銅鋁配套端面的精密磨削加工研究
2014-03-07 09:43:00陳燕
機床與液壓 2014年10期
陳燕
(中航工業貴州紅林機械有限公司,貴州貴陽 550009)
銅鋁配套端面的精密磨削加工研究
陳燕
(中航工業貴州紅林機械有限公司,貴州貴陽 550009)
為解決青銅襯套壓入鋁合金閥座后銅鋁配套端面的高精密磨削加工難題,實現磨削后達到高精度尺寸誤差和形位公差,通過對不同砂輪類型和不同磨削參數、不同磨削刃角度進行對比試驗,得出了適用的磨削砂輪、磨削參數和磨削刃角度,實現產品合格率達到95%以上。
銅鋁配套端面;精密磨削加工;對比試驗
T TAWAKOLI等通過磨削參數和工件硬度對MQL冷卻磨削加工性能的影響試驗發現:MQL冷卻磨削加工能夠提高砂輪磨削能力,延長砂輪壽命,改善磨削表面質量[1-2]。H Z CHOI等認為冷風磨削能夠達到傳統磨削液冷卻的小切深磨削效果[3]。S OHMORI等分析了低溫冷風對磨削溫度的影響[4]。BAHETI等采用氧化鋁砂輪切入式平面磨削碳鋼[5]。C JAN等研制了泵式內冷卻砂輪,并進行了不同冷卻液流速的磨削試驗研究[6]。S SHAJI等認為如果減小砂輪和工件之間的摩擦因數,在磨削加工區提供足夠的潤滑,就能減少甚至避免磨削燒傷[7]。
在某單位承制的外貿航空轉包產品中,首現青銅襯套壓入鋁合金閥座組件,要求在銅鋁配套端面進行高精密磨削加工,并要求磨削后達到高精度尺寸誤差和形位公差。由于銅、鋁都是塑性、韌性以及切削性能較好的有色金屬,首先考慮采用車加工,直接保證如圖1所示的尺寸公差、形位公差和表面粗糙度的要求,車加工后用平臺、千分表可測出銅套與鋁座交接處,銅套高出鋁座面0.005~0.01 mm。
在車加無法保情況下,考慮采用磨削加工,使用單位庫存磨削鋼件80#國產中剛玉砂輪進行磨削試驗。加工完成后,發現同樣存在類似于車加工出現的問題,接痕處有凸臺,尺寸公差和形位公差難保證,以及砂輪極易堵塞,每磨削一件零件即要修磨一次砂輪,且磨削光度較差。
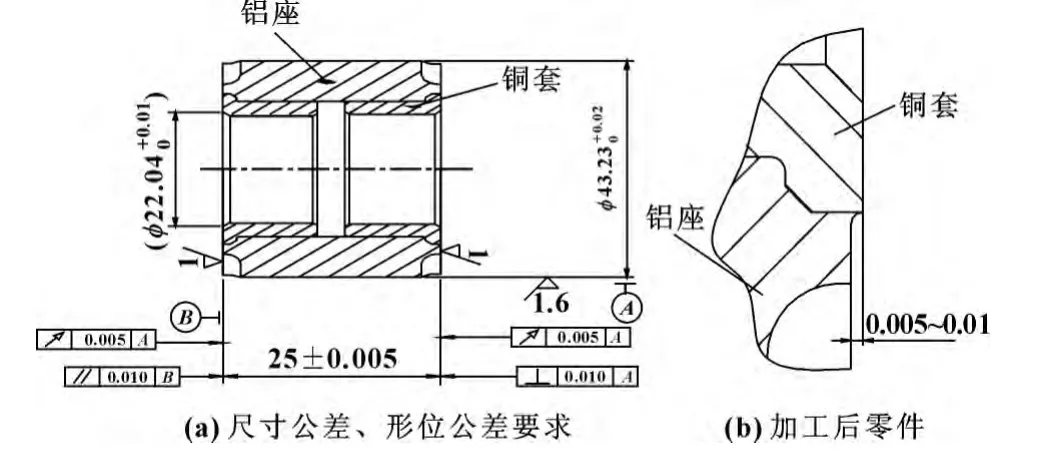
圖1 尺寸公差、形位公差要求和加工后零件
為實現此類型產品的精密磨削加工,克服鋁和銅磨削性能的差異,消除銅鋁交接處凸臺,避免磨削加工中切屑堵塞砂輪以及磨削熱產生的應力變形現象,進行了新的試驗,并取得了良好的試驗效果,實現了大批量生產。
1 試驗準備
1.1 組件結構特點
(1)隔圈組件由鋁閥座和青銅襯套裝配而成,閥座材料為鋁2024,襯套青銅 (材料標準為AMS4625),均為有色金屬,但這兩種有色金屬磨削性能有差異。
(2)工藝要求通過精磨削加工達到尺寸和形位公差保證在0.005 mm以內配合而成的端面,屬精密加工范疇。
1.2 砂輪選擇
1.2.1 砂輪磨料的選擇
被加工產品材料是鋁合金和青銅配套而成,材料本身塑性和韌性好,但塑性較大的有色金屬破壞砂輪的自銳作用,切屑易堵塞砂輪使砂輪的切削能力喪失,如果砂輪沒有自銳性,就會導致工件燒傷,所以要求砂輪有良好的自銳性。
1.2.2 砂輪粒度的選擇
被加工產品的加工精度在0.005 mm以內,屬精密磨削范疇;工件表面精度及粗糙度要求較高,如果使用粗度砂輪磨削時效率高,但工件表面粗糙度差;用細粒度砂輪磨削時,工件表面粗糙度較好,但效率低且切削易堵塞砂輪造成工件燒傷變形。
1.2.3 砂輪硬度的選擇
通常被磨削的材料愈硬,所選用的砂輪就應愈軟;被磨削的材料愈軟,所選用的砂輪就應愈硬。但實踐證明,磨削有色金屬時砂輪硬度的選擇原則恰恰相反,即應選用軟的或次軟的砂輪,不宜選用硬的砂輪。因為鋁合金和青銅雖然切削抗力很小很容易切削,磨粒也不容易磨鈍,但切屑很容易粘附在砂輪表面上,當磨粒脫落時粘附在砂輪表面的切屑也就一起脫落了所以砂輪表面不致被切削堵死。如果選用硬的砂輪,當砂輪粘附著切屑時,由于磨粒不易脫落了,所以砂輪就易被堵死。
為滿足以上分析的砂輪指標要求,最終選擇瑞士生產的溫特圖爾精密磨削白剛玉人造氣孔砂輪,牌號為53A60F15VPH。其中,53A表示白剛玉 (磨料);60表示磨粒粒度 (中等粒度);F表示硬度 (偏軟);15表示砂輪 (組織結構);V表示陶瓷結合劑;P表示人造氣孔;H表示高氣孔率。
1.3 組件加工工藝路線的確定
由于車加工工序無法直接保證最終組件要求加工精度,故粗加工車工序應預留磨削余量單邊0.05 mm。同時,又由于精磨工序是以孔為基準穿芯棒同時磨外圓及端面,故磨削前應先珩內孔保證內孔尺寸公差以及內孔對外圓的跳動和對端面的垂直度,組件工藝路線安排如下 (圖2)。
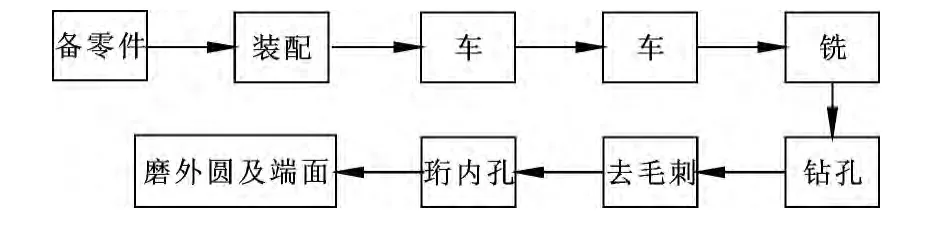
圖2 組件工藝路線流程圖
2 試驗結果
2.1 砂輪類別對磨削精度的影響
國產磨鋼件用中剛玉砂輪氣孔致密、切屑易堵塞,磨削完鋁座后磨粒鋒利度減弱,導致對銅套的切削不夠鋒利而形成凸臺。進口白剛玉砂輪具有人造氣孔疏松組織結構,反復多次磨削壓力使微小的晶粒從磨粒上脫落,不斷暴露出新的鋒利的磨削刃,從而避免了傳統剛玉砂輪磨削過程中出現的磨粒鈍化現象,能夠提供排屑間隙,提高磨削量,更重要是疏松的組織結構能夠提高砂輪磨削過程中的自銳性,避免了銅鋁交接處產生接痕的現象。經反復試驗,與中剛玉砂輪相比,參數對照見表2。
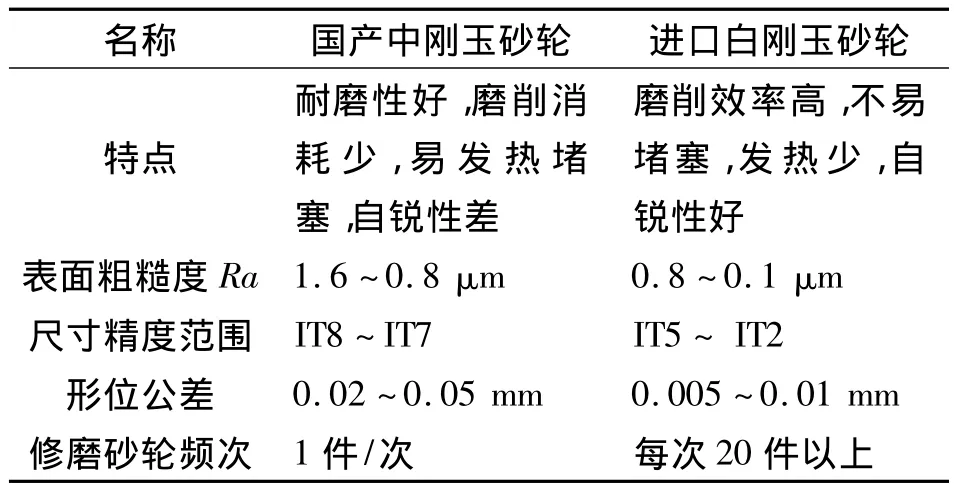
表1 不同砂輪參數對照表
2.2 砂輪修磨不同磨削刃試驗
在零件加工前,將砂輪修磨呈一定錐度保證避免砂輪與被加工表面為線接觸模式,保證零件與砂輪間存在一定間隙,便于排屑和散熱。通過國產中剛玉砂輪和進口白剛玉砂輪修磨不同磨削刃角度對比試驗后,得到如下的適用參數。
國產中剛玉砂輪的修磨砂輪寬度L為被磨削部位單邊寬度2倍以上,按每20mm寬度向砂輪中心位置低0.5 mm修磨錐度α,tanα=0.5/20=0.025,故修磨錐度α=1.43°;而進口白剛玉L值只需比被磨削部位單邊寬度多2 mm,按每5 mm寬度向砂輪中心位置低0.05 mm修磨錐度α,tanα=0.05/5=0.01,故修磨錐度α=0.57°。由此可見,進口白剛玉砂輪的修整量明顯低于國產中剛玉砂輪,提高了砂輪使用壽命和減小了修正次數。
2.3 砂輪轉速對比試驗
砂輪速度vs=πdn/(1 000×60),其中:vs為砂輪速度 (m/s);d為砂輪直徑 (mm);n為砂輪轉速(r/min)。該零件砂輪規格為400 mm×127 mm×40 mm,由于考慮砂輪磨削損耗,設定砂輪的直徑為350 mm,手動調節砂輪轉速為2 000、2 400、2 800 r/min進行試驗,故得 vs=36.6、43.96、51.286 m/s。
隨著砂輪速度增大,單位時間內的工作磨粒數將增多,單個磨粒的切削厚度變小,擠壓和摩擦作用加劇,滑擦顯著增多。此外還會使磨粒在工件表面的滑擦次數增多,將促使磨削溫度的升高。故試驗后發現砂輪轉速vs在36.6~43.96 m/s內磨削產品質量較穩定。
2.4 工件速度對比試驗
工件速度vg=πdn/(1 000),其中:vg為工件速度(m/s);d為工件直徑(mm);n為工件轉速(r/s)。工件外圓直徑為43.23 mm,手動調節工件轉速為150、200、250 r/s,故得 vg=20.36、27.15、33.94 m/s。
工件速度增大使熱源移動速度增大,工件表面溫度可能有所降低,但不明顯。這是由于工件速度增大后,增大了金屬切除量,從而增加了發熱量。
2.5 磨削參數對比試驗
由于車加工零件總長為25.1 mm,磨削后零件總長為25 mm,因而磨削余量為0.1 mm,即單邊磨削余量為0.05 mm。對于精密磨削過程中可分為粗磨、半精磨、精磨3個工步,涉及的磨削用量徑向進給量、軸向進給速度、磨削方式等參數見表2。
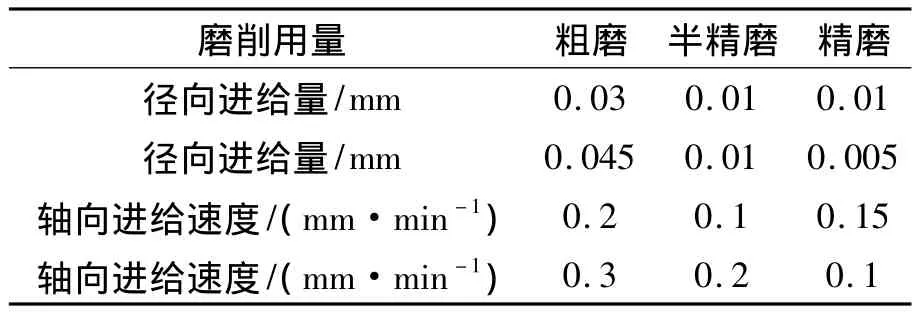
表2 磨削參數表
徑向進給量的增大,將導致磨削過程中磨削變形力和摩擦力的增大和磨削溫度的升高。為了更好地降低磨削溫度,應該在提高工件速度的同時,適當地降低徑向進給量,使單位時間內的金屬切除量保持為常值或略有增加。試驗對比后發現,第2組與4組參數組合,磨削產品質量合格率最高。
3 結論
銅鋁配套端面的磨削加工,在于選用合適的砂輪,砂輪具有良好的自銳性,關鍵問題是砂輪表面不被切屑堵塞。在磨削前將砂輪修磨到合適的磨削刃角度,利于磨削過程中零件的排屑和散熱,防止零件由于磨削熱產生的燒傷和變形,從而保證零件表面質量和磨削精度。主要掌握好磨削參數的設置,粗磨時大的徑向進給量和較快的軸向進給速度,精磨時小的徑向進給量和稍慢的軸向進給速度,利于提高磨削效率和零件表面光度。
同時,合理使用磨削液也是至關重要的,冷卻液的充分提供可降低磨削溫度并減少磨削力,減少工件的熱變形,降低已加工表面的粗糙度值,改善磨削表面質量,提高磨削效率和砂輪壽命。
通過對產品進行反復對比性試驗,得出了適用的磨削參數和修磨磨削刃角度。按現行的加工方法,加工出來的零件95%以上滿足產品技術要求,既保證了產品質量又大大提高了生產效率。同時,明確了磨削參數,固化相關幾何參數,掌握了精密磨削中需要關注的重要影響因子,為今后此類型產品的精密磨削加工的順利進行奠定了基礎。同時,也可以進行其他材料零件的精密磨削加工。
[1]TAWAKOLIT,HADAD M J,SADEGHIM H.Influence of Oil Mist Parameters on Minimum Quantity Lubrication QL Grinding Process[J].International Journal of Machine Tools and Manufacture,2010,50(6):521-531.
[2]SANCHEZ J A,POMBO I,ALBERDIR,et al.Machining Evaluation of a Hybrid MQL-CO2 Grinding Technology[J].Journal of Cleaner Production,2010,18(18):1840-1849.
[3]CHOIH Z,LEE SW,JEONG H D.The Cooling Effects of Compressed Cold Air in Cylindrical Grinding with Alumina and CBNWheels[J].Journal ofMaterials Processing Technology,2002,127(2):155-158.
[4]OHMORIS,TATENO M,KOKUBO K.Effects of the Supplied Cold-air Condition on Grinding Temperature in Coldair Jet Grinding[J].Key Engineering Materials,2003(238/239):195-198.
[5]NGUYEN T,ZHANG L C.An Assessment of the Applicability of Cold Air and Oil Mist in Surface Grinding[J].Journal of Materials Processing Technology,2003,140(1/2/3):224-230.
[6]JAN C,BENJAMIN K,PETER H,etal.Hydraulic design of a Grinding Wheel with an Internal Cooling Lubricant Supply[J].Production Engineering,2011,5(2):119-126.
[7]SHAJIS,RADHAKRISHNAN V.Application of solid lubricants in grinding:investigations on graphite sandwiched grinding wheels[J].Machining Science and Technology,2003,7(1):137-155.
[8]李亞明.關于冷拔絲生產工藝的改進與應用[J].中國高薪技術企業,2010(25):19-20.
[9]袁哲俊,王先逵.精密和超精密加工技術[J].北京:機械工業出版社,1999.
[10]袁巨龍,張飛虎,戴一帆,等.超精密加工領域科學技術發展研究[J].機械工程學報,2010,46(15):161-177.
Precision Grinding Machining of Cu-Al Assembly End-face
CHEN Yan
(AVIC Guizhou Honglin Machinery Co.,Ltd.,Guiyang Guizhou 550009,China)
In order to solve the difficult problem in high precision grinding machining of assembly end-face of aluminum alloy with bronze after the bronze bushingswas pressed into aluminum alloy valve seat,to realize high precision dimension errors and shape and position tolerance,through the contrast testing of different types of grinding wheel,different grinding parameters and different grinding tool edge angles,suitable parameterswere obtained.The products qualification rate has achieved more than 95%.
Cu-Al assembly end-face;Precision grindingmachining;Contrast test
TH162+.0
B
1001-3881(2014)10-039-3
10.3969/j.issn.1001-3881.2014.10.011
2013-04-27
貴州省科技廳聯合基金資助項目 (黔科合J字LKM[2012]14號)
陳燕 (1981—),女 (侗),碩士,主要研究方向為精密機械加工。E-mail:714030518@qq.com。
