機床立柱類鑄件質量改進及方法研究
2014-03-25 06:13:02楊爭光魏守田
中國鑄造裝備與技術 2014年5期
楊爭光,魏守田
(寧夏共享裝備有限公司,寧夏銀川 750021)
消失模鑄造工藝是由美國人H·F·Shroger 1956年試驗成功,于1958 年4 月15 日以專利的形式公布于眾。該鑄造工藝由于其技術經濟指標先進,社會效益顯著,為廣大冶鑄工作者所關注,尤其是近幾年,消失模鑄造工藝的快速發展大大推動了我國鑄造技術的進步和發展。然而,消失模鑄造工藝也不是萬能的,生產中仍存在許多急待解決的實際問題。
1 立柱類產品
消失模鑄造工藝適合生產結構復雜,尺寸精度高的鑄件。我公司生產的雙壁立柱(如圖1),共有7種鑄件類型,且全是出口商品,尺寸精度要求在±2 mm 范圍內。去年此類立柱的廢品率在80%以上,幾乎全部因為尺寸報廢,最后決定采用消失模負壓工藝生產這類立柱。
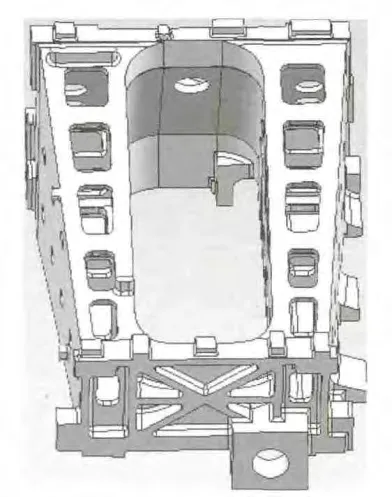
圖1 典型的雙壁立柱圖片
2 典型缺陷
2.1 皮透
鑄件某些部位缺失,形狀不能正常成形,如圖2 所示。原因分析:皮透部位有較大內腔,且內腔在抽氣方向方門太小。在澆注的瞬間(內澆口進流位置見圖3),泡沫氣化后產生大量氣體沒有被盡快導出,致使內腔負壓度降低,型砂剛度無法承受鐵液浮力,型砂發生漂移,鑄型損壞。

表1 典型雙壁立柱參數
2.2 塌箱
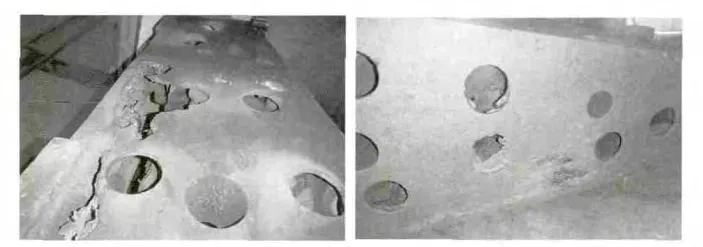
圖2 皮透缺陷圖片
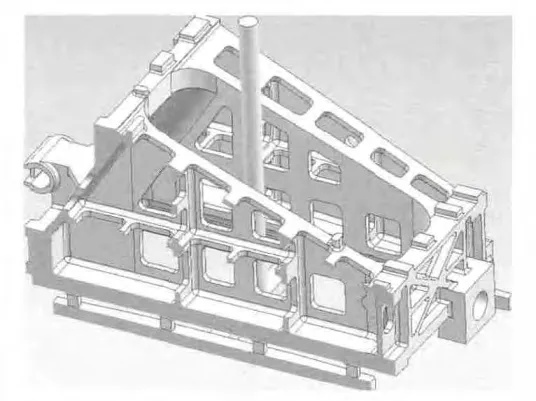
圖3 前期內澆口進流位置
鑄件頂部不能正常成形,缺肉,如圖4 所示。原因分析:鑄型頂部吃砂量過小,只有100 mm,且負壓度不夠,液體金屬浮力使鑄型頂部型砂潰散。

圖4 塌箱缺陷圖片
2.3 鐵瘤
消失模鑄件表面常見均勻分布的半圓突出物和較大瘤狀突出物。原因分析:型砂振動緊實過程中,局部型砂緊實不到形成間隙,導致鐵液沖破涂層形成鐵瘤。
產生缺陷時工藝振動參數見表2。
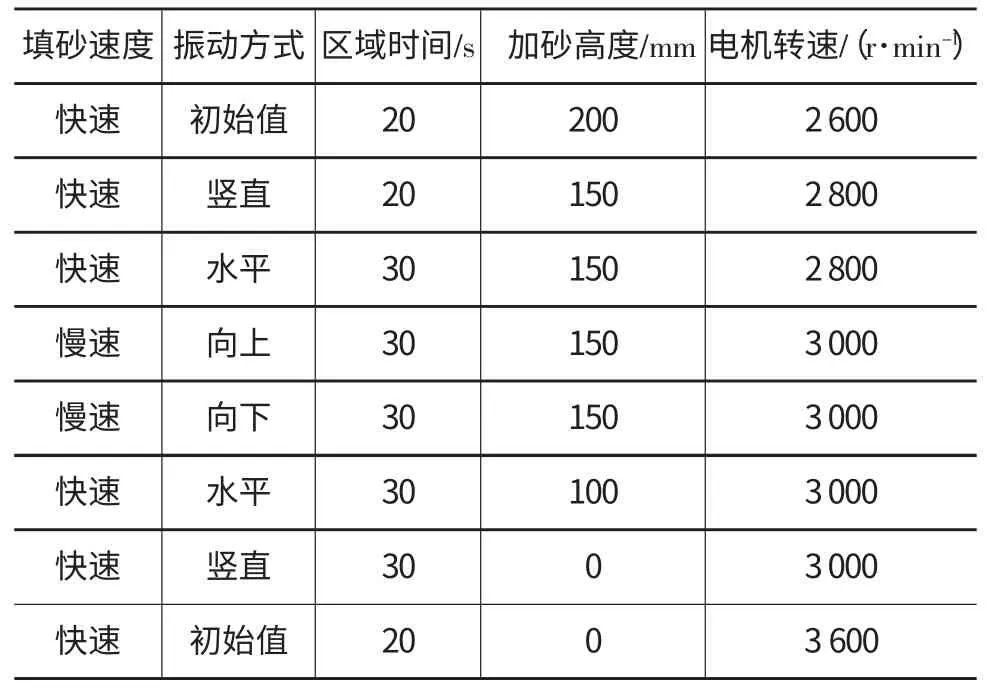
表2 產生缺陷的工藝振動參數
3 改進方案
(1)內澆口進流位置:為了防止澆注過程中內腔型砂漂移,內澆口不能直沖內腔型砂或太靠近內腔,并且內澆口不能太大。
(2)頂部吃砂量:通過模擬充型及現場試驗,結果表明,頂部的吃砂量不能少于150 mm。
(3)振動參數:經過多次的振動參數調節試驗,確定振動參數見表3,可以滿足型砂緊實。
(4)負壓度:經過多次負壓度調節試驗,最終確定負壓度為0.038~0.045 MPa。

表3 型砂緊實的振動參數
通過以上幾個方面的工藝參數的調整后,連續生產10 多件雙壁立柱,均未產生皮透、塌箱、鐵瘤等缺陷,表面質量良好,加工后無明顯缺陷。生產鑄件見圖5 所示。
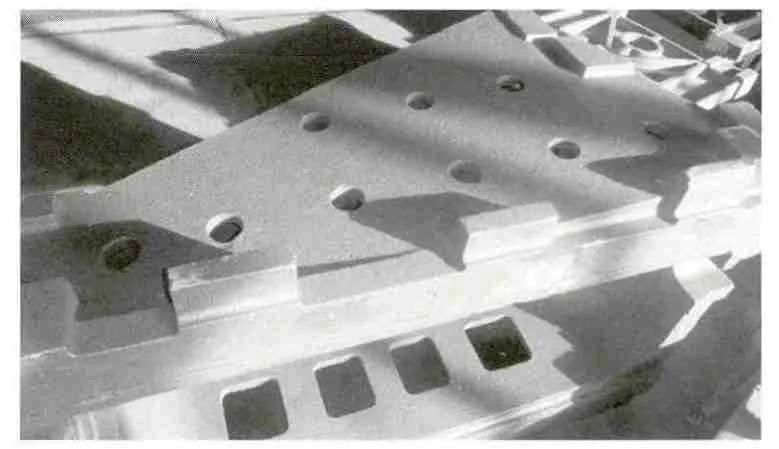
圖5 無缺陷立柱圖片
4 結論
(1)澆注系統設計時,盡量多點澆注,內澆口不能直沖內腔型砂,特別是沒有方門的盲孔。
(2)對于大中型鑄件(鑄件質量在500~2 000 kg),頂部吃砂量不能少于150 mm。
(3)確定振動參數時,對于不易填充部位,可以不加砂,采用不同的方式配合多振動幾次,等型砂緊實后再邊加砂邊振動。
(4)在能夠保證不抬箱的情況下,適當控制負壓度值。
[1]李增民.EPC 干砂造型工藝分析[J].特種鑄造機有色合金,1996(2):5-8.
[2]陶杰.消失模鑄造方法與技術[M].南京:江蘇科技出版社,2003.
[3]李傳栻.常見鑄造缺陷及防止方法[J].機械工人(熱加工),1999(6):40-41.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
