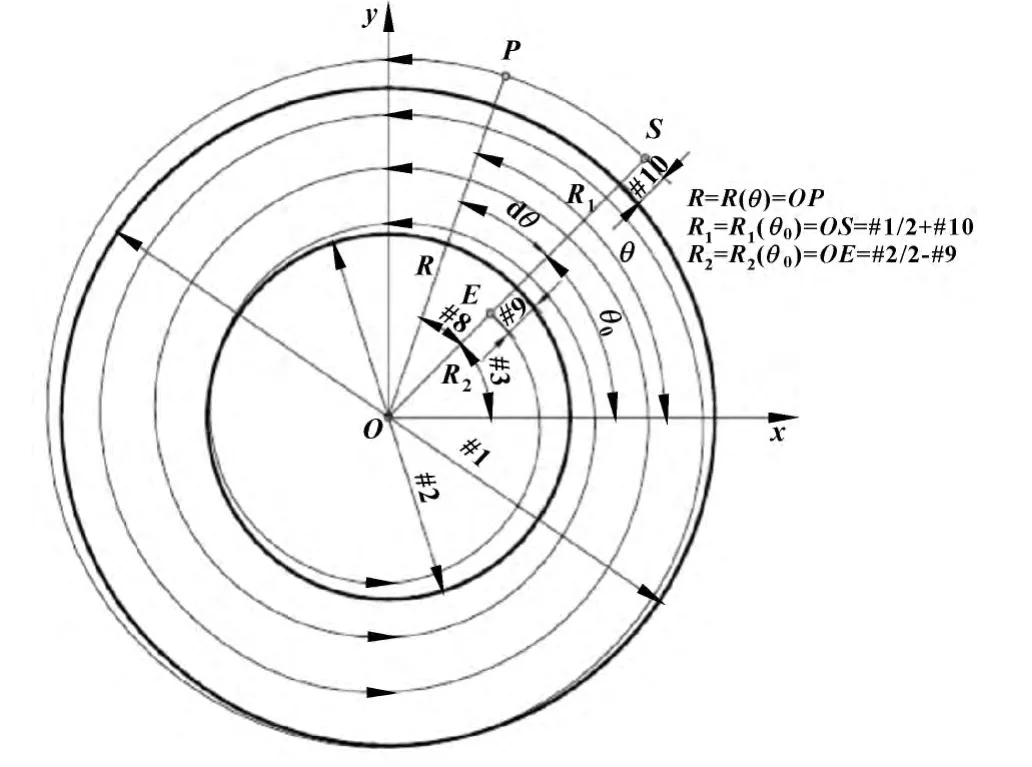
圖1 平面變半徑螺旋插補示意圖
當變半徑螺旋起始點為S,終點為E,點S對應的極角初始值為θ0,極徑為R1,螺旋總圈數為n,點E對應的極角終了值為360×n+θ0,極徑為R2。對于螺旋上的任意一點P,當極角為θ時,極徑R可由下式計算:

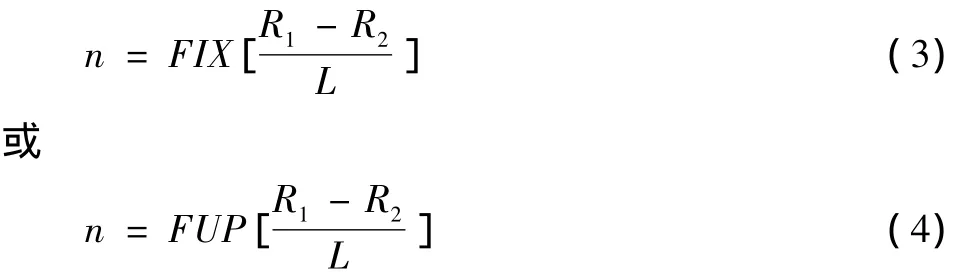
在式 (1)中,螺旋圈數在實際加工中決定了行間距,行間距L可按下式計算:

其中:m為圈數序號,m=1,2,3,…,n。
式 (2)表明,變半徑螺旋插補中,行間距僅僅取決于起始點和終點的極徑以及總圈數n。加工過程中,刀具行間距根據工藝要求確定后,可以通過下式計算出總圈數:
對于FANUC 0i-MA/MB/MC/MD系統而言,由于不具備平面變半徑螺旋插補功能,平面變半徑螺旋插補可采用G16(極坐標編程功能)以G01微小直線段逼近方式實現。
1.2 平面變半徑螺旋插補參數化編程
圓形平面區域和環形平面區域作為典型特征,采用成組技術,根據相似加工需求可將其分為一組,基于特征的CNC參數化編程,可以很好地解決零件族的數控加工編程問題,可大大提高生產率,使程序能面向一族零件而不是一個零件的加工。
采用參數化編程方式編制平面變半徑螺旋插補通用宏程序,合理分配各個變量,含義見表1。
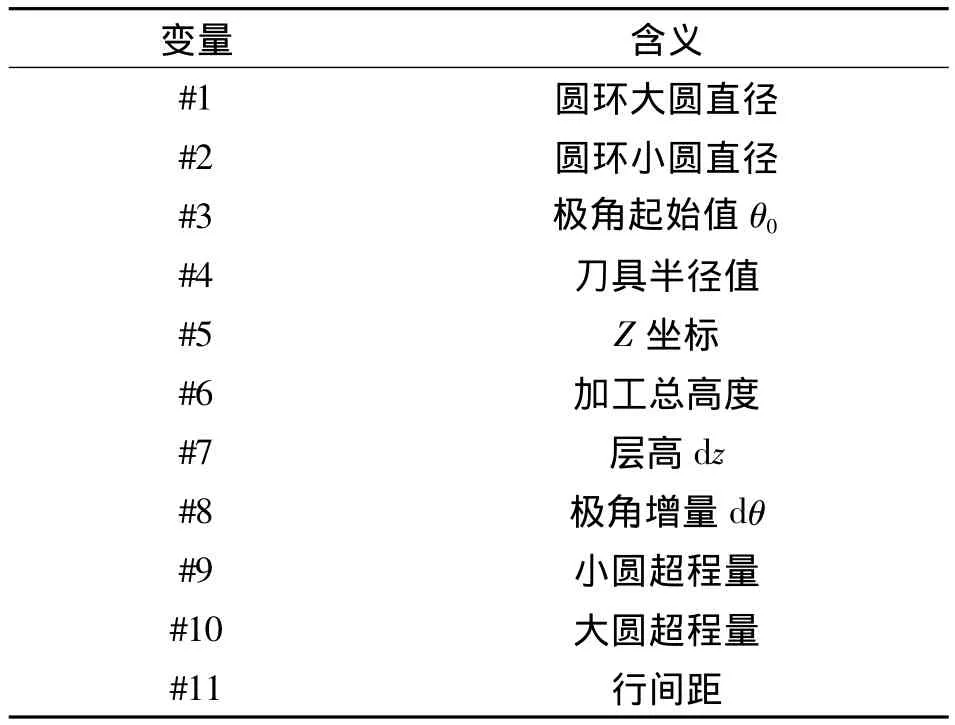
表1 平面變半徑螺旋插補參數化編程各變量含義
#2=0則表示加工對象為圓形平面區域,#2>0則表示加工對象為環形平面區域。
大圓超程量#10可確保刀具逐漸切入工件,小圓超程量#9可確保圓環內圈沒有殘留,也可確保加工圓形平面時在接近原點O處沒有多余刀具軌跡。
平面變半徑螺旋插補算法加工流程圖。
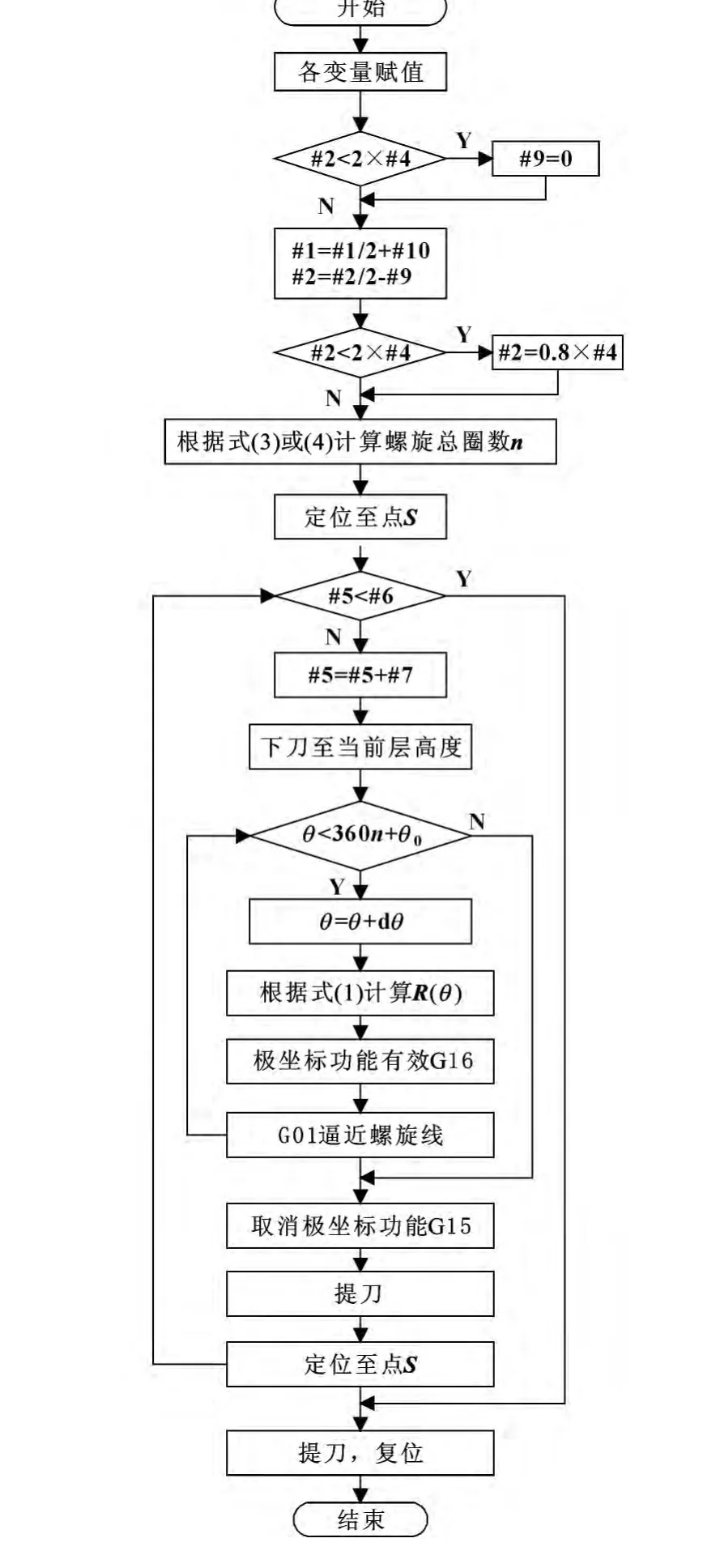
圖2 平面變半徑螺旋插補算法流程圖
2 程序、仿真與試驗
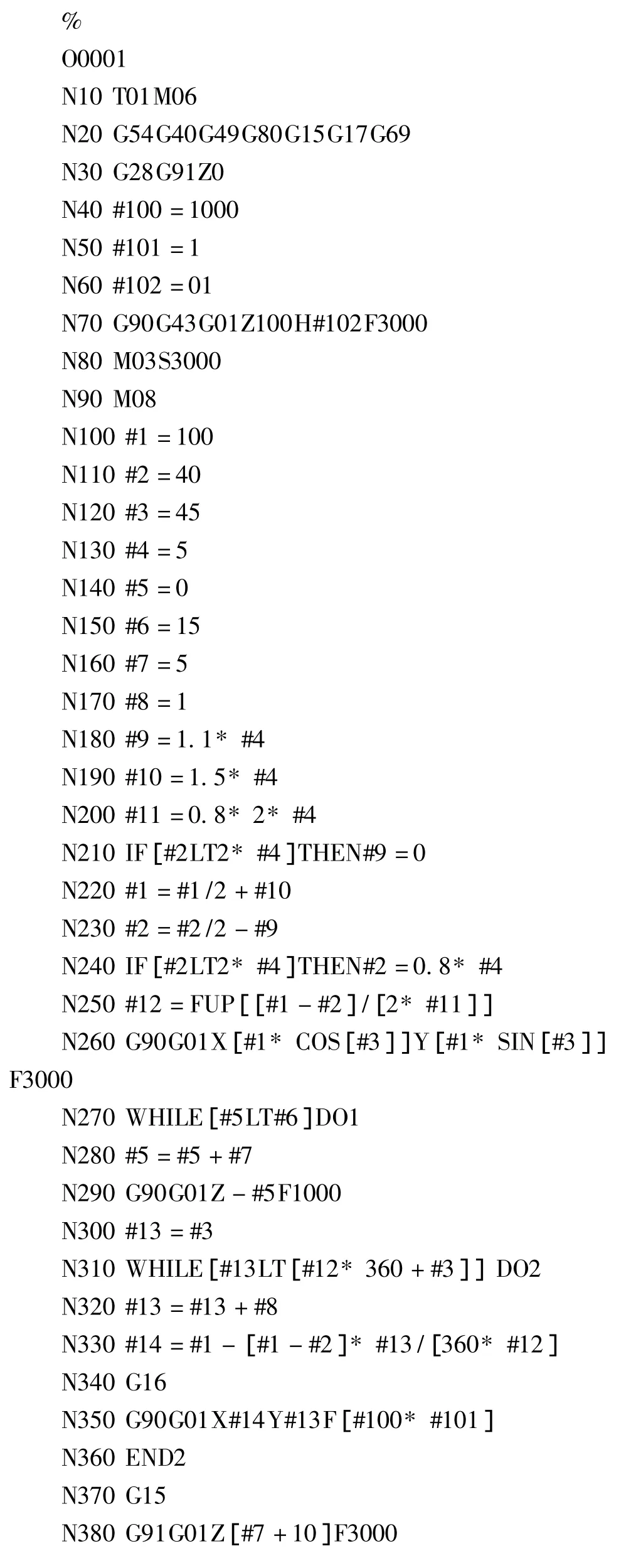
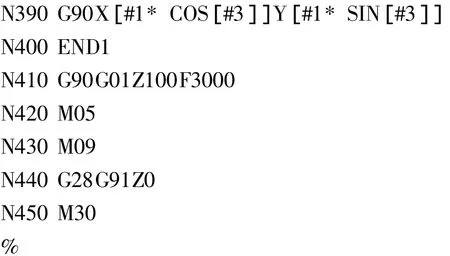
2.1 平面變半徑螺旋插補參數化程序
采用基于特征的參數化編程方式獲得的平面變半徑螺旋插補宏程序如下所示。參數化的編程方式賦予該程序無與倫比的適應性,可以適應圓形/環形平面形狀尺寸#1、#2、#6,工藝尺寸#3、#5、#7、#8、#9、#10、#11以及刀具半徑尺寸#4的變化,參數化編程所具備的的這種適應性,是自動編程和常量式手工編程獲得的程序所不具備的,該程序可以作為加工圓形/環形開放式平面區域特征的通用程序,簡單改造后,可以作為圓形/環形封閉式平面區域特征的加工。也可以加以修改,變為通過G65/G66調用的圓形/環形平面區域加工參數化子程序。
2.2 基于VERICUT軟件的仿真與機床運行試驗
為驗證平面變半徑螺旋插補原理和算法的有效性,采用VERICUT軟件進行模擬仿真,采用圓柱體毛坯,調用第2.1節中的參數化程序,然后在配有FANUC 0i-MC系統3軸數控銑床上運行程序。VERICUT中各參數按照第2.1節取值,為了更直觀顯示加工效果,將#11行間距取值偏大,仿真結果為平面螺紋;如果#11取小,加工結果為平面。機床實際運行取值與第2.1節程序賦值不同。VERICUT模擬結果(圖3)和機床實際運行刀具軌跡 (圖4)都很好地說明了平面變半徑螺旋插補算法正確有效。
從仿真和實際運行可知,合理賦值#9、#10和#11,可以實現平面螺紋的插補,因此,該程序也可視為面向平面螺紋特征加工的參數化程序。
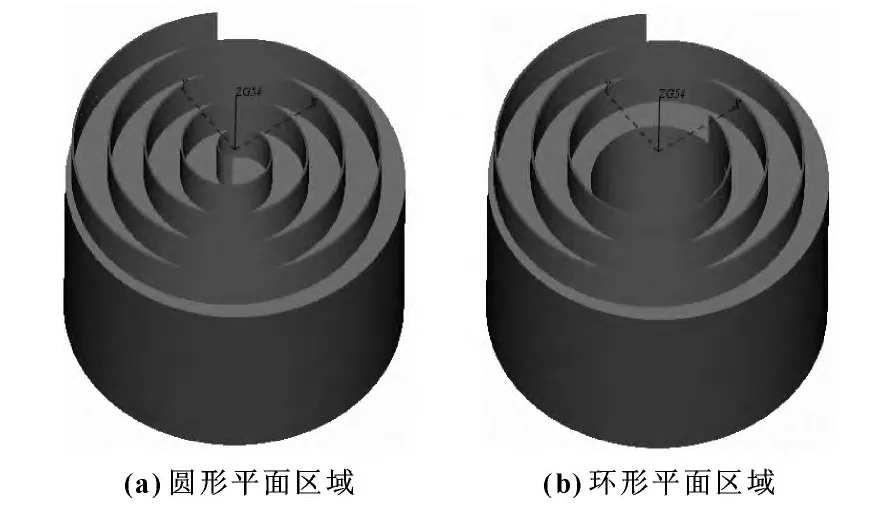
圖3 VERICUT仿真結果
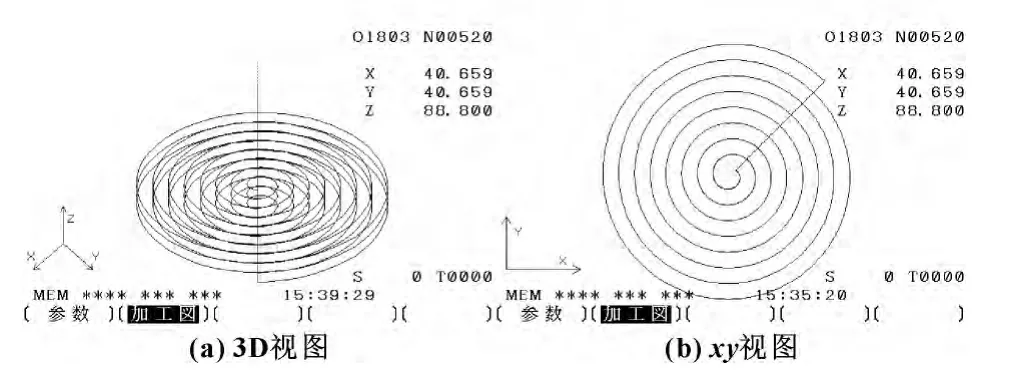
圖4 機床實際運行刀具軌跡
3 結論
提出了平面變半徑螺旋插補原理及算法,并給出了參數化程序。這種面向圓形/環形平面區域特征的參數化程序,通過合理賦值,也可以實現平面螺紋的銑削加工。面向圓形/環形/平面螺紋特征的平面螺旋插補參數化程序,通過改造可以作為一個子程序供主程序調用。仿真和機床試驗證明,該算法正確有效。
[1]童加加,閔華松,陳友東.基于FPGA的NURBS曲線插補設計與實現[J].機床與液壓,2013,41(1):111-113.
[2]范希營,郭永環,何成文,等.數控系統中數字積分插補的研究方向[J].機床與液壓,2012,40(11):146-148.
[3]SHPITALNIM,KOREN Y,LO C C.Realtime Curve Interpolators[J].Computer-Aided Design,1994(11):832-838.
[4]CHENG C W,TSAIM C.Real-time Variable Feed Rate NURBSCurve Interpolator for CNCMachining[J].International Journal of Advanced Manufacturing Technology,2004,23(11/12):865-873.
[5]PARK J,NAM S,YANG M Y.Development of a Real-time Trajectory Generator for NURBS Interpolation Based on the Two-stage Interpolation Method[J].International Journal of Advanced Manufacturing Technology,2005(4):359-365.
[6]杜堯.面向大規模定制生產的智能成組技術研究[D].南京:南京理工大學,2005.
[7]劉丹.大成組技術中的若干關鍵技術研究[D].杭州:浙江大學,2009.
[8] DJASSEMIM.A Parametric Programming Technique for Efficient CNCMachining Operations[J].Computers & Industrial Engineering,1998,35(1/2):33-36.
[9] DJASSEMIM.An Efficient CNC Programming Approach Based on Group Technology[J].Journal of Manufacturing Systems,2000,19(3):213-217.
[10]NIKIEL G.Optimization of Execution Speed of the CNC Parametric Part Programs[J].Advances in Manufacturing Science and Technology,2009,33(2):33-44.
Princip le and App lication of Planar Variable Radius Helical Interpolation
WANG Zhaoqin1,WANG Xiaorong2,CHEN Zhiwen1
(1.School of Railway Technology,Lanzhou Jiaotong University,Lanzhou Gansu 730070,China;2.School of Mechanical Engineering,Lanzhou Jiaotong University,Lanzhou Gansu 730070,China)
By thoroughly analyzing the characteristics of3-axismilling of circular/annular region,planar variable radius helical interpolation(PVRHI)was proposed.Based on group technology,using polar function of CNCmachine,a parametric program oriented circular/annular region features was provided.CNC machining on 3-axis milling machine of circular/annular/planar thread features could be realized by proper assigning for variables.The VERICUT simulation results and the experiment resulton 3-axis CNCmachine show that the PVRHI is highly effect and correct.
Planar variable radius helical interpolation;Group technology;Parametric program
TH164
A
1001-3881(2014)10-019-3
10.3969/j.issn.1001-3881.2014.10.005
2013-04-20
蘭州交通大學青年科學基金項目 (2013028)
王朝琴 (1980—),女,碩士,講師,主要研究方向為機械制造、數控技術。E-mail:675903265@qq.com。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
