混凝沉降法處理玻纖廢水的優化分析
2014-03-20 02:20:02李光輝王桂玉陳巧麗
凈水技術 2014年5期
李光輝,王桂玉,陳巧麗
(1. 常州友邦凈水材料有限公司,江蘇常州 213164;2. 常州常路美新型建材有限公司,江蘇常州 213164)
進入21 世紀,我國玻璃纖維工業的發展勢頭銳不可當,現已成為世界第二生產大國[1]。玻璃纖維工業快速發展的同時,環境污染問題也變得日益嚴重。玻纖廢水主要來源于其生產過程,在玻璃纖維生產過程中,為使其柔軟而富有彈性,在冷卻前需向其噴灑由不飽和聚酯樹脂、石油醚、機械潤滑油等化工原料配成的浸潤劑,并隨冷卻水一同排放,從而產生乳白色的玻璃纖維生產廢水[2],簡稱為玻纖廢水。玻纖廢水是一種有機廢水,其性質與所含浸潤劑種類有關。用于玻璃纖維生產的浸潤劑主要成分是環氧乳液、聚氨酯乳酸、潤滑劑、抗靜電劑及各種偶聯劑等,除溶劑外大部分是熱穩定性高、難溶于水的高分子有機物質[3]。處理此類污水首先采用有效的方法去除懸浮物質,但由于有機高分子顆粒物比重輕、顆粒細、沉淀慢,采用沉淀法不僅沉淀池負荷能力小,而且所需的加藥量大[4]。而一般的混凝沉淀或混凝氣浮對它的處理效果不理想。因此,本文從技術角度考察了該類廢水在組合工藝條件下的污染物去除效果。
目前,玻纖廢水采用的預處理方法主要采用鋁鹽或鐵鹽混凝沉降,其不足之處在于COD、濁度去除率偏低,出水水質泛白,可生化性較差;對于后續生物處理難度較大,尤其是出水濁度難以達到回用要求。本文主要探討解決玻纖廢水混凝沉降預處理后出水色度泛白、可生化性差、絮凝沉降慢等問題。
1 系統概況
某玻璃纖維生產廠玻纖廢水處理站設計廢水處理量為750 m3/d,處理對象為含浸潤劑和懸浮物的有機廢水;現用的物化段預處理工藝為液堿調整pH,再用聚合氯化鋁鐵(PAFC)+陽離子型高分子(CPAM)絮凝處理,出水經初沉池進入接觸氧化池,深度處理后回用于車間用作冷卻循環水和洗滌水。具體工藝流程如圖1 所示。
調節池采用鋼砼結構,內壁涂環氧樹脂防腐、尺寸為8.0 m×5.5 m×6.0 m,采用機械攪拌,加藥方式為計量泵自動加藥,在線pH 計監測pH 變化;混凝沉降池采用鋼砼結構,內設三臺潛水攪拌機,水力停留時間為2 h,加藥方式為計量泵自動加藥;初沉池、二沉池均為斜管沉淀池,碳鋼材質,處理能力為30 m3/h,內敷設PP 材質六角蜂窩斜管;接觸氧化池4 座,采用鋼砼結構,尺寸為10.0 m ×5 m ×6.0 m,內填孔徑為25 mm 聚氯乙烯蜂窩填料;內配射流循環泵,四套射流曝氣器共用。設計去除COD 容積負荷為2.0 kg/m3·d,MLSS 控制在2 500 ~4 000 mg/L。砂濾、碳濾設備均購于杭州鑫凱水處理設備有限公司,碳鋼結構,石英砂、活性炭一年更換一次。
2 系統存在問題
2.1 污水量超出設計范圍
該廠生產線由原來的3 條生產線增加到5 條生產線,污水產生量由原來的700 t/d 增加到現在的1 200 t/d,超出設計負荷60%,污水系統超負荷運行。
2.2 出水水質泛白、COD 偏高
廢水經調節池用液堿調整pH 至9.5,在混凝沉降池投加5 mL/L PAFC 絮凝沉降后,加入15 mL/L 1‰聚丙烯酰胺溶液助凝后,經初沉池出水水質泛白,經生化系統處理后,出水COD 偏高且水質色度較差、難以回用。
2.3 初沉池絮體上浮、大量漂泥流入生化系統
由于系統設計進水流量為30 m3/h,初沉池水力停留1.5 h,實際進水流量50 m3/h,水力停留時間1 h,導致預處理段水力停留時間較短,混凝沉淀不充分,初沉池水力停留時間短,進水流量較大,導致大量絮體上浮、漂泥。
2.4 生化系統超負荷運行、出水COD 偏高
預處理工段不理想導致生化系統受到牽連,系統負荷超出設計范圍,水質變差,無法保證廢水后續處理后達標回用。
3 試驗研究
導致上述問題的主要原因是該廠水量增大,嚴重超出系統運行負荷。基于系統工藝條件限制,將重點放在提高混凝沉降階段處理能力,通過對該廠廢水取樣化驗,水質情況如表1 所示。
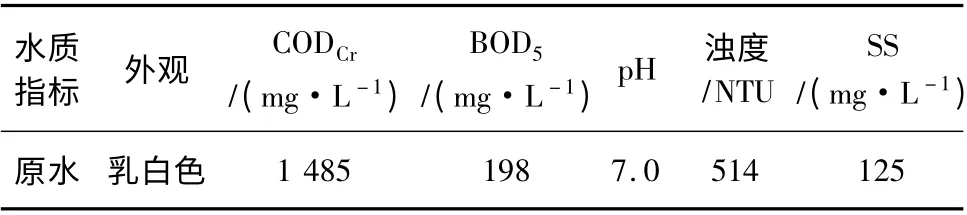
表1 某玻纖企業生產廢水水質Tab.1 Quality from Fiber Glass Wastewater
由表1 可知該廢水BOD5/CODCr= 0.13,當BOD5/CODCr<0.25 時,廢水的生化性較差,不宜采用生化法處理,因此需要在混凝沉降段盡量提高生化系統的可生化性。基于玻纖廢水的特殊性以及已有的玻纖廢水研究[2,3],試驗中破乳選用石灰、次氯酸鈉溶液、芬頓處理試劑;絮凝劑選用鋁鐵復配系列,即聚合氯化鋁鐵(PAFC)和聚合硫酸鋁鐵(PAFS)組合進行混凝沉降試驗,結果如表2所示。
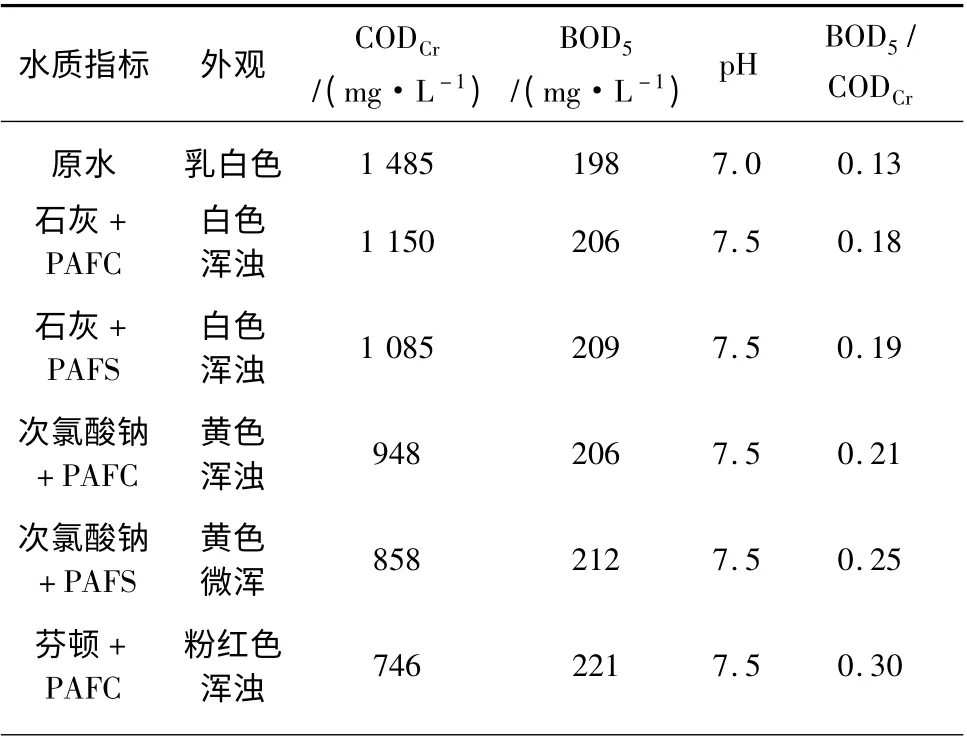
表2 不同藥劑組合對玻纖廢水的影響Tab.2 Effect of Different Flocculants on Fiber Glass Wastewater Sedimentation
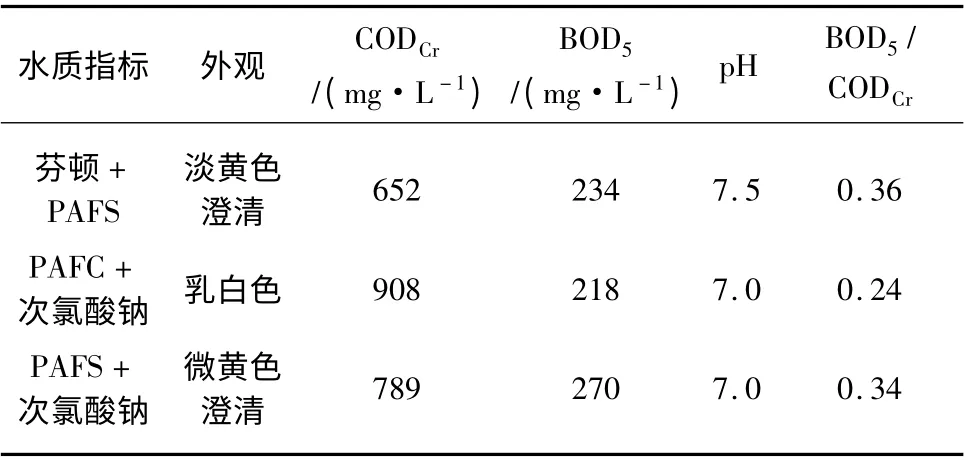
續 表
由表2 可知在相同藥劑投加量下,用芬頓處理破乳效果最好、次氯酸鈉效果次之,石灰效果最差。芬頓處理主要通過過氧化氫與硫酸亞鐵反應產生的羥基自由基(HO·)強氧化破乳,并破壞有機物質官能團,提高生化效果,但運行成本較高,處理成本約2.5 元/t,不建議使用。次氯酸鈉氧化破乳效果較好,主要與次氯酸鈉的氧化環境有關。聚合硫酸鋁鐵的凈水效果針對該玻纖廢水要優于聚合氯化鋁鐵,差異主要是由于兩者鋁鐵比不同引起。
由表2 可知采用次氯酸鈉與PAFS 工藝組合處理玻纖廢水,藥劑投加循序對水質處理能力影響較大,可能與次氯酸鈉氧化性能有關,在酸性條件下,次氯酸鈉的氧化能力最強,因此選用PAFS+次氯酸鈉工藝組合,效果會更佳。由表2 也可以證明,此時次氯酸鈉溶液在其中起到的是氧化破乳和調pH 的作用,為使破乳與pH 達到最佳的平衡點,建議用液堿與次氯酸鈉按一定比例混合制備次氯酸鈉溶液。
4 改進的方法與措施
通過小試及現場中試后調整現場工藝:調節池pH 調整至中性,在混凝沉降池先加入PAFS,再加液堿與次氯酸鈉復配液,最后加入高分子助凝,出水經初沉池后進生化系統。
4.1 改進絮凝劑的類型,增強絮凝沉降效果
先前使用PAFC 絮凝劑沉降效果不能滿足現有條件,導致絮體上浮,有漂泥。現改用聚合硫酸鋁鐵絮凝劑,原因如下:增加鐵含量,加速絮凝沉降速度;利用鋁鐵混合協同增效原理,使廢水中的微小有機懸浮物通過電性中和、吸附架橋等凝聚作用協同形成較大的絮體沉降而與水分離。使水體pH 呈酸性,為后續次氯酸鈉溶液的發揮提供微酸環境。
4.2 更改藥劑的投加順序,節約成本
先前工藝采用加液堿調整pH,再投加PAFC,最后加入PAM 助凝;現改為先在調節池加入聚合硫酸鋁鐵充分混合,后加入復配的次氯酸鈉溶液,待充分混凝沉降后,再加入助凝劑PAM,出水清澈透明、COD 較低且生化性有很大提高。
4.3 強化預處理段的破乳效果
玻纖廢水含有大量浸潤劑,導致水質呈現乳白色,之前采用強堿破乳,絮凝沉降在水量有限的條件下,勉強能保證出水達到生化處理要求。現改用液堿與次氯酸鈉溶液復配,選擇次氯酸鈉溶液的原因:在微酸環境下,次氯酸鈉有強氧化作用,可以實現氧化破乳并氧化有機物,提高水體可生化性;次氯酸鈉溶液中的OH-離子,可以改變兩相界面的性質,實現雙重破乳的目的;可以調整水體pH,使絮凝劑達到最佳沉降范圍,大大減輕生化系統的運行負荷。
4.4 穩抓廢水源頭,提高預處理單元效率
提倡節約用水并加大宣傳力度,嚴防跑冒滴漏、優化工藝條件;對現有的預處理工序重新選取藥劑,增強預處理單元處理能力,減輕后續處理負荷;加強污水處理人員的操作技能,實現措施、管理、運行協同增效。
5 改進后的運行效果
通過上述改進,該系統在超負荷運行下既達到了穩定運行,又節省了藥劑投入,比前期藥劑使用費用每噸節省0.225 元。數據比較如表3 所示。
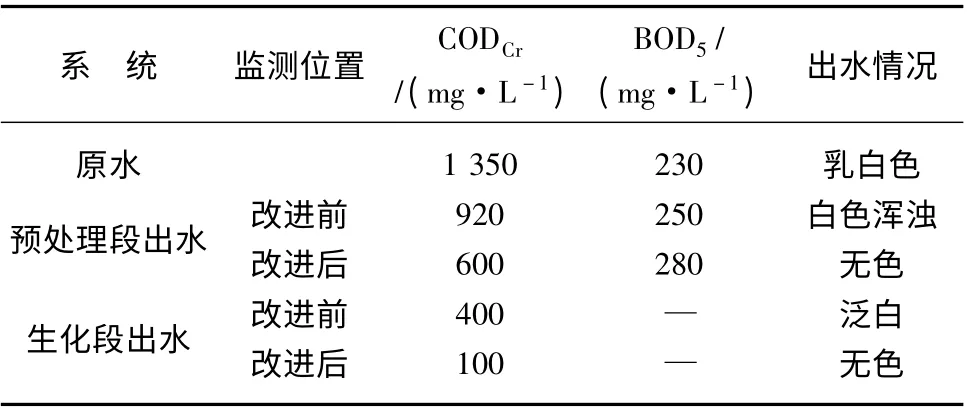
表3 改進前后玻纖廢水系統運行數據Tab.3 Operation Data of System before and after Improvement
6 結論與建議
(1)對原有的污水處理系統預處理單元進行針對性藥劑篩選,最終通過小試及現場中試確認,采用“聚合硫酸鋁鐵+ 次氯酸鈉溶液+ 陽離子型高分子”組合處理,出水水質清澈且BOD5/ CODCr顯著提高,大大減輕后續生化負擔,現場驗證系統穩定可靠。
(2)從經濟角度考慮,使用液堿與次氯酸鈉復配還有一定的替代空間,如使用廢堿或偏鋁酸鹽替代液堿,可以減少后續聚合硫酸鋁鐵的使用量;加強系統的運行維護,使生化系統穩定在較高的處理水平,也是以后需要更改和嘗試的方向。
[1]宋倩,但德忠.玻纖廢水污染控制技術及其進展[J].四川環境,2009,28(3):66-70.
[2]Wuping Kong,Bo Wang,Hongzhu Ma,Lin Gu. Electrochemical treatment of anionic surfactants in synthetic wastewater with threedimensional electrodes[J]. Journal of Hazardous Materials,2006,137(3):1532-1537.
[3]溫軍杰,胡勤海,王夢卿.玻璃纖維生產廢水處理實驗研究[J].環境科學與技術,2004,27(6):31-33,38.
[4]王曉東,鄭顯鵬,邱立平.混凝/水解酸化/BAF 工藝處理玻璃纖維廢水[C].曝氣生物濾池專題研討會論文集,2008.
猜你喜歡
環境(2023年5期)2023-06-30 01:20:01
工業設計(2022年8期)2022-09-09 07:43:20
中老年保健(2021年12期)2021-11-30 02:58:01
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
當代水產(2019年1期)2019-05-16 02:42:04
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
Coco薇(2016年8期)2016-10-09 02:11:50