復雜曲面彎板機器人五軸聯動控制算法研究
2014-03-17 01:16:32吳昌宇程良倫
機床與液壓 2014年3期
關鍵詞:機械
吳昌宇,程良倫
(廣東工業大學自動化學院,廣東廣州510006)
船舶的船體外板大都是由復雜的空間三維曲面構成,目前國內外造船廠對于船體外板的加工主要采用的是傳統的水火彎板加工工藝,俗稱水火彎板。水火彎板工藝利用鋼板受熱-冷卻、鋼材局部發生熱塑性收縮變形特性,將一塊平板或預彎曲板加工成曲面板的工藝過程。由于船體曲面復雜,外板的大小、形狀多變,憑經驗確定曲板的水火彎板加工方案,并完成最終的加工成型要花費大量時間,質量波動也比較大,船體外板的復雜曲面加工成型一直都是船舶建造系統的瓶頸。
國內外有大量學者對船體外板加工工藝進行研究,并且取得了一定的成果。日本石川島播磨重工業株式會社研制出一臺曲板成形的自動化加工裝置IHIα[1]。韓國漢城大學[2]研制了自動水火彎板加工系統,它可以進行船體外板建模、外板展開、加熱信息計算、鋼板形狀的自動測量,該系統已經在合作船廠進行了試用。美國M I T 研制用激光作為熱源的全自動水火彎板設備,在薄板水火變形控制研究方面已經有很大的建樹[3]。中國第一臺水火彎板機是由大連理工大學、大連新船重工有限責任公司、清華大學和北京航空航天大學合作研制[4]。廣船國際和上海交大于2005年底也開發出一臺數控水火彎板機[5]。它的加工參數預報系統能為帆形鋼板加工火路進行預報。2006年,廣東工業大學采用多軸運動控制系統和三維立體成型的加工方法也研制出一種水火彎板機[6-7]。2007年,上海船舶工藝研究所(船舶611所)研制出SGQ-1241 數控感應加熱曲板成形機[8]。該設備采用高頻感應加熱與計算機數字控制,具有自動加熱、自動均載支撐、自動測量、自動畫線及手動操作等功能。這些裝備具有一定的實用價值,但是大部分都只是針對曲率較小的一種或者幾種板型進行加工,其適用性不太理想。文中結合目前新設計的機械結構研究一種適應所有板型并且與設備匹配的聯動控制方法,該方法為提高設備的加工精度、效率和質量提供了可靠的保障。
1 水火彎板機器人機械結構
水火彎板工藝要求火槍頭工作過程保持垂直于鋼板,同時保證火槍頭距鋼板高度為40 ~45 mm。結合設計的機械結構(機械結構示意圖如圖1所示),提供一個可靠的控制策略來實現對機械的控制。機械結構對火槍頭端點位置有影響的運動軸有X 軸、Y 軸、Z 軸、RZ 軸、RX 軸,每軸的運動都影響彎板機器人火槍頭末端的位置和姿態。因此研究此機械的五軸運動關系是該研究的重點,也是機械得以穩定、可靠運行的核心。
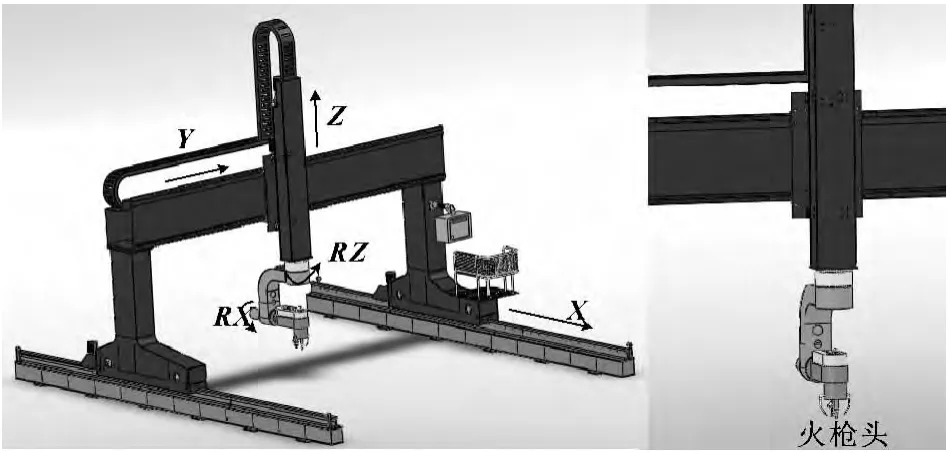
圖1 水火彎板機器人機械結構
2 水火彎板機器人控制策略
水火彎板過程中加熱的焰道軌跡由板型的種類、燃氣的流量、冷卻的速度等多方面因素共同決定,焰道加工過程是一條連續不規則的曲線,無法采用數學表達式來描述焰道加工曲線,因此唯有將焰道線離散化,根據焰道加工規則將曲線用有限個三維坐標點按焰道行走路徑方向進行描述,同時將焰道點所在小范圍區域近似認為是一個平面,并根據板型曲面數據建立焰道點所在的平面方程。示意圖如圖2所示。E、M 為焰道線上的焰道點,平面L 是焰道點E 附近近似的平面。

圖2 焰道線處理示意圖
對彎板機器人五軸進行分析,X 軸、Y 軸、Z 軸實現火槍頭位置的移動,RZ 軸、RX 軸的旋轉組合運動實現火槍頭垂直于焰道點,RZ、RX 軸的旋轉對火槍頭的末端位置會帶來一定的影響。為提升系統加工精度,保障加工質量,提高加工效率,需研究建立X、Y、Z、RZ、RX 的機器人運動學方程,采用矩陣法來描述彎板機器人的運動問題,采用坐標平移、旋轉變化建立目標位置與變換矩陣之間的關系。采用微積分理論和立體幾何知識求解旋轉變換量與平移位置之間的關系。最終實現彎板機器人的精準控制。
各軸技術參數:
(1)X 軸縱向行走最大距離12 m,速度20 m/min;
(2)Y 軸橫向行走最大距離3 m,速度15 m/min;
(3)智能槍頭Z 軸升降最大距離1 200 mm,速度5 m/min;
(4)智能槍頭RZ 軸最大旋轉角度±90°,速度10 r/min;
(5)智能槍頭RX 軸最大旋轉角度±60°,速度10 r/min。
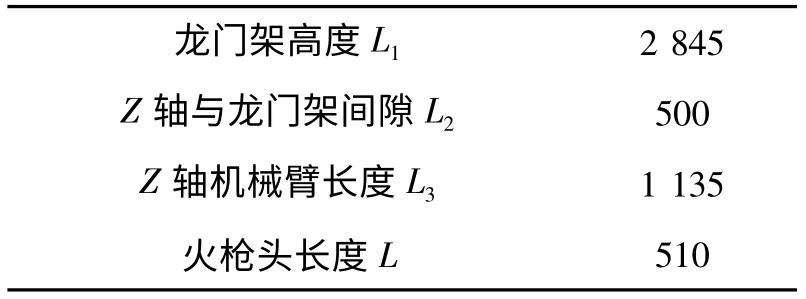
表1 機械結構尺寸 mm
3 聯動控制算法研究
根據圖1所示的水火彎板機器人機械結構建立其坐標變換的坐標系,設定坐標原點X、Y、Z 三維坐標系,系統變換坐標系如圖3所示。坐標系中x、y、z 是系統運動時機器人X 軸、Y 軸、Z 軸移動的位移,RZ 軸、RX 軸分別繞Z 軸和X 軸旋轉,L1、L2、L3、L4是機械結構關節之間固有的長度。
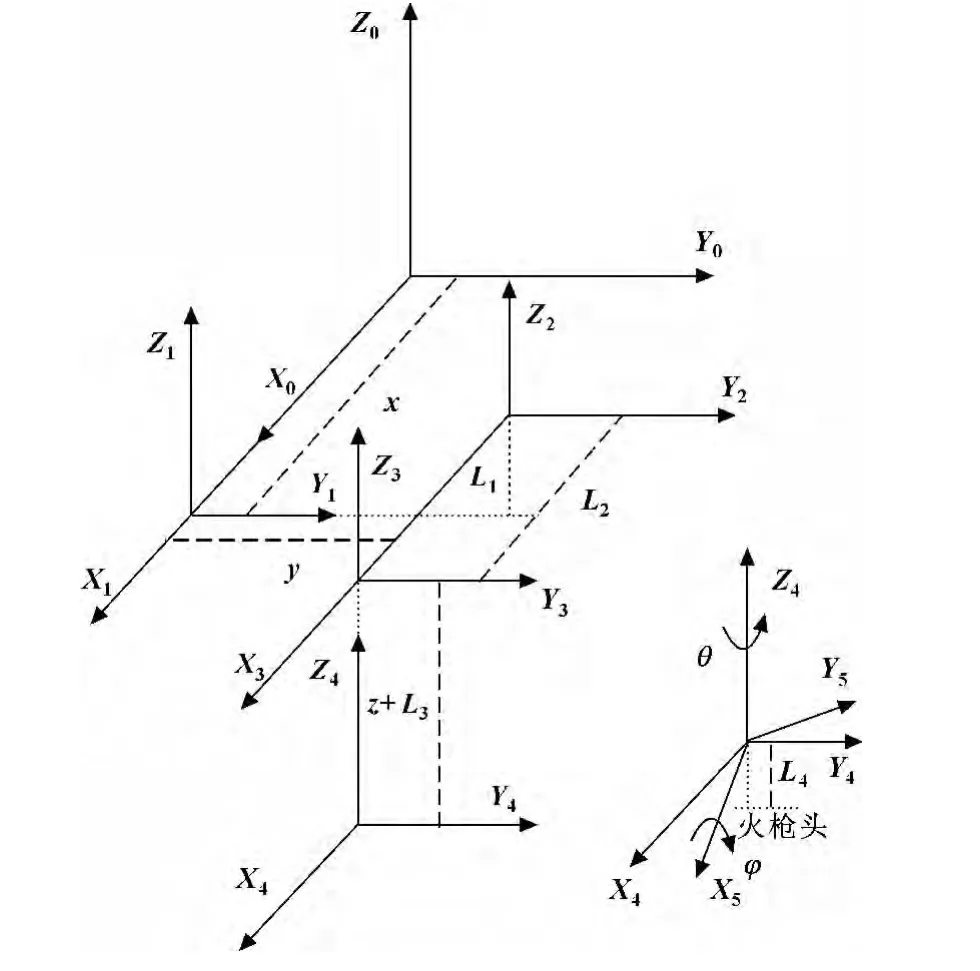
圖3 水火彎板機器人的坐標變換
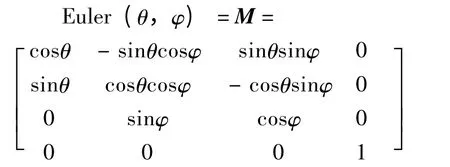
RZ 軸、RX 軸運動姿態(坐標系{4}、坐標系{5})通過歐拉變換

得:
按照水火彎板工藝要求火槍頭距鋼板距離設定為40 mm,槍頭長度為L,因此L4=L+40 位置矢量為P
機器人平移矢量為P1
機器人運動的焰道加工點位置

火槍頭旋轉關節到鋼板的示意圖如圖4所示。FE=L4,火槍與焰道點E 所在平面ABCD 垂直,焰道點E 坐標為(m,n,l),焰道所在平面方程:

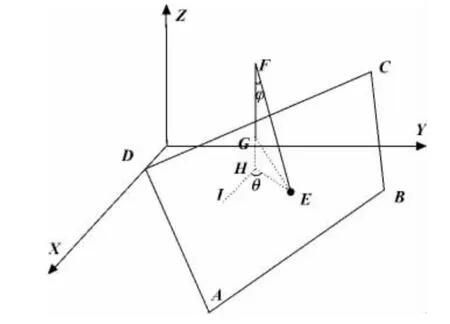
圖4 火槍頭旋轉模型
平面法線方程:

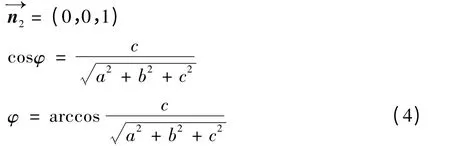
令EF 直線方程


求解得x、y、z,即得點F 的坐標。設點F 坐標用F(x4,y4,z4)表示

φ 和θ 的符號的確定由以法向量在原點坐標所在的象限來決定。
彎板機器人坐標變換P

機器人通過變換后目標位置為E,即T =E,即可求解出X 軸、Y 軸、Z 軸、RZ 軸、RX 軸的運動量。
4 算法仿真驗證
仿真數據來源于鋼板的檢測數據,仿真選取船體外板中常見的帆形板和鞍形板中兩條典型的焰道線作為驗證算法的對象,根據檢測的數據,對帆形板和鞍形板的焰道線各選取4 個焰道點,按照聯動算法進行計算,得出各個軸的位移量。仿真驗證結果如表2、3所示。

表2 帆形板理論計算數據

表3 鞍形板理論計算數據
仿真結果在理論上能較好地表現出各軸的位移量,能實現聯動控制。下一步工作是將算法移植到運動控制器中,將計算數據應用于水火彎板機器人的控制量。
5 結束語
依據船體外板加工機械的新結構,為適應所有船體外板加工條件,提出水火彎板機器人的五軸聯動控制算法,通過計算驗證,算法能很好地完成各個軸的計算,解決了X 軸、Y 軸、Z 軸、RZ 軸、RX 軸五軸運動過程中的變化量。設計的聯動算法為新設計的彎板機器人的加工效率和控制精度提供了保障,為船體外板加工工藝提供了一種穩定、可靠的執行機構,也為船體外板加工的預報系統和檢測系統的研究提供了可靠、便利的檢驗條件,提高了船舶制造的自動化水平。
【1】ISHIYAMA Morinobu,TANGO Yoshihiko.Advanced Line-Heating Process for Hull-Steel Assembly[J].Journal of Ship Production,2000,16(2):121-132.
【2】SHIN Jong Gye,RYU C H,NAM JH.A Comprehensive Line-heating Algorithm for Automatic Formation of Curved Shell Plates[J].Journal of Ship Production,2004,20(2):69-78.
【3】MASUBUCHI Koichi,JONES Jerry E.Laser Forming for Flexible Fabrication[J].Journal of Ship Production,2000,16(2):97-109.
【4】大連理工大學,大連新船重工有限責任公司.曲面鋼板水火成形裝置:中國,01250852.7[P].2002-08-14.
【5】廣州廣船國際股份有限公司.一種水火彎板機:中國,200620056651.3[P].2007-02-28.
【6】廣東工業大學.一種水火彎板機多軸運動控制系統:中國,200810198914.8[P].2009-03-11.
【7】廣東工業大學.應用于水火彎板機數控系統三維立體成形的加工方法:中國,200810198916.7[P].2009-02-18.
【8】上海船舶工藝研究所.一種數控板材熱應力曲面成形機:中國,200710043037.2[P].2008-12-31.
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09
- 機床與液壓的其它文章
- Design and application of attitude measuring device for DC power output filter circuit
- Developing deburring device based on burr formation principles*
- Experimental study on milling tool life for SKD11 steel and optimization of cutting parameters*
- Application research on three-phase inverter with space-vector pulse modulation*
- Glowworm swarm optimization algorithm merging simulated annealing strategy*
- Comprehensive obstacle avoidance system based on the fuzzy control for cleaning robot