1060鋁材雙點漸進成形幾何精度的研究*
2014-03-29 05:45:00胡海瀚王秋成吳金晗曹江
機電工程 2014年4期
胡海瀚,王秋成,吳金晗,曹江
(浙江工業(yè)大學(xué)機械工程學(xué)院,浙江杭州310014)
0 引言
金屬板材漸進成形技術(shù)是一種基于分層逐步塑性變形,通過積累,最終達到零件目標(biāo)形狀的先進技術(shù)。隨著金屬板材雙點漸進成形技術(shù)的發(fā)展,其逐漸被應(yīng)用于各種工業(yè)生產(chǎn)中。由于其具有無模具成形、可編程控制、柔性加工等特點,現(xiàn)在各國已逐漸將其應(yīng)用到一些零件的小批量生產(chǎn)上[1]。這種成形技術(shù)相比于其他的傳統(tǒng)板材成形技術(shù),不需要特別設(shè)計、制造高成本的模具,可以有效地縮短產(chǎn)品的研發(fā)周期。國內(nèi)外研究者針對該技術(shù)的成形設(shè)備、成形機理、成形工藝、工藝規(guī)劃及成形路徑、有限元模擬分析、試驗應(yīng)用等問題進行了研究。至今,板材漸進成形技術(shù)獲得了一定的發(fā)展。
現(xiàn)在板材漸進成形技術(shù)可分為兩種:①單點漸進成形;②雙點漸進成形。現(xiàn)在國內(nèi)外對單點漸進成形技術(shù)研究的比較多,而雙點漸進成形技術(shù)剛處于起步階段。
本研究提出一種雙點漸進成形方法,通過實驗研究分析雙點漸進成形技術(shù)的幾何精度相對于單點漸進成形技術(shù)的優(yōu)勢。
1 成形原理與設(shè)備
成形原理包括單點漸進成形原理和雙點漸進成形原理;成形設(shè)備是一臺專門用于漸進成形實驗加工的特種設(shè)備。下面將對兩種成形原理和成形設(shè)備作簡單介紹。
1.1 單點漸進成形原理
單點漸進成形示意圖如圖1所示,單點漸進成形的結(jié)構(gòu)構(gòu)成非常簡單:1臺能控制刀具頭進給的機床(比如立式銑床)、1個固定薄板的簡單夾具、1個刀具[2]。固定夾,顧名思義就是用于固定薄板并定義刀具的加工區(qū)域,夾具體是固定不動的。這里的刀具沒有刀刃,頭部是半球形狀。
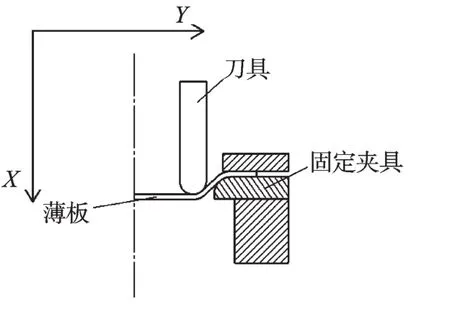
圖1 單點漸進成形示意圖
單點漸進成形是一種分層累積塑性變形的加工技術(shù),通過圖1中刀具的運動,逐漸使板材產(chǎn)生塑性變形,通過積累最終達到目標(biāo)形狀。
1.2 雙點漸進成形原理
雙點漸進成形示意圖如圖2所示。雙點漸進成形[3]又稱作雙面漸進成形,因為薄板兩面各有一個刀具與薄板接觸,兩面都受刀頭的成形力。
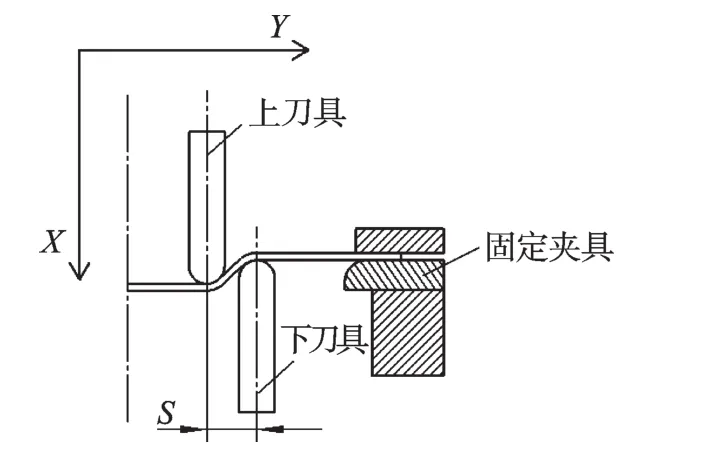
圖2 雙點漸進成形示意圖
雙點漸進成形的結(jié)構(gòu)相比于單點漸進成形,多了一個刀具,其中一個刀具用做支撐工具,另一個刀具用于成形板料,在兩個刀具之間保留一個預(yù)定的距離s[4]。下刀具和上刀具分開控制,能夠通過數(shù)控編程,讓兩個刀具走不同的軌跡,所以在數(shù)控上,雙點成形要求更高。但是上、下兩個刀具是同步的,如果上方刀具被給定一個確定的速度,則下方刀具的速度將由控制器來調(diào)整,這樣兩個刀具能同一時間到達下一個點。這樣是為了使得上方刀具和下方刀具間不會出現(xiàn)滯后,成為一種主從關(guān)系[5]。
1.3 成形設(shè)備
這臺成形設(shè)備是專門用于漸進成形實驗加工的,它不僅可以用于單點漸進成形,也可以用于雙點漸進成形加工。
漸進成形設(shè)備的機械原理圖如圖3所示,左、右兩邊各有一個工作頭,工作頭通過滾珠絲桿受電機控制,可以沿著絲桿方向移動;在兩個工作頭上各有3個電機,每個電機通過絲桿連接一個刀具座(刀具座上可以裝備刀具,可更換),刀具座可以沿著絲桿方向移動;夾具通過滾動軸承被固定在設(shè)備支架上,一邊通過皮帶輪連接有一個電機,可帶動夾具旋轉(zhuǎn)[6]。
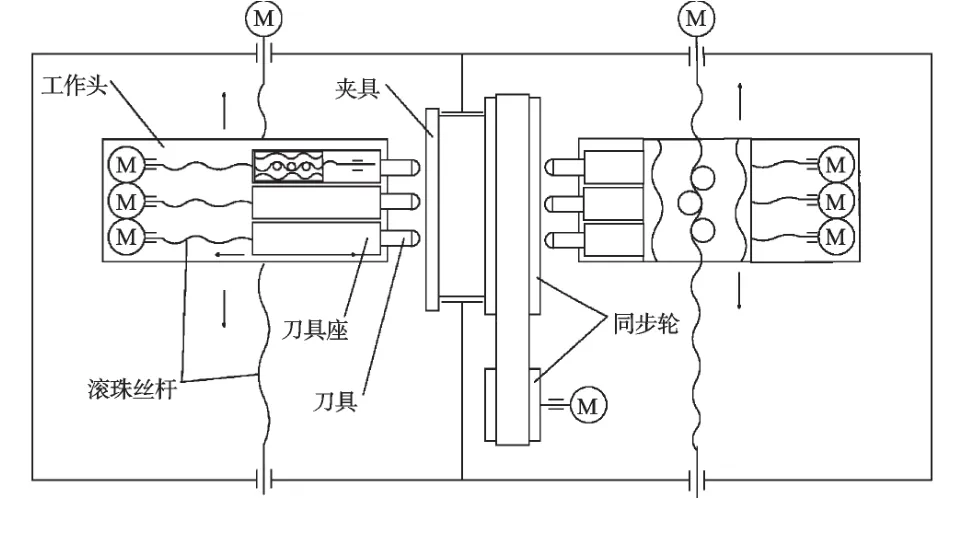
圖3 漸進成形設(shè)備機械原理圖
2 成形軌跡
在進行成形實驗前,確定漸進成形走刀軌跡是必不可少的。當(dāng)然單點漸進成形和雙點漸進成形的加工目標(biāo)必須是相同的,所以研究人員先要確定一個目標(biāo)零件,然后根據(jù)目標(biāo)零件計算確定單點漸進成形和雙點漸進成形的走刀軌跡。
2.1 板材試樣與目標(biāo)零件
漸進成形薄板試樣選取材料型號為1060鋁,直徑為D=160 mm,厚度為T=1 mm的圓盤薄板。
目標(biāo)零件的確定,有兩個要求:
(1)由于該實驗不是研究成形極限的,成形半錐角不能高于最大成形半錐角,否則會出現(xiàn)目標(biāo)零件破裂,以至于不能作準(zhǔn)確地比較,獲得準(zhǔn)確的實驗數(shù)據(jù);
(2)成形半錐角不能太小,否則會導(dǎo)致單點漸進成形和雙點漸進成形的幾何精度差異很小,導(dǎo)致實驗結(jié)果不準(zhǔn)確。
綜上兩個要求,在參考大量關(guān)于漸進成形極限的國內(nèi)外文獻的條件下,選取的目標(biāo)零件參數(shù)為:上端面直徑60 mm,下端面半徑20 mm,深度15 mm,半錐角53.2°。
2.2 單點漸進成形走刀軌跡
在加工軌跡的確定中,本研究選擇最常用的等高線,由外向內(nèi)加工軌跡。單點漸進成形的加工軌跡示意圖如圖4所示,加工軌跡在縱向進給上采用等高線加工,每個工步的進給量都一樣ΔX[7]。
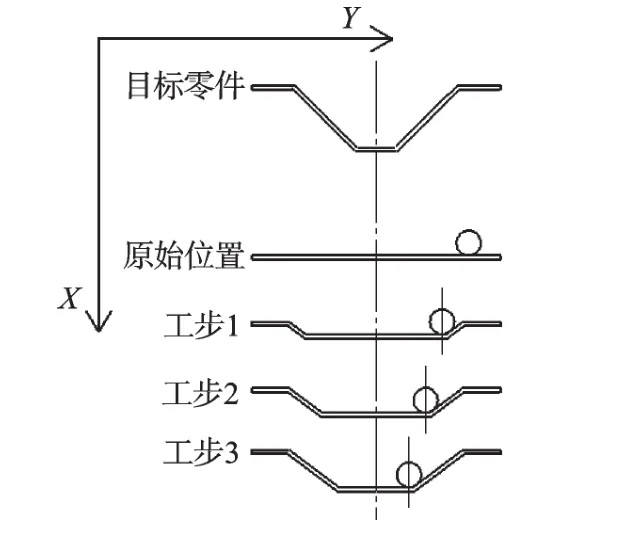
圖4 單點漸進成形軌跡示意圖
在確定進給量之前,需要說明的一點是,現(xiàn)在漸進成形每個工步的進給量一般都是小于1 mm的,這樣才能保證加工所得零件有一定的表面精度。再結(jié)合已經(jīng)確定的目標(biāo)零件,選取的進給量為:ΔX=0.75 mm,ΔY=1 mm。經(jīng)過20個工步的漸進成形加工,可獲得X=15 mm,Y=20 mm的成形零件,正好達到目標(biāo)零件的形狀[8]。
2.3 雙點漸進成形走刀軌跡
和單點漸進成形一樣,本研究選擇最常用的等高線,由外向內(nèi)加工軌跡。雙點漸進成形的加工軌跡設(shè)計了兩種方案,雙點漸進成形的加工軌跡示意圖如圖5所示,每個工步的進給量都一樣ΔX,并且上、下兩個刀具一起移動。
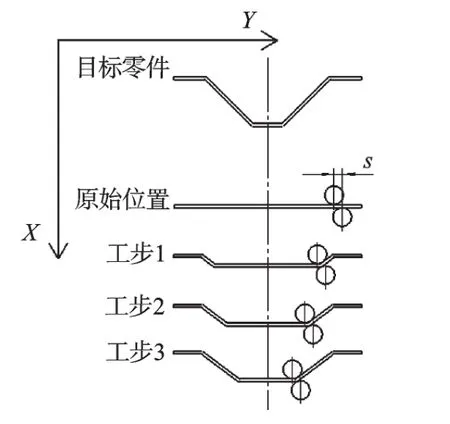
圖5 雙點漸進成形軌跡示意圖
與單點漸進成形的進給量一樣,進給量為:ΔX=0.75 mm,ΔY=1 mm。經(jīng)過20個工步的漸進成形加工,可獲得X=15 mm,Y=20 mm的成形零件,正好達到目標(biāo)零件的形狀。但是不同的是,雙點漸進成形多了一個刀具,所以需要增加一個刀具的移動軌跡[9]。
3 實驗
3.1 實驗結(jié)果
根據(jù)上文確定的漸進成形走刀軌跡,本研究進行數(shù)控編程并使用漸進成形進行加工實驗。加工所得零件圖如圖6所示。
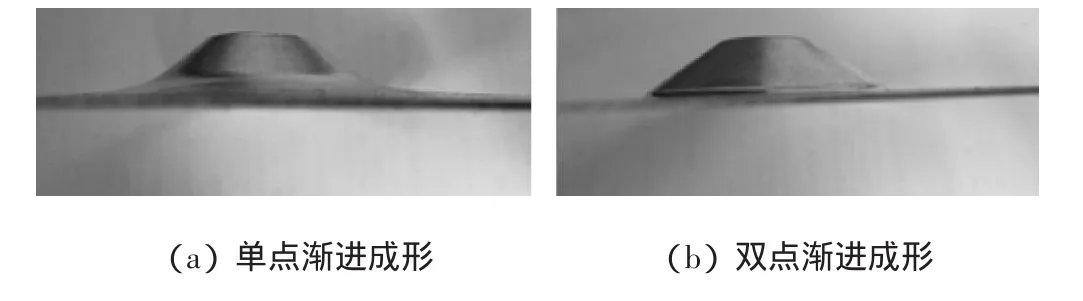
圖6 加工所得零件圖
3.2 三坐標(biāo)測量
本研究對實驗結(jié)果做定量分析時需要測量所得零件母線上的坐標(biāo)。這里用到FARO便攜式三坐標(biāo)測量儀測量母線上離散點的坐標(biāo),具體測量方法如下:
(1)清除被測件的表面污漬,噴涂顯像劑;
(2)使用FARO便攜式三坐標(biāo)測量儀,掃描被測件,獲得點云圖,保存為IGS格式;
(3)使用CATIA打開IGS格式的點云圖,利用投影原理截取母線投影圖;
(4)應(yīng)用Matlab處理母線投影圖,獲得母線上各個離散點的坐標(biāo);
(5)在Excel表中處理離散點坐標(biāo),并在Origin中繪制曲線。
3.3 數(shù)據(jù)對比分析方法
本次數(shù)據(jù)對比分析主要通過兩個數(shù)據(jù)的對比來進行,對比分析曲線圖如圖7所示,這兩個數(shù)據(jù)分別是:最大回彈Δmax、回彈大于等于0.5 mm小于1 mm的百分比ε0.5~1和回彈大于1 mm的百分比ε1[10]。本研究以圖7為例來做簡要說明,以(0,15)點作為基準(zhǔn),最大回彈:在x=-30 mm處,實際曲線的y-30值與目標(biāo)曲線Y-30值之差的絕對值,也就是:

回彈大于等于0.5 mm小于1 mm的百分比ε0.5~1:在實際曲線上取70個點,其坐標(biāo)分別是(-1,y1),(-2,y2),(-3,y3)…(-k,yk)…(-70,y70),其中k=-1,-2,-3..-70,與它們對應(yīng)的在目標(biāo)曲線上的點為(-1,Y1),(-2,Y2),(-3,Y3)…(-k,Yk)…(-70,Y70),每個點的回彈計為:
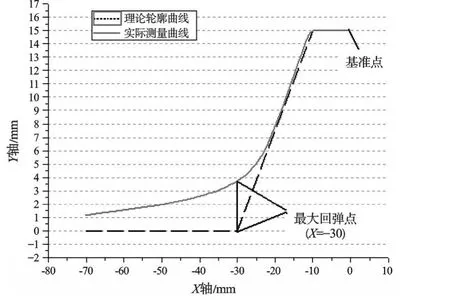
圖7 對比分析曲線圖

回彈超過0.5 mm小于1 mm的百分比ε0.5可以通過以下公式計算獲得:

回彈大于1 mm的百分比ε1為:

3.4 測量結(jié)果對比分析
本研究測量單點漸進成形和雙點漸進成形(軌跡b)加工所得的零件,繪制出的曲線如圖8所示。
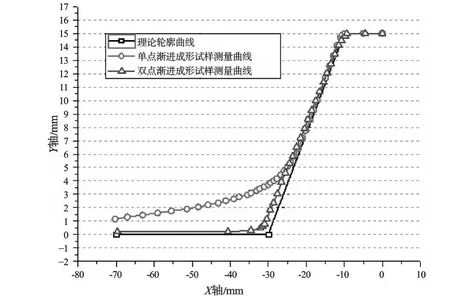
圖8 單、雙點漸進成形零件測量對比曲線圖
根據(jù)公式(1~4)可計算得出的對比數(shù)據(jù)如表1所示。分析表1中數(shù)據(jù)最大回彈這一項,單點漸進成形比雙點漸進成形大了2.58 mm,其表明單點漸進成形工藝所加工的零件的回彈量是雙點漸進成形工藝的3.28倍。回彈在0.5 mm~1 mm之間的百分比雖然雙點漸進成形比單點漸進成形多5.7%,但是單點漸進成形大于1 mm的回彈百分比比雙點漸進成形多了48.6%,高達65.7%,而且對于回彈在0.5 mm~1 mm之間和1 mm以上的值,也是單點漸進成形遠遠高于雙點漸進成形。
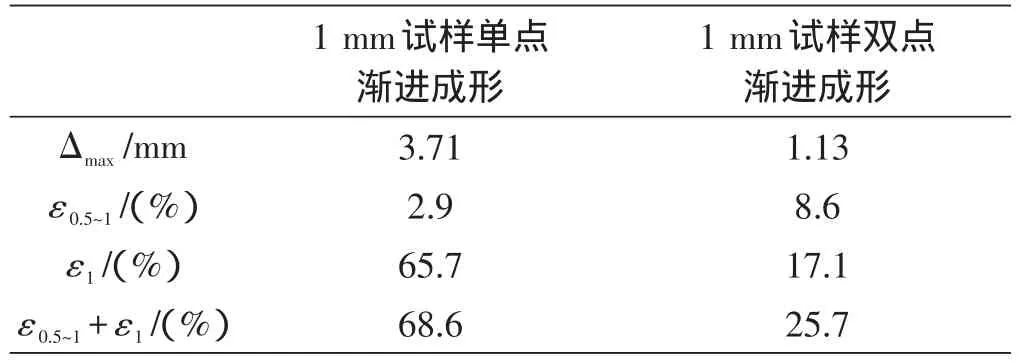
表1 單點漸進成與雙點漸進成對比數(shù)據(jù)表
綜合上述結(jié)果,可以得出結(jié)論:在其他工藝參數(shù)都相同的前提下,鋁合金板材的雙點漸進成形的幾何精度遠遠高于單點漸進成形的幾何精度。
4 結(jié)束語
本研究提出了一種雙點漸進成形工藝技術(shù),實驗結(jié)果表明,在相同的工藝參數(shù)條件下,鋁合金板材的雙點漸進成形的幾何精度要優(yōu)于單點漸進成形的幾何精度。
在下一階段,本研究將通過實驗研究不同的走刀軌跡對雙點漸進成形的幾何精度的影響;同時研究不同材料和不同厚度的板材對雙點漸進成形的幾何精度的影響。
(
):
[1]鄧玉山,曹鋆匯,李明哲.單點漸進成形裝置研制[J].鍛壓裝備與制造技術(shù),2011,1(2):44-48.
[2]MARTINS P A F,BAYN,SKJOEDT M,et al.Theory of single point incremental forming[J].Annals of CIRP,2008,57(11):277-280.
[3]MALHOTRA R,CAO Jian.Improvement of Geometric Accuracy in Incremental Forming by using a Squeezing Toolpath Strategy With Two Forming Tools[C].MSEC2011,2011:1-9.
[4]SILVA M B,SKJOEDT M,ATKINS A G,et al.Single point incrementalforming&formability/failurediagrams[J].Journal of Strain Analysis for Engineering Design,2008,43(1):15–36.
[5]SILVA M B,MARTINS P A F.Two-point incremental forming with partial die theory and experimentation[J].Journal of Materials Engineering and Performance,2013,22(4):1018-1027.
[6]王橋剛,姚春燕,彭偉,等.金屬板料三點漸進無模成形實驗裝置研究[J].輕工機械,2012,30(5):13-15.
[7]鄭勇.金屬板材數(shù)控逐次成形的關(guān)鍵技術(shù)研究[D].南京:東南大學(xué)機械工程學(xué)院,2009.
[8]莫健華,丁勇,黃樹槐.金屬板材數(shù)控單點漸進成形加工軌跡優(yōu)化研究[J].中國機械工程,2003,14(24):2138-2139.
[9]ATTANASIO A,CERETTI E,GIARDINI C,et al.Asymmetric two points incremental forming:Improving surface quality and geometric accuracy by tool path optimization[J].Journal of Materials Processing Technology,2007,197(3):59-67.
[10]甘文星,莫健華.金屬板材數(shù)控單點漸進成形回彈的實驗研究[J].機械科學(xué)與技術(shù),2004,23(6):739-741.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
天津外國語大學(xué)學(xué)報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
民用飛機設(shè)計與研究(2019年4期)2019-05-21 07:21:24
汽車工程學(xué)報(2017年2期)2017-07-05 08:13:02
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52