大型球鐵汽車模具鑄件球化等級的提升
2014-03-25 06:12:36田萬剛徐達義韓書章
中國鑄造裝備與技術 2014年1期
田萬剛,徐達義,韓書章
(安徽蕪湖瑞鵠鑄造有限公司,安徽蕪湖 241009)
隨著中國汽車工業的快速發展,中國汽車模具行業的發展也是突飛猛進,其設計和制造水平大幅提升,與發達國家的水平差距不斷縮小,一些從前需要從國外進口的高端汽車模具,現在基本自足,而且有些模具已出口國外,參與到世界級車企的配套。汽車模具的發展,尤其是大型拉延模,離不開優質高端的球鐵鑄件;這類鑄件不但需要優越的機械性能,而且要有良好的金相組織,對球鐵來說,球化等級就是衡量球鐵金相組織的一個關鍵指標。大型球鐵模具鑄件,按照國際汽車模具行業(NAAMS)標準要求,鑄件本體試樣球化等級穩定達到90%,也就是球化等級達到2 級,這對模具鑄件,尤其是十幾噸,二十幾噸的厚壁鑄件,是一個不小的挑戰。我公司通過對球化、孕育處理工藝及球化劑、孕育劑進行分析、改進,使此類球墨鑄鐵本體試樣的球化等級達到2 級以上,現以D6510 材質為例,進行簡要說明(以下實驗選用鑄件單件重量均大于10 t)。
1 原生產工藝
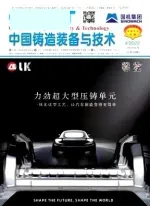
原生產工藝:熔煉設備采用10 t 一拖二日本富士電機中頻電爐,最大熔煉噸位20 t,通過倒包,可一次澆注30 t 鐵液;D6510 原鐵液成分:w(c):3.5%~3.6%,w(si):1.2%~1.3%,w(Mn)≤0.40%,w(P)≤0.06%,w(S)≤0.035%,w(Mo):0.4%~0.6%,w(Ni):0.4%~0.6%,w(Cu):0.5%~0.7%;球化處理所用球化劑為1.4%~1.5%的RE2Mg6SiFe 合金,孕育處理采用1.0%的75Si-Fe 合金,先加入球化劑,再覆蓋75Si-Fe,上面覆蓋鐵屑和鐵板,采用直接沖入法進行球化處理,Mg殘:0.035%~0.060%,RE殘:0.02%~0.04%,用直徑45 mm 本體試棒,測得球化等級,部分的在3級,很多在4、5 級,達不到NAAMS 的材質標準要求,金相組織如圖1。
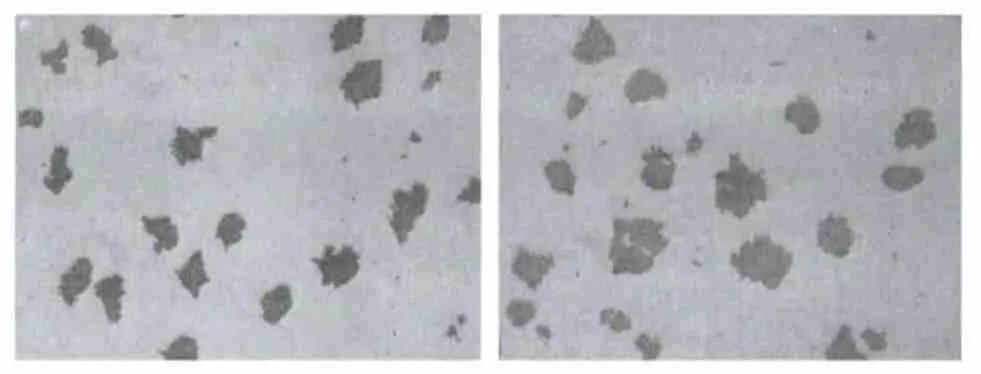
圖1 原工藝處理后的金相組織(原圖:150×)
2 提高球化等級的實驗方案
為提高球化等級,對原來的球化劑和孕育工藝進行了改進實驗。
(1)球化劑的選擇
通過對前期的大量球化等級進行分析,發現5 t以下球鐵件平均球化率為85%,5~10 t 的平均球化率為80%,10 t 以上的平均球化率僅有70%。
通過對鑄件噸位與石墨形態關系的分析,認為隨鑄件噸位的提高,鑄件壁厚也相應增大,鐵液凝固時間長,若使用輕稀土球化劑會出現球化衰退,使石墨形態畸變,導致球化等級下降。以前使用的主要是鈰基輕稀土球化劑,抗球化衰退能力差;而重稀土元素具有深度脫氧、脫硫的作用,促進鐵液中形成大量細小的石墨球,延長鐵液保持球化效果時間,所以重稀土球化劑具有良好的抗衰退能力。但是完全使用重稀土球化劑,易造成石墨球周圍不光滑,因此決定重稀土球和輕稀土搭配使用,根據處理鐵液量調配比例,重稀土球化劑牌號為龍釔OGRC-4.5,其主要成分如下:
Mg:5.0%~6.0%;Ca:1.6%~2.4%;RE:1.6%~2.4%;Si:43%~47%;Al<1.0%。
球化劑粒度為5~25 mm,采用沖入法,加入量為1.4%,使用70%的重稀土球化劑,加30%的的輕稀土球化劑,澆注15 t 重的D6510 材質鑄件,金相組織如圖2。
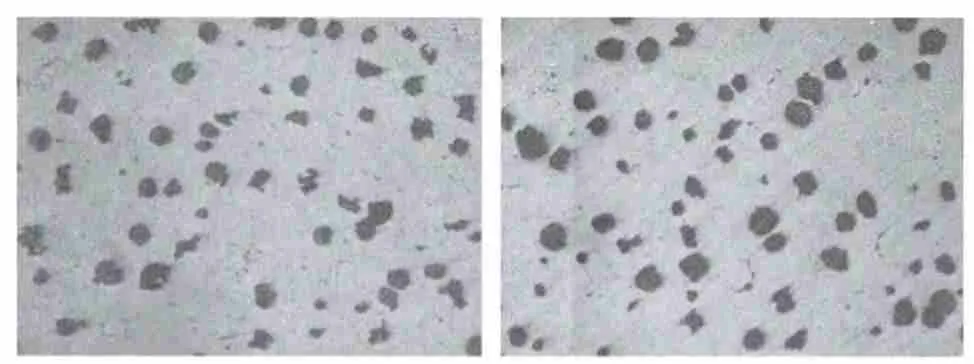
圖2 70%重稀土球化劑處理金相組織圖(原圖150×)
(2)孕育方式的完善
通過使用重稀土球化劑,球化等級有明顯的提升,大部分球化等級達到3 級,但是石墨大小和數量達不到要求,根據球鐵形核理論分析認為,石墨大小和數量受孕育效果影響較大,原來主要采用球化劑上覆蓋孕育劑進行孕育,球鐵的CE 當量很高,球鐵原鐵液過冷度很小(大大低于灰鐵原鐵液),可是球化反應后,球鐵鐵液的過冷度就增大很多,原因是球化元素Mg、RE 同時也是白口化傾向非常大的元素,整個球化反應結束后,鐵液的過冷度將達到最大,覆蓋和延緩球化反應進行的作用,其孕育功效非常有限,而孕育的目的一方面是降低過冷度,減少白口化傾向,另一方面增加結晶核心,提高形核能力,而最有效的孕育方式為隨流孕育(又稱瞬時孕育),為此,我們專門設計制做了隨流孕育裝置,同時選擇具有抗孕育衰退的硅鋇隨流孕育劑,粒度為≤1 mm,加入量為0.2%~0.5%,其化學成分如下:
Si:65%~70%;Ba:2.0%~4.0%;Ca 微量;Al≤3%。
調整孕育方式為:一次孕育,球化劑覆蓋75Si-Fe;二次孕育,澆注時在澆口杯對鐵液進行隨流孕育Si-Ba。
(3)最后確定的改進方案
通過球化劑的調整和孕育方法的改變,球化率級逐步穩定在90%以上,最后采用的改進方案:
(a)球化劑采用50%的輕稀土和重稀土混合使用,根據原鐵液的含S 量確定球化劑的加入量,殘留鎂為0.04%~0.06%,殘留稀土為0.02%~0.04%;
(b)孕育劑采用兩次孕育,一次孕育為球化劑覆蓋,加入量為1.0%~1.2%,二次孕育為隨流孕育,孕育劑為硅鋇,孕育量為0.25%。
(c)球化處理工藝優化,根據處理鐵液量的不同,對5 t、10 t 等澆包分別制定了球化控制標準。球化劑、孕育劑覆蓋,制定了專用緊實工具,確保搗實,上面覆蓋專用鐵板,嚴格控制球化反應時間,防止球化反應劇烈,球化劑氧化燒損。反應時間:5 t 以下60~80 s,5 t 以上80~120 s,從球化結束到澆注完畢必須在15 min 以內完成。
通過以上述球化改進實驗,金相組織圖片如圖3所示。
圖3 最終改進后金相組織圖(原圖:150×)
3 結論
生產汽車模具大型球鐵鑄件時,要求輔助試樣球化等級達到2 級,可以采取以下措施:
(1)選用優質爐料,減少爐料中的反球化元素;
(2)選用輕稀土和重稀土搭配使用,充分利用兩種球化劑的優點,解決了大斷面球鐵件球化衰退和石墨畸變的問題,提升了球化級別;
(3)采用一次孕育和瞬時孕育相結合的方式,提高孕育能力,增加單位面積石墨球數,延長有效孕育時間,減少衰退;
(4)嚴格規范球化處理工藝,控制過程參數,保證生產的穩定性。
[1]Shannon Kruse.wind’s cast group [J].MODERN CASTING,2006(9):25-29.
[2]陳子華.厚大球墨鑄鐵件生產技術[J].現代鑄鐵,2009(2).
[3]姜志超.球墨鑄鐵鑄造新工藝新技術與產品質量缺陷控制[M].北京:北方工業出版社,2006.