二極管自動生產線報警系統設計
2014-03-16 09:26:22杭州市蕭山區高級技工學校李震球
電子世界 2014年9期
杭州市蕭山區高級技工學校 李震球
1.概述
二極管的應用非常的廣泛,目前,國內絕大多數工廠使用的二極管生產線報警系統都是完全繼電控制的老式設備。這種老式設備生產效率低,能耗大,生產質量完全依賴操作人員的經驗,很不穩定,在實行市場經濟的條件下,生產效率和產品質量決定著企業的存亡,工廠要提高經濟效益,必須提高生產效率,降低消耗,提高產品的質量等級,使得工廠有對二極管生產線報警的控制方式進行技術改造的迫切需要。一種以微電腦技術為核心的自動控制裝置的可編程邏輯控制器(PLC),被廣泛應用于控制領域。本系統設計采用PLC來改造老式二極管生產線報警系統的控制,使系統具有穩定性和便捷性。
隨著科學技術的發展,電器控制技術在各領域,特別是機電控制領域取得了長足的發展,也得到了越來越多的應用。可編程控制器(PLC)的應用使電器控制技術發生了根本的變化。工業上一般的二極管自動生產線報警系統控制是由繼電器控制的,不僅控制不穩定,而且容易產生誤差,這種誤差很大也不可避免,致使工作效率低,資源利用率低。目前,對報警系統控制有多種改良設計,本文所述設計是基于PLC控制的自動生產線報警系統的設計,是根據工業具體要求編制程序進行報警控制,較好地提高了工作效率,減少報警誤差,提高了資源利用率,在未來的工業發展中,二極管自動生產線的研究慢慢地走向人性化、自由化和便利化,因此,自動生產線報警系統的設計還存在非常廣闊的研究價值。
2.二極管自動生產線工藝和控制要求
2.1 二極管生產工藝
二極管生產工藝包括焊接、酸洗、模壓、印字、機包、外揀、包裝。
(1)焊接
輔助工序有排向、裝填、進爐、出爐轉換組成。
工藝目的:利用焊片通過一定溫度,使芯片與金屬引線連接,形成歐姆觸角。
(2)酸洗
酸洗工藝目的:利用各種酸和水,對芯片P-N結周圍邊緣表面進行化學腐蝕,以改善機械損傷,祛除表面吸附的雜質,降低表面電場,使P-N結的擊穿首先從體內發生,以獲得于理論值接近的反向擊穿電壓和極小的表面漏電流。
(3)模壓
工藝目的:使管芯與外界環境隔離,避免有害氣體的侵蝕,并使表面光潔和具有特定的幾何形狀,起到保護管芯、穩定表面、固定管芯內引線,提高二極管機械強度,方便客戶使用的作用。
(4)印字
既增加油墨的附著性;加固印字牢固,以便測試。
(5)引直
通過人工或機器引直,使管子引線平直,無明顯彎曲,以便測試、印字、包裝和使用。
(6)外揀
將外觀不良品撿出,防止電性合格而外觀不合格產品流入客戶處使用。
(7)自動包裝
按標準或要求對經過分類包裝的產品進行產品包裝,起到便于存儲和運輸的作用。
2.2 二極管生產線報警系統控制要求
(l)為了適應對自動生產過程的控制以及操作方便的需要,本系統設計點動控制和自動控制兩種工作方式。
(2)應具有對這兩種工作方式的自由選擇功能。
(3)為了避免程序混亂和發生機械碰撞事故,在同一時間內原能選擇一種工作方式。
3.二極管生產線報警系統控制的硬件組成
3.1 可編程控制器的選擇
可編程控制器是一臺專為工業環境應用而設計制造的計算機。它具有豐富的輸入/輸出接口,并且具有較強的驅動能力,但可編程控制器產品并不針對某一具體工業應用,在實際應用時,其硬件需根據實際需要進行選用配置,其軟件需根據控制要求進行設計編制[3]。
本系統選用S7-200系列PLC,硬件系統的配置方式采用了整體式和積木式,即主機包含了一定數目的輸入/輸出(I/O)點,同時還可以擴展I/O模塊和各種功能模塊。

圖3-1 二極管自動生產線報警系統I/O分配圖
3.2 傳感器的選擇
光電傳感器是通過把光強度的變化轉換成電信號的變化來實現控的。光電傳感器在一般情況下,有三部分構成,它們分為:發送器、接收器和檢測電路。

圖3-2 光電傳感器工作原理
發送器對準目標發射光束,發射的光束一般來源于半導體光源,發光二極管(LED)、激光二極管及紅外發射二極管。光束不間斷地發射,或者改變脈沖寬度。接收器有光電二極管、光電三極管、光電池組成。在接收器的前面,裝有光學元件如透鏡和光圈等。在其后面是檢測電路,它能濾出有效信號和應用該信號。
3.3 二極管生產線報警系統的結構
(1)二極管自動生產線報警系統的組成
二極管自動生產線報警系統的組成主要是由自動生產線和報警系統組成的,其中生產線是由兩個主電動機帶動鏈條傳送的,既可以自動控制,也可點動控制;報警系統是由光電傳感器檢測到生產線的錯誤而發錯報警,主要有:
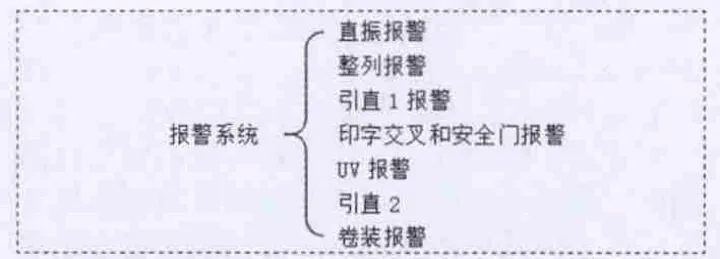
圖3-3 二極管自動生產線報警系統組成
(2)報警系統的結構(如圖3-2所示)

圖3-4 二極管自動生產線報警系統結構圖
4.二極管自動生產線報警系統程序流程圖及報警畫面的繪制
4.1 二極管報警程序流程圖

圖4-1 二極管報警程序流程圖
4.2 二極管自動生產線報警系統基于WinCC的控制界面

圖4-5 PC自動切板機控制界面圖
5.結論
在二極管自動生產線控制系統的設計中,主要運用了PLC技術,它是微機技術與傳統的繼電接觸控制技術相結合的產物,它克服了繼電接觸控制系統中的機械觸點的接線復雜、可靠性低、功耗高、通用性和靈活性差的缺點。該報警系統操作方便簡單、智能化程度高,能夠很好的適應工業生產的需要,目前該系統已經投入使用,實現了較好的經濟效益。
[1]廖常初.PLC編程及應用[M].北京:機械工業出版社,2000:42-75.
[2]魯遠棟.PLC機電控制系統應用設計技術[M].北京:電子工業出版社,2006:135-145.
[3]朱熹林,陳海霞等.機電一體化設計基礎[M].北京:科學出版社,2004:152-174.
[4]郭宗仁等.可編程控制器應用系統設計及通信網絡技術[M].北京:人民郵電出版社,2002:159-174.
[5]趙玉剛,熊田忠,等.數控技術[M].北京:機械工業出版社,2003:105-169.
[6]周軍,海心.電氣控制及PLC[M].北京:機械工業出版社,2001:80-100.
[7]趙士濱.現代電工技術疑難解答[M].廣州:廣東科技出版社,1994:45-47.
[8]SIEMENS公司.SIMATIC S7-200可編程控制器系統手冊,2000.
[9]李道霖,主編.電氣控制與PLC原理及應用(西門子系列)[M].北京:電子工業出版社,2009:16-20.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17