膜式燃氣表閥蓋密封性檢測研究
2014-03-09 03:31:42沈小燕崔廷林杰孫杰李東升
機床與液壓 2014年10期
關鍵詞:測量
沈小燕,崔廷,林杰,孫杰,李東升
(中國計量學院計量測試工程學院,浙江杭州 310018)
膜式燃氣表閥蓋密封性檢測研究
沈小燕,崔廷,林杰,孫杰,李東升
(中國計量學院計量測試工程學院,浙江杭州 310018)
膜式燃氣表是一種應用廣泛的燃氣計量儀表,燃氣表中閥蓋與閥座是構成其計量誤差的主要因素,而表面粗糙度大小決定著氣閥密封性能的好壞。分析了非接觸方法測量表面粗糙度方案,發現光譜共焦法更適合閥蓋的表面粗糙度測量;利用光譜共焦法對二維氣浮平臺上的閥蓋進行表面粗糙度測量,測量結果與采用東京精密公司生產的觸針式粗糙度儀測量值相比,存在較小誤差。研究結果表明了光譜共焦法測量燃氣表閥蓋表面粗糙度的可行性,為定量檢測閥蓋工作面密封性提供了有效手段。
膜式燃氣表;閥蓋;密封性;表面粗糙度;光譜共焦法
天然氣、煤氣和液化石油氣已廣泛應用于社會各領域,作為專門用來測量燃氣體積流量的膜式燃氣表,具有結構緊湊、計量準確和安全可靠等優點。閥蓋和閥座是膜式燃氣表的核心部件,工作過程中緊密配合,起著流量密封和機械運轉作用,是構成膜式燃氣表計量誤差的主要因素。為使膜式燃氣表計量準確、減少輸差,保證貿易結算的公平性,閥蓋與閥座之間的密封配合至關重要[1]。
目前,檢測閥蓋與閥座密封性的有效手段不足,工業在線檢查方法大多是觀察法和壓力法[2-4]。觀察法常用刀口尺卡在被測工件工作面上,在通光情況下觀察刀刃與工作面相接部分的透光情況來分析燃氣表閥密封性好壞。該方法簡單實用,但主要依靠操作人員的經驗,缺乏科學性,存在較大的人為誤差,并且會污染被測氣閥工作面。壓力法是一種密封性定量檢測方法,將高壓氣體壓入構建的氣閥密閉腔,用壓力傳感器感受其內部壓力變化,如果被測氣閥密封性較差,氣體的泄漏量會較多,檢測到的前后壓力變化值也相應較大。壓力法結構復雜,精度不高,效率較低。為了更準確、更高效地、更科學地判斷工件密封性好壞,需采用現代新的檢測方法。
通過研究發現,氣閥工作面的密封性與表面粗糙度有重要關系[5]。氣閥工作面越粗糙,密封性越不好;氣閥工作面越光滑,密封性越好。通過測量氣閥工作面的表面粗糙度大小,可判斷其密封性合格與否。根據測頭是否與被測表面接觸,表面粗糙度測量方法可分為接觸式和非接觸式。接觸式測量多采用金屬探針,易磨損或劃傷被測工件表面,測量速度受到一定限制,且存在接觸誤差。非接觸式測量多采用光學探針,無表面磨損和接觸誤差,測量速度不受限制,常用的方法有光切法、散射法、光譜共焦法、干涉法等[6]。膜式燃氣表氣閥材質是塑料,接觸式測量時易受污染,文中采用非接觸方法對燃氣表閥蓋工作面進行表面粗糙度測量論證,并使用光譜共焦位移傳感器掃描高精度二維氣浮平臺上的閥蓋,分析閥蓋工作面表面粗糙度大小與其密封性合格與否的關系,為定量判斷燃氣表閥蓋工作面密封性合格與否提供了科學依據,對工業零件密封性檢測有一定的指導作用。
1 膜式燃氣表工作原理
膜式燃氣表是利用氣體在流動過程中進出口處的壓力差作為動力,由閥蓋、閥座的相對位置來控制氣體流向的分配。膜式燃氣表內部結構如圖1所示。燃氣表膜盒由兩個氣體測量室組成,每個氣體測量室由一張柔軟的膜片將其分為兩個體積相同的小計量室。當分配的氣體依次進入4個小計量室時,推動膜片自由地擺動,膜片組件的運動通過搖桿帶動連桿機構3使閥蓋1在閥座2上做旋轉運動,從而控制各計量室依次充氣和排氣,使燃氣表連續循環工作。同時,連桿機構3的偏心轉動通過齒輪驅動機械式單向計數器計數,并通過顯示器顯示燃氣表排出的體積量。
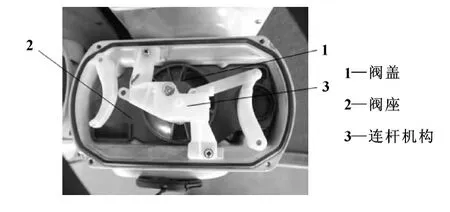
圖1 膜式燃氣表結構示意圖
閥蓋與閥座是膜式燃氣表的關鍵部件,為使燃氣表工作時計量準確,需保證閥蓋與閥座工作面旋轉配合時不泄漏氣體。待檢的閥蓋與閥座工作面如圖2所示。
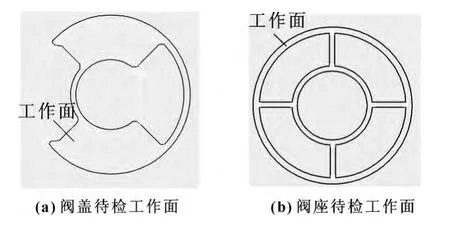
圖2 膜式燃氣表結構示意圖
燃氣表閥工作面密封性檢測主要針對閥蓋,閥蓋工作面密封性較差時會直接導致燃氣表計量不準確。燃氣表閥工作面的表面粗糙度與其密封性相關性較大,通過測量氣閥工作面的表面粗糙度大小可判斷其密封性合格與否。
2 測量方案
表面粗糙度指加工表面具有的微小間距與微小峰谷不平度,是反映機械零件表面微觀幾何形狀的重要指標,與零件的密封性、配合性、穩定性等有重要關系[7]。表面粗糙度測量主要分為接觸式和非接觸式,接觸式測量存在固有的、不可消除的缺點,因此,測量閥蓋表面粗糙度采用非接觸式方案進行論證。
2.1 光切法
光切法是將一束平行光以一定角度投射于被測表面上,光帶與表面輪廓相交的截面曲線能反映被測表面的微觀幾何形狀[8]。光切法測量原理圖如圖3所示。光源1通過聚光鏡2、窄縫3和透鏡4后,以45°角的方向投射至被測閥蓋表面5上,形成一狹細光帶,光帶邊緣的形狀即為光束與閥蓋表面相交的曲線,此輪廓曲線反射后經透鏡6成像于分劃板7上。人眼通過透鏡8可觀測到分劃板上表面粗糙度曲線。
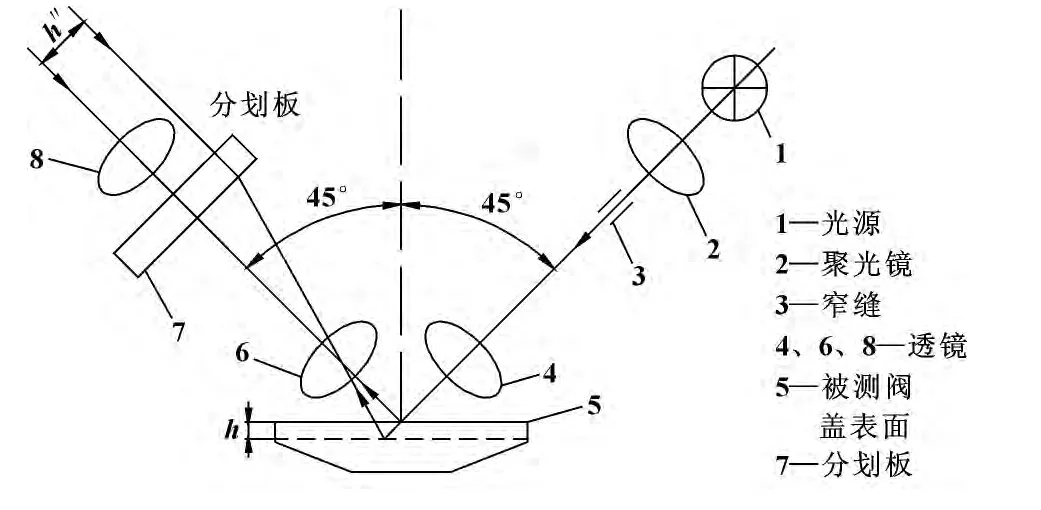
圖3 光切法測量原理圖
當被測閥蓋表面發生h的位移變化時,投射方向位移變化為h',分劃板上的成像間距為h″,由于投射角度為45°,h與h'的關系為

當觀察用的顯微鏡的倍率為β時,可得h″與h'的關系為

根據公式 (1)和 (2),可求得被測表面的高度變化h為

常用的表面粗糙度參數為輪廓算術平均偏差Ra,光切法可測Ra的范圍為0.16~16μm,不能有效分辨表面光滑的工件。閥蓋由純黑色塑料注塑而成,反光率不足20%,進入視野的光強較弱,易造成被測閥蓋表面輪廓的失真,從而不能準確地判斷閥蓋工作面密封性合格與否。另外,閥蓋工作面表面粗糙度較小,需選擇分辨率較高的物鏡,使工作距離不足1 mm,不易進行操作。綜合考慮,光切法不適合閥蓋表面粗糙度的測量。
2.2 散射法
光學散射法是利用散射光的光強分布規律來進行表面粗糙度測量的[9]。散射法測量原理圖如4所示。當光強為Iin的一束光以θ1角度入射至被測表面上時,入射光將被散射,其中一部分遵循幾何光學原理,發生鏡面反射,光強為Is;另一部分光發生漫反射,被散射到θi角度的任意空間方向上,光強為Id。發生反射的光強分布與被測表面輪廓特征和粗糙度大小有關,對于表面粗糙度值較小的表面,鏡面反射的光強大于漫反射的光強;對于表面粗糙度值較大的表面,鏡面反射的光強小于漫反射的光強。
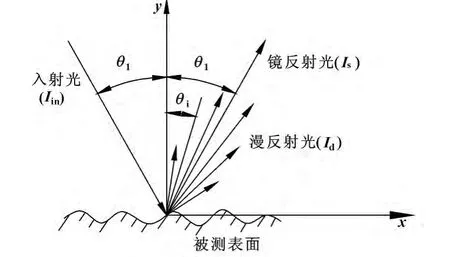
圖4 散射法測量原理圖
若忽略被測材料的光吸收率,并假定表面微觀不平度呈高斯分布,則入射光強Iin等于鏡面反射光強Is與漫反射光強Id之和

式中:λ為光波波長,Rq為輪廓均方根偏差。
當Iin一定時,若可測得Is或Id,便可得到工件表面粗糙度的Rq值。散射法結構簡單,測量速度快,缺點是不能定量地評價表面粗糙度值,僅能評定被測表面的平均特性,只能進行比較測量。
2.3 光譜共焦法
光譜共焦法是利用光譜色散原理,在空間形成一系列焦點來實現位移測量的。基于光譜共焦法設計的傳感器精度可達納米級,廣泛應用在光刻機裝調及工作臺上樣品定位等超精密場合[10]。光譜共焦傳感器的測量原理如圖5所示。復色光源1(如白光)經透鏡2作用后形成平行光,接著通過分劃板3,又經能產生色散的成像透鏡4后,如果剛好黃綠光匯聚于被測物體表面5上,反射光再次經成像透鏡4和分劃板3后,經透鏡6匯聚的黃綠光通過小孔7被光譜儀8(或單色儀)接受。
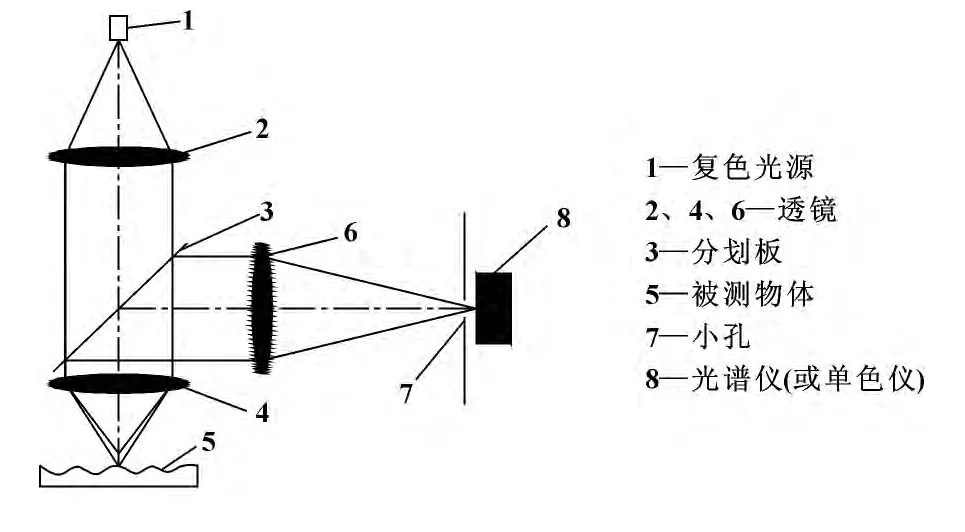
圖5 光譜共焦位移傳感器測量原理圖
光譜儀接收到的是單色光波長,離焦反射的其他光譜成分則被小孔遮擋。從而可以確定單色光的波長,每一個波長都對應一個位移值,根據波長變化情況即可推算出被測表面的輪廓變化特征。當黃綠光匯聚于被測表面上,光譜儀得到的光譜分布如圖6所示,光譜的峰值在555 nm處。如果被測表面有一個微小的位移變化,那么光譜儀可得到另一個光譜曲線,同時得到另一個光譜峰值。這兩個峰值之差代表著被測表面的位移變化。
基于光譜共焦法設計的傳感器探頭是無摩擦結構,可有效地避免溫度變化或機械變形對測量帶來的影響。憑借獨特的測量原理,光譜共焦位移傳感器可實現納米級的位移測量。由于被測閥蓋表面粗糙度較小,故文中采用光譜共焦位移傳感器對待檢閥蓋進行測量。
3 測量實驗與結果
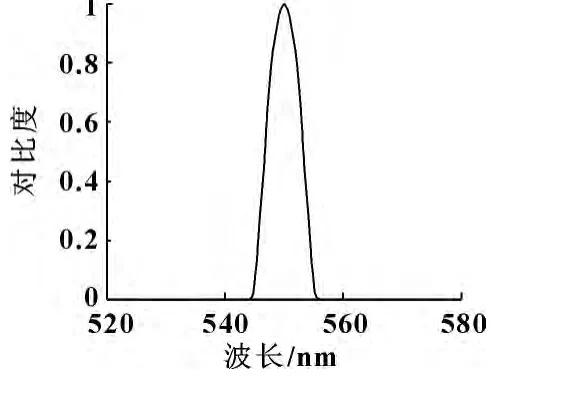
圖6 光譜共焦位移傳感器測量原理圖
測量實驗分三部分內容進行:首先,使用標準的觸針式表面粗糙度儀對閥蓋進行表面粗糙度測量,分析合格與不合格閥蓋表面粗糙度特征;其次,使用光譜共焦位移傳感器,搭建簡易的測量裝置,對同一個閥蓋進行表面粗糙度測量,并對測量數據進行表面粗糙度處理;最后,對兩次測量結果進行對比,論證光譜共焦法測量閥蓋工作面密封性的可行性。表面粗糙度參數采用輪廓算術平均Ra進行評定[11]。
采用東京精密公司生產的型號為SURFCOM 1910DX3的觸針式輪廓儀對工件進行表面粗糙度測量。選擇一組已被傳統檢測法確定的合格與不合格閥蓋,將其固定在測量平臺上,設評價長度為4 mm,觸針式表面粗糙度測量如圖7所示。

圖7 觸針式表面粗糙度測量
選擇合格閥蓋工作面上5段直線進行表面粗糙度測量,經平均后得Ra的值為1.23μm;同樣選擇不合格閥蓋工作面上5段直線進行表面粗糙度測量,經平均后得Ra的值為2.94μm。因此,根據閥蓋工作面的表面粗糙度大小,可判斷其密封性合格與否。
選用德國米銥公司生產的optoNCDT系列型號為IFS2401-0.12的光譜共焦位移傳感器,分辨率5 nm,線性量程120μm,絕對誤差0.12μm,采樣頻率100~2 000 Hz可調,24VDC供電。將已被觸針式輪廓儀檢測過的合格與不合格閥蓋放置于AEROTECH二維氣浮平臺上,該平臺定位精度為0.3μm,搭建的測量裝置如圖8所示。
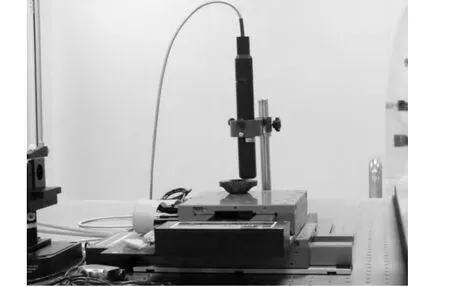
圖8 光譜共焦法測量裝置
為防止閥蓋在測量的過程中搖擺晃動,檢測速度不能過快。實驗中,設置二維氣浮平臺的速度為0.3 mm/s,用自行搭建的測量裝置對閥蓋工作面進行表面粗糙度測量,并采用高斯低通濾波器對原始輪廓數據進行處理,得到閥蓋的表面粗糙度曲線如圖9所示。
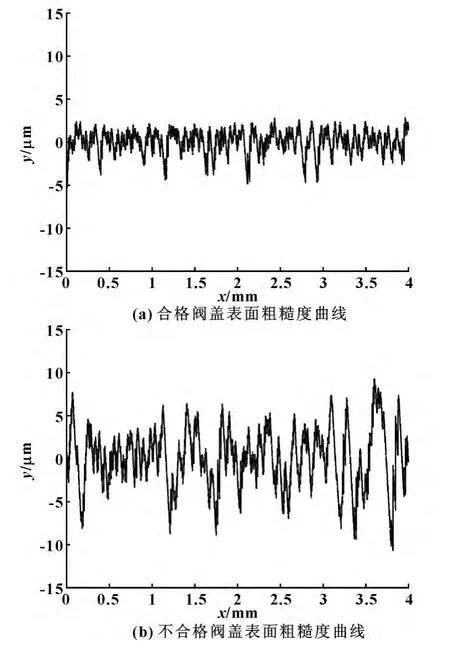
圖9 閥蓋表面粗糙度測量結果
從圖9可以看出:不合格閥蓋比合格閥蓋表面輪廓凹凸程度更大。設取樣長度0.8 mm,評價長度4 mm,對閥蓋工作面的表面粗糙度Ra進行評定,結果如表1所示。
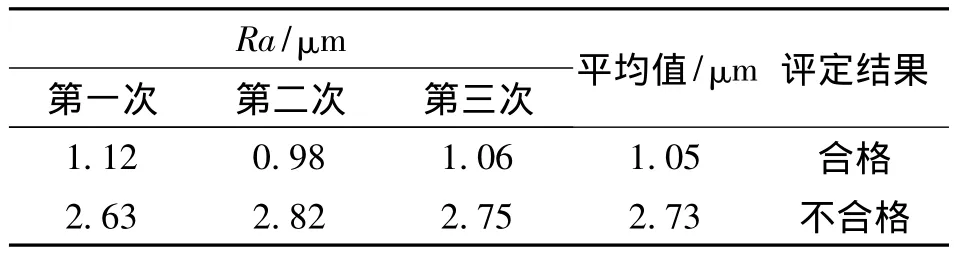
表1 閥蓋表面粗糙度
根據表1所測結果,與標準觸針式表面粗糙度儀所測值相比,合格閥蓋的表面粗糙度Ra差值為

光譜共焦法所測結果與觸針式輪廓儀所測值相比有一定誤差,主要有兩方面原因:自行搭建的測量裝置穩定性差,氣浮平臺運動時存在微小的振動;兩次測量雖然針對同一個閥蓋,但不能完全保證測量的是閥蓋的同一區域表面。
4 結論
提出了通過測量閥蓋工作面的表面粗糙度對其密封性合格與否進行判斷的方法,討論了非接觸方法測量閥蓋表面粗糙度方案,論證了光譜共焦法檢測閥蓋密封性的可行性。利用光譜共焦位移傳感器測量閥蓋表面粗糙度結果與觸針式輪廓儀所測值相比,存在一定的誤差,但不影響對閥蓋密封性合格與否的判斷。通過光譜共焦法測量氣閥工作面表面粗糙度大小,為檢測膜式燃氣表閥密封性合格與否提供了一種科學有效的手段。
[1]陳海林.在膜式燃氣表中使用溫壓修正技術以減少輸差和促進燃氣公平貿易的探討[J].燃氣技術,2012(2):17-19.
[2]遲勇.膜式燃氣表滑閥蓋平面度智能檢測系統[J].自動化博覽,2008(9):80 -81.
[3]金仲軍,毛謙敏.膜式燃氣表氣密性檢測儀的研制[J].中國計量學院院報,2011,22(1):15 -19.
[4]周紅軍.氣缸密封性的恒壓檢測方法[J].機床與液壓,2007,35(5):192 -193.
[5]蔡艷,汪哲能.表面粗糙度參數對密封性能的影響分析[J].機械工業標準化與質量,2009(6):40 -42.
[6]王文卓,李大勇,陳捷.表面粗糙度非接觸式測量技術研究概況[J].機械工程師,2004(11):6-8.
[7]劉斌,馮其波,匡萃方.表面粗糙度測量方法綜述[J].光學儀器,2004,26(5):54 -55.
[8]蔣劍峰,何永輝,趙萬生.利用CCD進行光切法測量的研究[J].計量技術,1997(8):7 -9.
[9]于昊.散射法表面粗糙度測量的數學模型分析[J].長春理工大學學報,2006,29(1):109 -110.
[10]朱萬彬,鐘俊,莫仁蕓,等.光譜共焦位移傳感器物鏡設計[J].光電工程,2010,37(8):62 -63.
[11]譚海艷,趙小軍.基于激光三角法的零件表面粗糙度在線測量[J].機床與液壓,2010,38(6):67-68.
Research on the Tightness Testing on Valve Bonnetof Diaphragm Gas Meter
SHEN Xiaoyan,CUITing,LIN Jie,SUN Jie,LIDongsheng
(College of Metrology& Measurement Engineering,China Jiliang University,Hangzhou Zhejiang 310018,China)
Diaphragm gasmeter is an instrumentwhich iswidely used formeasuring gas volume.Valve bonnet and valve seatare themain factors of itsmetering error.Whereas surface roughness determines the performance of valve gas tightness.Non-contactmethods of surface roughnessmeasurementwere studied.Itwas found that spectral confocalmethod wasmore suitable tomeasure the surface roughness of valve bonnet.Then,the surface roughness of valve bonnetwhich was on a two-dimensionalair floating stagewasmeasured by spectral confocalmethod.Comparing the measure results with the data gotten by stylus profilometer produced by ACCRETECH,there is little error between them.The results demonstrate the feasibility of spectral confocalmethod tomeasure the surface roughness of valve bonnet,which provides an effective way to detect the gas tightness of valve bonnetworking face.
Diaphragm gasmeter;Valve bonnet;Gas tightness;Surface roughness;Spectral confocalmethod
TG84
A
1001-3881(2014)10-178-4
10.3969/j.issn.1001 -3881.2014.10.054
2013-04-01
沈小燕 (1982—),女,博士研究生,講師,主要研究方向為現代精密測試技術。E-mail:xyshen@cjlu.edu.cn。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
