P T A鍛焊反應器的制造
2014-03-10 02:55:48中國石化集團南京化學工業有限公司化工機械廠南京210048
中國特種設備安全 2014年7期
李 艷(中國石化集團南京化學工業有限公司化工機械廠 南京 210048)
P T A鍛焊反應器的制造
李 艷
(中國石化集團南京化學工業有限公司化工機械廠 南京 210048)
本文對PTA裝置上的大型鉻鉬鋼鍛焊反應器,在制造過程中的幾個關鍵技術進行了介紹:控制材料的化學成分提高鉻鉬鋼材料的抗回火脆化能力;采用先進的冶煉工藝和鍛造技術保證大型鍛件的質量;優化鉻鉬鋼封頭正火熱處理中的冷卻工藝來保證材料的性能指標;采用合理的焊接工藝,既保證了厚壁環焊縫的焊接質量,又降低了制造成本;優化堆焊工藝,保證了反應器內壁的堆焊質量;正確選擇熱處理規范,對鉻鉬鋼壓力容器至關重要。
PTA反應器 材料 成形 焊接 熱處理
隨著國內化工裝置規模的不斷升級,推動了化工裝備的大型化,鍛焊結構也更多地被采用。筆者公司在2013年為某石化公司PTA主裝置承制了一臺精制反應器(以下簡稱反應器),其結構為鍛焊形式,即中間筒體部分為筒形鍛件,上、下封頭為用板材沖壓成形的球形封頭,設備的總體長度為25300mm,直徑為4300mm,筒體壁厚達到180mm,其結構如圖1所示。反應器主材為SA387 Gr11級。由于反應器的直徑較大、壁厚較厚,Cr-Mo鋼材料的回火脆化敏感性及焊接性能需要在材料、成形、焊接、熱處理等方面進行控制和工藝的優化,以保證反應器的制造質量。
1 設備簡介
1.1 設計、制造和檢驗標準
反應器的設計標準為JB 4732-1995《鋼制壓力容器-應力分析設計》;材料選用標準為ASEM SA-387/SA-387M、ASEM SA-336/SA-336M;制造和檢驗標準為JB/T4710-2005《鋼制塔式容器》、 工程標準《鍛焊式結構PTA精制反應器制造、檢驗和驗收》、TGS R0004-2009《固定式壓力容器安全技術檢查規程》。

圖1 反應器結構簡圖
1.2 主要設計參數(見表1)
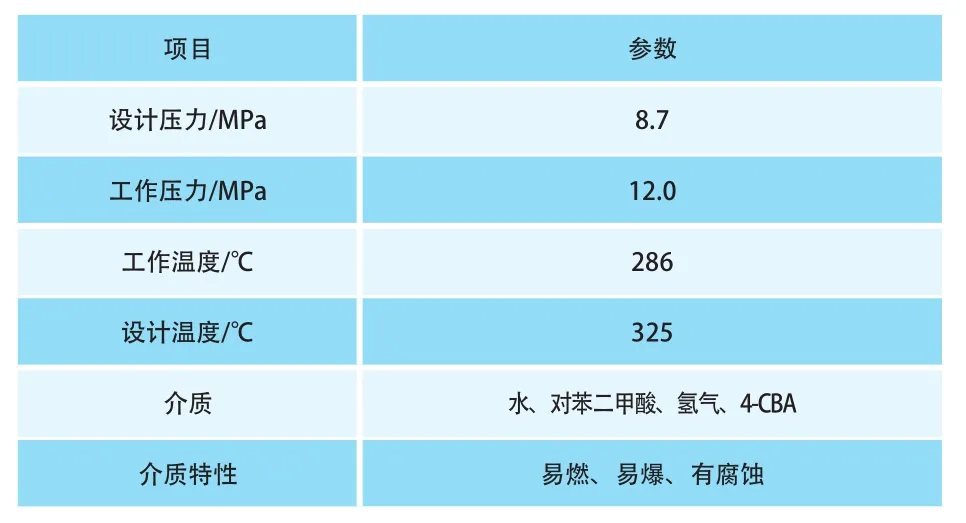
表1 主要設計參數
2 主體材料的選用
2.1 殼體材料的選用
●2.1.1 材料標準的選用
上下封頭為ASME SA387 Gr11 Cl2板材,筒體材料為ASME SA336 Gr F11 Cl3鍛件。
若筒體、球形封頭采用相同材料,通過強度計算,筒體厚度約是球形封頭厚度的兩倍,筒體所用SA336 Gr F11 Cl2鍛件的強度要低于封頭所用SA387 Gr 11Cl2板材的強度。兩者厚度相差較大,不僅影響反應器的制造,而且對反應器的安全運行帶來一定影響。因此采用提高筒體鍛件材料級別的方法,選用強度較高的 SA336 Gr F11 Cl3鍛件,以減薄筒體厚度,縮小筒體與封頭的厚度差。
●2.1.2 材料回火脆化敏感性
鉻鉬鋼材料長期服役于325~565℃或在此溫度區內緩冷,當處于環境溫度時,出現的金屬脆化現象稱為回火脆化。回火脆化表現為材料的韌度變差,沖擊功明顯下降[1]。
選材時,應對材料提出嚴格的化學成分要求。尤其是對有害元素磷、錫、銻和砷的含量應該嚴加控制。許多研究資料表明:當磷、錫、砷和銻等微量元素向原奧氏體晶界偏析時,就會發生脆化現象。錳、硅的成分則應控制在一個適當范圍內。硅能夠提高材料強度,但又促使材料脆化。猛是強化元素,研究資料指出,在得到完全貝氏體組織的前提下,應盡可能降低錳含量,以改善步冷后的韌度,即提高材料的抗回火脆化能力[1]。
研究表明,很多元素是相互作用影響著材料的回火脆性。目前采用X和J兩個特定回火脆化系數來反映鉻鉬鋼化學成分與材料回火脆性之間的關系:
J=(Si+Mn)(P+Sn)×104
X=(10P+5Sb+4Sn+As) ×10-2[2]
在本臺反應器中,要求控制X≤15×10-6。
2.2 筒體鍛件的鍛造質量的控制
反應器筒體由5件筒節鍛件組成,單個筒節鍛件長度為3250mm,直徑為4300mm,壁厚為180mm,重約65t。作為大型鍛件因其尺寸大,工序多,周期長,工藝過程中不均勻,不穩定因素多,所以造成組織性能嚴重不均勻,易產生較大程度的偏析,存在縱向與橫向、表面與心部的性能差別,并且有高的白點敏感性和回火脆性等問題。因此筆者根據以往的制造經驗,選擇可靠的鍛件制造商,并制訂嚴格的鍛件采購技術要求。
1)利用各種先進技術與手段和采用合理的冶煉工藝。為了使鍛件獲得純潔、致密、均質的金相組織和具有特殊要求的物理性能。要求鍛件坯料采用電爐或純氧頂吹轉爐冶煉,再經LF爐精煉,然后采用真空碳脫氧(VCD)進行強化脫氧和脫氣,盡可能降低P、S、As、Sn、Sb、[H]、[O]、[N]等有害元素的含量,為保證鍛件質量打下牢固基礎。筒體鍛件化學成分見表2。

表2 筒體鍛件的化學成分分析結果
3 制造
3.1 封頭的成形工藝
上下球形封頭均由厚度為112mm的SA387 Gr F11 Cl2寬幅整板壓制而成,這樣避免了封頭拼接焊縫,從而避免了焊接接頭在封頭熱成型及熱處理過程中性能降低,達不到設計要求。
上下球形封頭均采用的是熱沖壓成形工藝,成形過程中應嚴格控制封頭熱成形溫度,終壓溫度大于850℃。
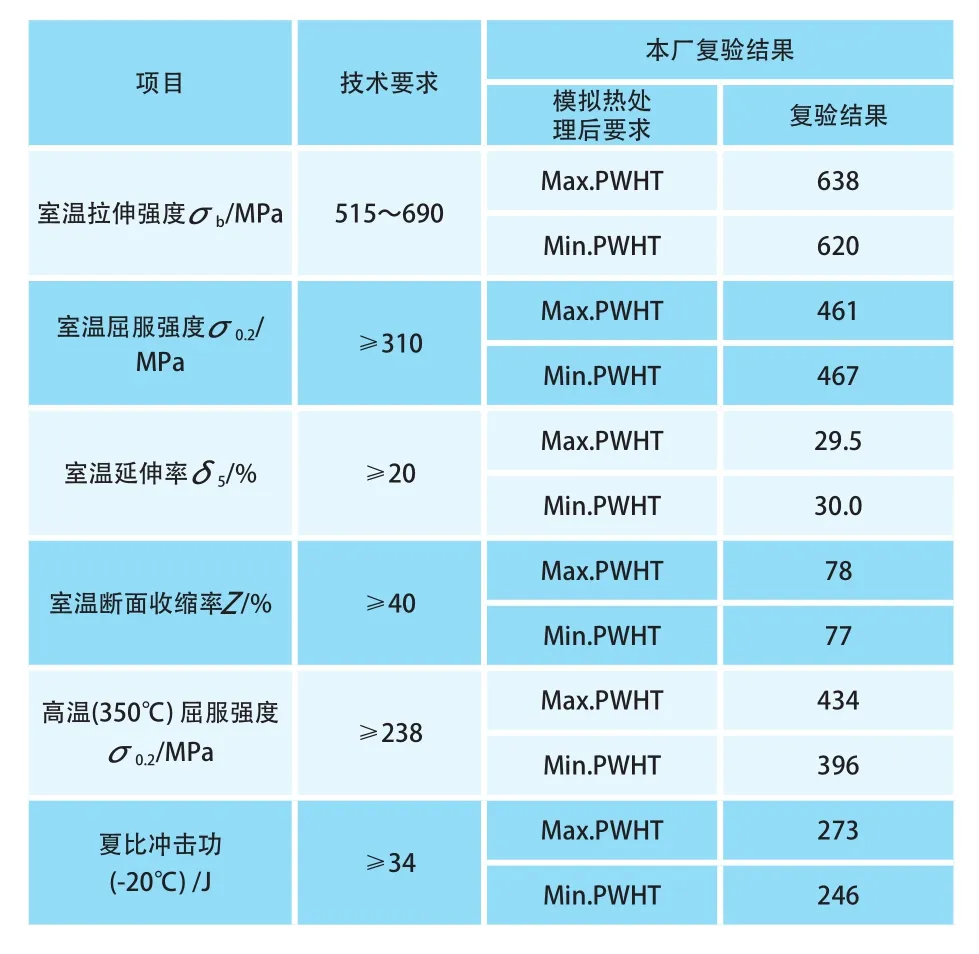
表3 筒體鍛件的力學性能復驗結果
由于熱成形改變了材料的熱處理狀態,成形后必須對封頭進行恢復性能熱處理,即正火+回火熱處理。有文獻表明:Cr-Mo鋼大型封頭經熱壓后,通過正常(空冷)加回火處理,力學性能仍不能合格。在正火的冷卻過程中采用水冷加速冷卻,可使各項力學性能指標均有較大提高,并達到標準要求[4]。因此,成形后封頭正火熱處理工藝采用了水冷加速冷卻的方式,經過對同爐熱處理的母材試板的力學性能檢驗,試驗結果見表4,驗證了熱處理后母材的各項性能均符合設計要求。
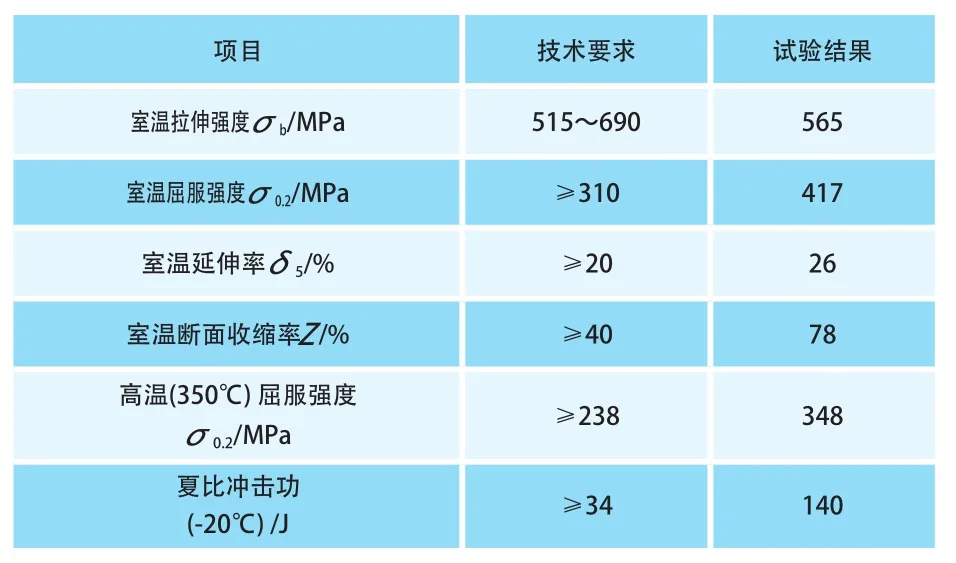
表4 母材試板力學性能試驗結果
3.2 焊接工藝
●3.2.1 材料的焊接性能分析
根據材料的化學成分計算的碳當量和冷裂紋敏感指數,該材料具有較好的焊接性能,但是由于此類材料還是具有一定的冷裂傾向,且厚度較大,則必須有嚴格的措施來進行保證,也就是焊前的預熱,焊接過程中的焊接規范的控制,焊接完成后的及時中間熱處理(ISR),嚴格有效的無損檢驗,最終熱處理(PWHT)。
●3.2.2 主體焊縫的焊接
該設備主要采用手工電弧焊(SMAW)及窄間隙自動跟蹤埋弧自動焊(SAW)。
手工電弧焊(SMAW)主要用于縱、環焊縫的打底焊和接管與筒體及封頭的對接焊。焊材為E8018-B2。
窄間隙自動跟蹤埋弧自動焊(SAW)用于主體環焊縫的焊接。焊材為UnionCrMo+ UV 420 TTR。
使用窄間隙自動跟蹤埋弧自動焊,操作人員的勞動強度及由于技能原因出現焊接缺陷的幾率大大降低,另外由于采用窄間隙坡口,熔敷金屬量減少三分之一上,很大程度上節約了焊接工作量和焊接材料的消耗,從而降低了制造成本,更重要的是由于熔敷金屬的減少,使得對焊接接頭,特別是對熱影響區的熱輸入大大降低,從而使焊接接頭的性能改善。焊接坡口形式如圖2所示。

圖2 焊縫坡口形式
對于主體焊縫,焊前預熱溫度控制在180~200℃,預熱范圍單邊不少于施焊部位厚度的3倍,外側加溫,內側測溫,在焊接過程中,層間溫度始終保持不低于預熱溫度,且不高于300℃,盡量保證連續焊完,如有間斷,必須進行中間熱處理,焊接完成后,立即進行中間熱處理,以防處理不及時造成冷裂紋產生。
熱處理完出爐后48h,進行無損檢測,檢測內容為:100%UT(JB/T4730-2005 Ⅰ級合格)、100%RT (JB/T4730-2005 Ⅱ級合格)、100%MT(JB/ T4730-2005 Ⅰ級合格)。
對于此類材料的焊接,在焊接工藝中應對每道焊道的厚度進行規定,手工電弧焊為1.5~2.0mm,埋弧自動焊為3.0mm以內。這是因為該材料的冷裂傾向較大,淬硬傾向大,后一道焊道可以對前一道焊道進行后熱處理,從而細化晶粒,在一定程度上提高其韌性,如果焊道的厚度較大,后一道焊道對前一道焊道的處理深度則達不到,就不能達到處理效果。這在筆者單位曾經的焊接試驗中有過驗證。
●3.2.3 設備內部的堆焊
由于反應器的介質具有一定的腐蝕性,并由于氫的存在,對此類低合金鋼具有相當的由于氫損傷造成的破壞,因此采用內壁堆焊耐蝕層是必需的,并且堆焊的質量直接影響到設備的安全使用。
對于設備上的內徑大于150mm的接管內壁的堆焊采用CO2藥芯焊絲自動焊機堆焊,內徑150mm以下的接管采用氬弧實心焊絲堆焊。
首先堆焊前對內壁進行100%MT檢驗,合格后進行預熱,溫度100~120℃,先進行過渡層的堆焊,堆焊完畢,立即進行熱處理,然后進行100%PT檢驗和100%UT檢驗,合格后進行耐蝕層的堆焊,堆焊結束后再進行100%PT檢驗和100%UT檢驗。
對于上下封頭和筒體內壁的堆焊則采用過渡層用埋弧帶極堆焊和耐蝕層用電渣帶極堆焊的方法進行。
對于埋弧帶極堆焊,它的焊接效率較低,且由于是電弧焊,所以對母材的稀釋率較大,但對母材的熱影響較小。
電渣帶極堆焊,它的焊接效率較高,比埋弧帶極堆焊高約三分之一,但由于焊劑是導電的,在電阻熱的作用下形成熔融狀態渣池,帶極直接與渣池短路,對母材的熱影響很大,試驗及在役設備檢驗記載,其用于過渡層堆焊時,其氫剝離傾向發生率較高,但對母材的稀釋率較小,且焊道的成形美觀,缺陷率較低。
綜合兩種焊接方法的特點,所以過渡層采用埋弧帶極堆焊,耐蝕層采用電渣帶極堆焊的方法進行。其堆焊順序和檢驗方法與接管內壁堆焊相同。
除無損檢驗外,對于耐蝕層的化學成分還有一定的要求,這主要目的是為防止熱裂紋的產生。在最終熱處理后,從堆焊層以下3mm,表面層以下1mm取樣,進行化學成分分析,然后按照舍弗勒圖進行計算,其鐵素體含量應在3%~10%之間。
3.3 熱處理工藝
1) 最大焊后模擬熱處理及最小焊后熱處理。前文所述,此類多元化合金強化材料,在多次熱處理情況下,材料的力學性能與原來的力學性能相比會發生變化,因此為檢驗材料在熱加工及恢復性能熱處理、焊后熱處理后,材料的性能是否發生不滿足使用要求的變化,制定了最大焊后模擬熱處理規范(Max PWHT):690±14℃×26+20h、最小焊后模擬熱處理規范(Max PWHT):690±14℃×80-2h。對經受過這樣熱處理的試件進行各項機械性能試驗,來驗證材料的性能變化。對板材、鍛件、焊接材料,工藝評定試件,都必須預先進行模擬焊后處理后的力學性能試驗。
2) 中間熱處理及焊后熱處理。Cr-Mo鋼材料的壓力容器,焊后尚應采取焊后保溫的消氫熱處理DHT或中間消應力熱處理ISR和最終焊后熱處理PWHT等多種形式且又必需的熱處理,方能保證焊接接頭不開裂,并具有優良的綜合性能。對Cr-Mo鋼進行的最終焊后熱處理,不僅是消除殘余應力,更是改善材料力學性能的重要手段[2]。
考慮到反應器殼體壁厚較厚,環焊縫及接管與殼體焊縫焊接后均立即進行中間消應力熱處理,規范為625±10℃/4h。對于此類材料的焊后熱處理溫度成熟的工藝為690±14℃。保溫時間根據殼體壁厚計算為8h。另外對升溫和降溫速度及出爐溫度都有嚴格的控制。
4 結論
1)通過對材料化學成分的控制,降低了材料回火脆化的傾向;通過采用先進、合理的鍛造工藝及驗收要求,保證了大型鍛件的各項性能指標達到設計要求。
2)通過對正火熱處理的封頭采用水冷加速冷卻的方式,保證了熱處理后的封頭各項性能指標達到設計要求。
3)正確選擇主體焊縫的焊接方法,降低成本,提高生產效率;正確選擇內壁堆焊方法,保證了堆焊層的質量和成形外觀。
4)通過正確選擇熱處理規范,保證了母材及焊縫質量。
1 楊光起.加氫反應器用鉻鉬鋼回火脆性[J].石油化工設備,2001,30(5):53~57.
2 全國鍋爐壓力容器標準化委員會.壓力容器設計工程師培訓教程[M].北京:新華出版社,2005.
3 林楠.SA387Gr11.Cl2鋼拼焊大型封頭熱處理工藝試驗[J].壓力容器,2007,28(60):57~58,62.
4 馬容忠.壓力容器焊接工藝評定過程中的問題[J].中國特種設備安全,2011,27(6):35~37.
Fabrication of Forge Welding PTA Reactor
Li Yan
( Sinopec Nanjing Chemical Industries Co., Ltd. Chemical Machinery Works Nanjing 210048 )
The article introduces several key techniques for fabrication of large Cr-Mo steel forge welding reactor in PTA unit. The chemical composition of material should be controlled to improve the antitempered embrittlement ability for Cr-Mo steel; the advanced smelting process and forging technique should be used to assure the large forging quality; the cooling process of normalization for Cr-Mo steel head should be optimized to assure the material property; the reasonable welding process should be used to assure the welding quality of thick wall circumferential seam and reduce the fabrication cost; the overlay welding process should be optimized to assure the overlay welding quality in inner surface of reactor. Finally, it is very important for the Cr-Mo steel pressure vessel to use the proper heat treatment procedure.
PTA reactor Material Forming Welding Heat treatment
X933.4
B
1673-257X(2014)07-34-05
李艷(1974~),女,工程師,從事壓力容器制造工作。
2014-05-04)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24